
Sẽ cần
Để thực hiện nó, bạn cần thời gian, nỗ lực đáng kể, độ chính xác tối đa và các tài liệu sau:

- bu lông inox M20 × 70;
- bánh xe ngón tay cái;
- công cụ để áp dụng số cho các bánh xe;
- bóng thép;
- dây thép lò xo (0,3 và 0,8 mm).
Từ thiết bị chúng ta không thể làm mà không có:
- máy tiện, máy khoan và máy phay;
- phó kim loại;
- kìm;
- cưa sắt cho kim loại;
- máy xay;
- kéo để cắt kim loại và giấy;
- mand Mand cho lò xo quanh co và vòng snap.
Công nghệ sản xuất
Công việc bao gồm ba giai đoạn: sản xuất các bộ phận và lắp ráp, lắp ráp và cài đặt một tổ hợp mã số.
Sản xuất các bộ phận và lắp ráp
Khóa bên
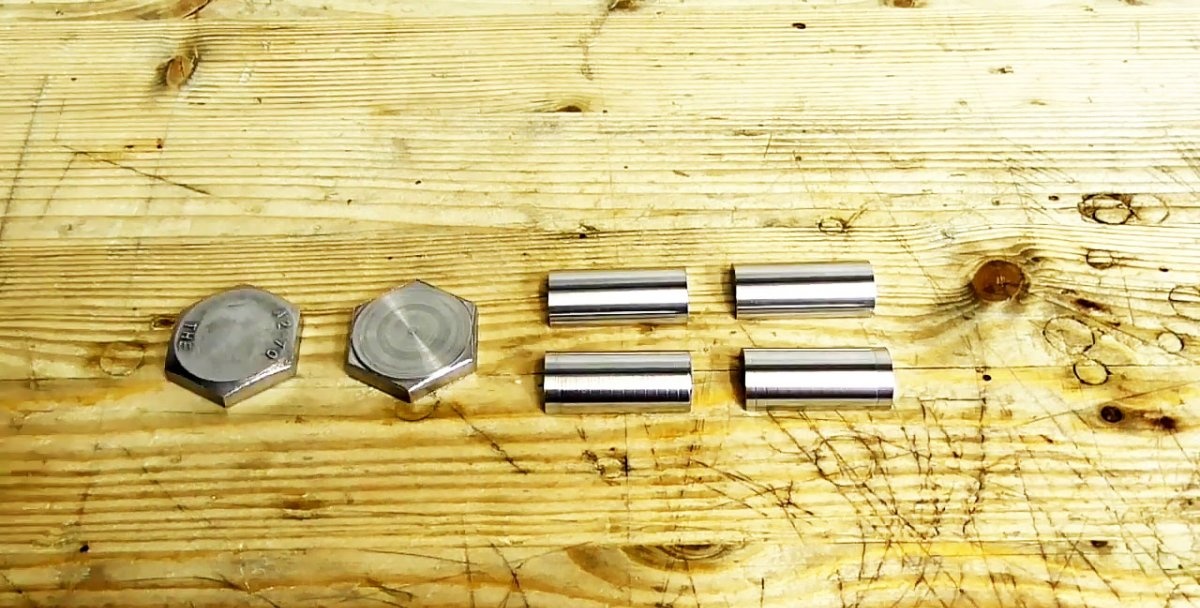
Trên một máy tiện, chúng tôi chia đầu bu lông thành hai nửa và chúng tôi khoan thanh đến độ sâu của hồ sơ ren.
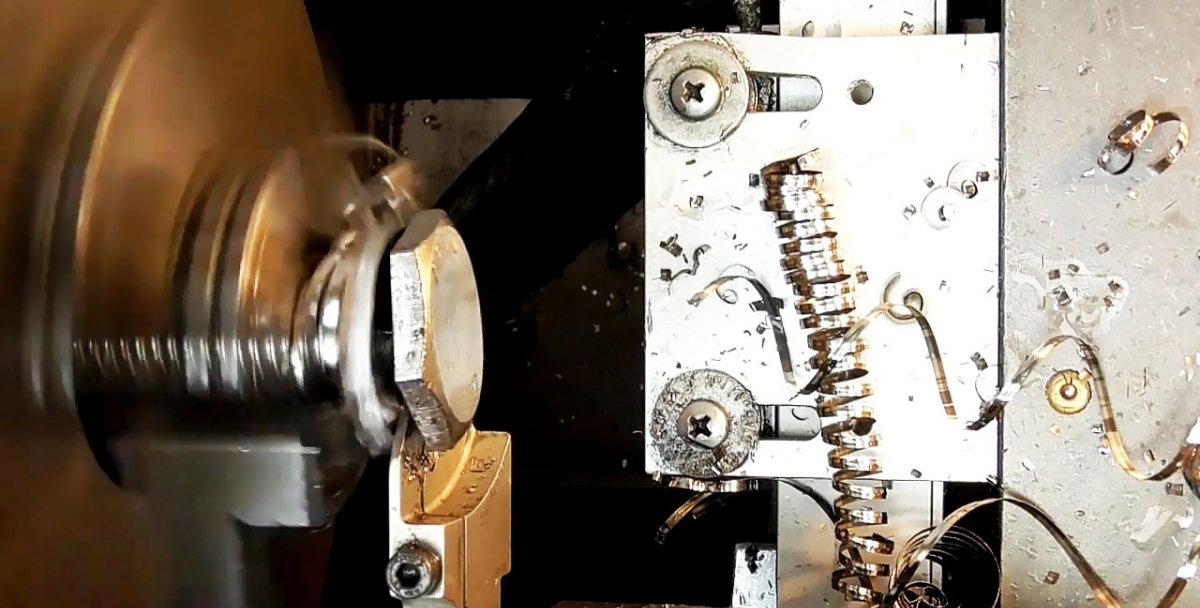
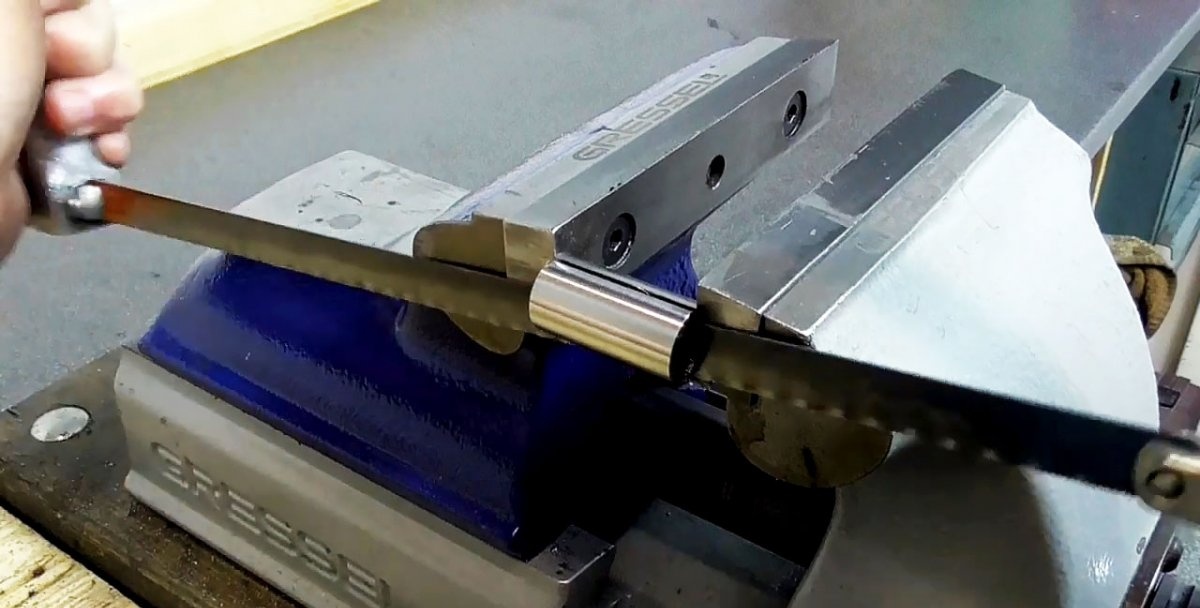
Chúng tôi kẹp một phần của thanh trong một cái thùng và thấy nó bằng cưa kim loại thành hai nửa dọc.
Trên một trong các tấm lục giác với sự trợ giúp của mẫu và điểm đánh dấu, áp dụng phác thảo của miếng đệm bên của khóa.

