Hàn lỗ trước
Đối với một thợ hàn mới làm quen, để có được kinh nghiệm cần thiết, đáng để bắt đầu chế tạo đinh tán điện với việc khoan sơ bộ một lỗ trên tấm kim loại phía trên. Khi hàn thép có độ dày 3 mm, đường kính của nó phải là 6-9 mm.

Một điện cực được áp dụng cho phôi dưới thông qua một lỗ ở tấm trên. Nếu thép mỏng được sử dụng, thì đánh lửa của nó sẽ bắt đầu từ trung tâm, sau đó từ từ dịch chuyển và tiếp tục lắng đọng kim loại ở cạnh, di chuyển theo vòng tròn lên trên. Trên kim loại dày có lỗ lớn, bạn cần xỏ điện cực ở cạnh và khi di chuyển theo vòng tròn, đôi khi chuyển sang trung tâm.


Để có được một đinh tán đáng tin cậy, bạn cần tuân theo một số quy tắc:
- Để gia nhiệt nhanh cho phôi dưới, tốt hơn là đặt dòng điện 110A trên máy hàn.
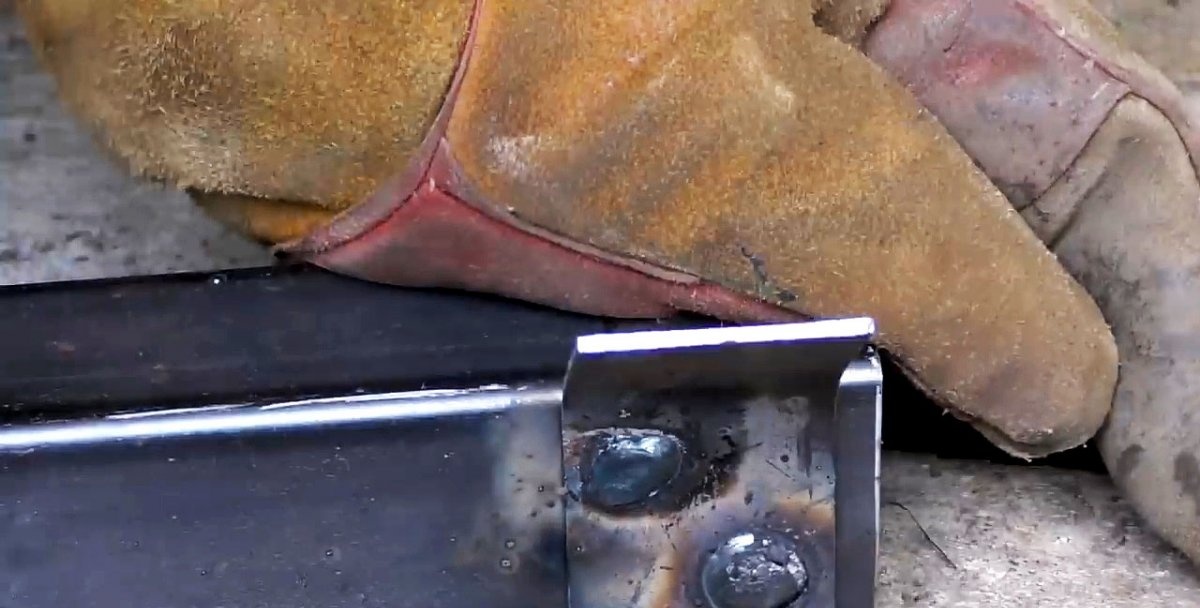
- Đặt ít nhất 2 đinh tán để tránh xoắn các bộ phận được kết nối.
- Nén chặt các phôi mỏng lại với nhau để tránh làm cháy kim loại phía trên;
- Tiết diện của kim loại càng cao, đường kính của lỗ để lắp đặt đinh tán càng lớn.
- Các đinh tán được thiết lập tại một thời điểm không có tạm dừng. Nhờ vậy, tất cả các xỉ sẽ tập trung lại trên đầu và nó có thể bị đánh sập, lấy một loại nấm gọn gàng.
Lắp đặt đinh tán điện bằng cách đốt mà không có lỗ
Có một số kinh nghiệm trong hàn đường may, bạn có thể ngay lập tức thử đặt đinh tán điện mà không cần khoan tấm trên cùng. Phương pháp này phù hợp cho hàn điểm mỏng. Điện cực được gắn vào đường giao nhau và được giữ cho đến khi âm thanh đặc trưng của việc đốt cháy phần trên. Ngay khi tấm cháy qua, cần phải từ từ nâng điện cực, lắng đọng kim loại để đóng lỗ kết quả.

Đặt đinh tán điện trên kim loại mỏng, điện cực rutile có thể được sử dụng. Trên các phôi nghiêm trọng hơn, lớp phủ chính là phù hợp hơn. Nếu có ít nhất 2 đinh tán được tạo ra, thì các bộ phận được kết nối sẽ không thể bị phá vỡ theo bất kỳ hướng tác động nào. Nấu ăn bằng đinh tán nhanh hơn và tiết kiệm hơn về mặt tiêu thụ điện cực, vì vậy phương pháp này thực sự hữu ích.