Chúng tôi mài các hình lục giác dán trên máy mài dọc theo đường viền đã vẽ của lớp lót bên của khóa và khoan lỗ ở hai đầu.


Chúng tôi chèn vào các lỗ chân vịt của các mẫu hình tròn chỉ được sử dụng để hiển thị đường viền của các tấm bên của khóa trên máy mài.

Trên máy khoan có máy khoan và máy nghiền ở các tấm bên, chúng ta tạo thành mặt cắt hoàn thiện của các lỗ. Xung quanh lỗ lớn đồng đều trong một vòng tròn, chúng tôi thực hiện một nhà máy cuối gồm 9 hốc.
Chúng tôi sử dụng một vòng tròn mềm để đánh bóng tất cả các bề mặt của các tấm bên của khóa.


Chốt
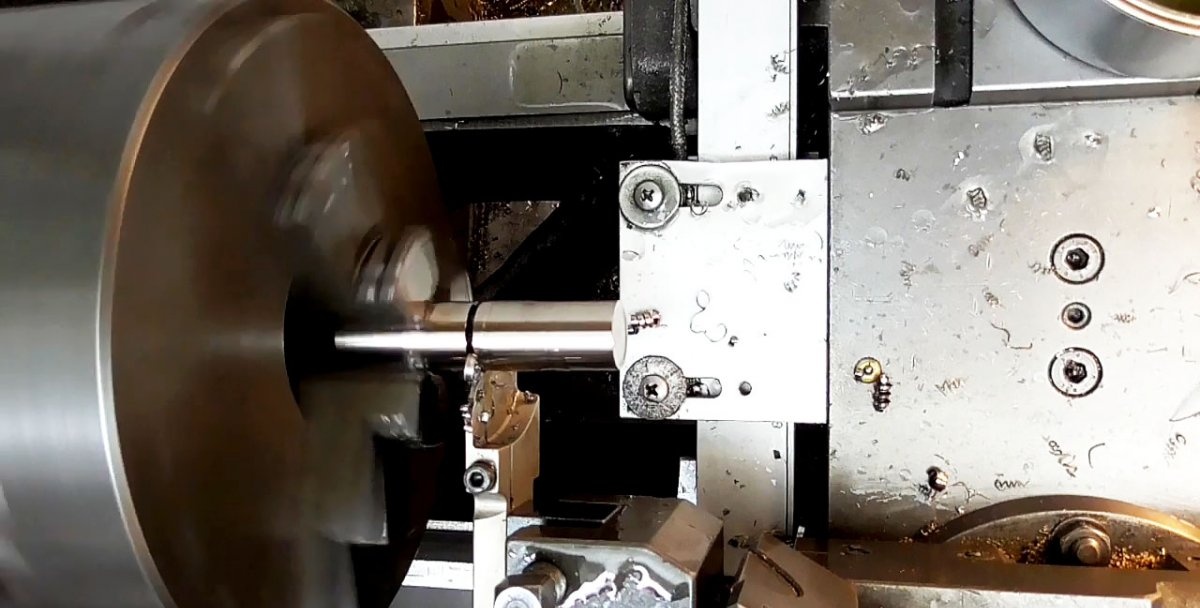
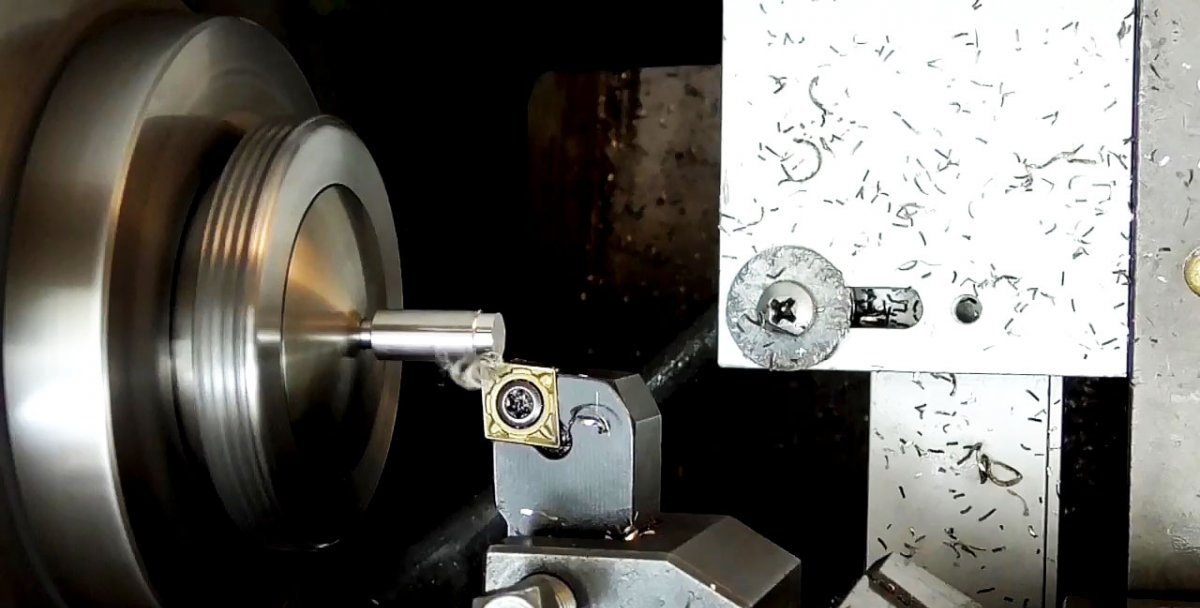
Trong số 4 nửa xi lanh, sử dụng kẹp đặc biệt, chúng tôi mài một thanh tròn trên máy tiện vào giữa phôi.

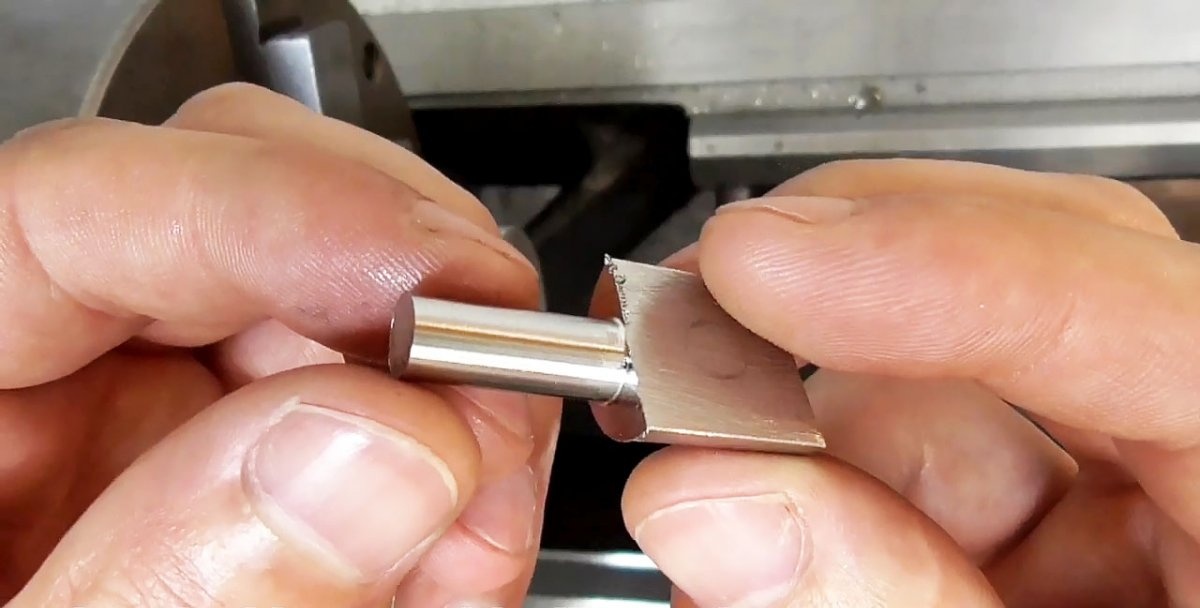


Chốt đầu tiên là cho các bánh xe ở phía bên của gắn kết. Một mặt, nó có một chỗ ngồi cho một lỗ, mặt khác - một rãnh hình khuyên cho một vòng giữ và một lỗ mù.

Với dao phay, chúng tôi thực hiện một rãnh dọc trong đó cho toàn bộ chiều dài của lỗ mù.




Chốt thứ hai ở phía buộc chặt trông giống như một thanh tròn chắc chắn với một chỗ cho một lỗ trên tấm bên của khóa và khoan dọc theo chiều dọc.




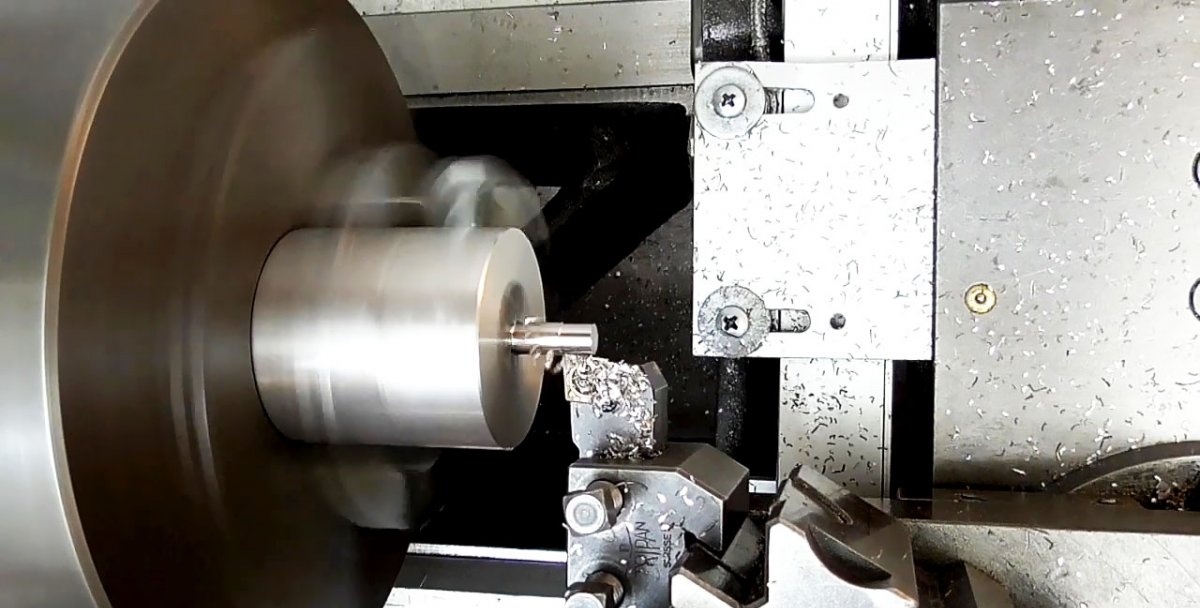
Phím pin thứ ba ở phía di chuyển cũng kéo dài dưới xi lanh rắn. Sau đó, ở một bên, nó được kẹp vào hộp mực bằng một miếng đệm để bù trục của con lăn sang bên so với trục quay của hộp mực. Kết quả là, khi xử lý bằng dao cắt, một mộng tròn có đường kính nhỏ hơn được hình thành, tâm của nó không trùng với tâm của pin.


Sau đó, bằng cách phay, chúng tôi tạo thành hai kệ trên cả hai mặt của mộng bù. Kết quả là, một thanh có hai mặt được nối với nhau bằng các cung tròn xuất hiện.

Với cùng một máy cắt, chúng tôi giảm tiết diện của thanh từ phía lớn hơn bằng cách xử lý đối xứng.

Nhà máy cuối thực hiện 5 rãnh hình chữ nhật và bằng nhau. Kết quả là 5 phần nhô ra bằng nhau cũng được hình thành.
Các tập tin, tập tin và giấy nhám cung cấp cho lõi với tất cả các phần lồi ra hình dạng mong muốn và làm tròn các cạnh và xương sườn. Cuối cùng, thanh này và tất cả các thanh khác được đánh bóng bằng một vòng tròn mềm.



Chèn thanh vào vị trí trong miếng đệm bên của khóa.
Chốt thứ tư, đóng vai trò là trục trên ở phía di chuyển, được xuyên qua kích thước của lỗ trên tấm bên của khóa và, một mặt, được đặt trong một bán cầu với một tập tin và một vòng tròn mềm. Chúng tôi cũng chèn nó vào vị trí của nó.


Hàn, mài, đánh bóng
Chúng tôi hàn tất cả các chân ở mặt sau vào các tấm bên của khóa.

Chúng tôi mài và đánh bóng các mối hàn trên máy mài, làm tròn các cạnh bằng một tập tin, hoàn thiện bằng giấy nhám và đánh bóng bằng một vòng tròn mềm.

Với một tập hợp các tệp, chúng ta tạo thành một rãnh ở cuối chốt với một khe dọc. Chúng tôi cố gắng vào sự xâm nhập của các chân di động vào các lỗ của những cái bất động.


Bánh xe bằng đồng có số
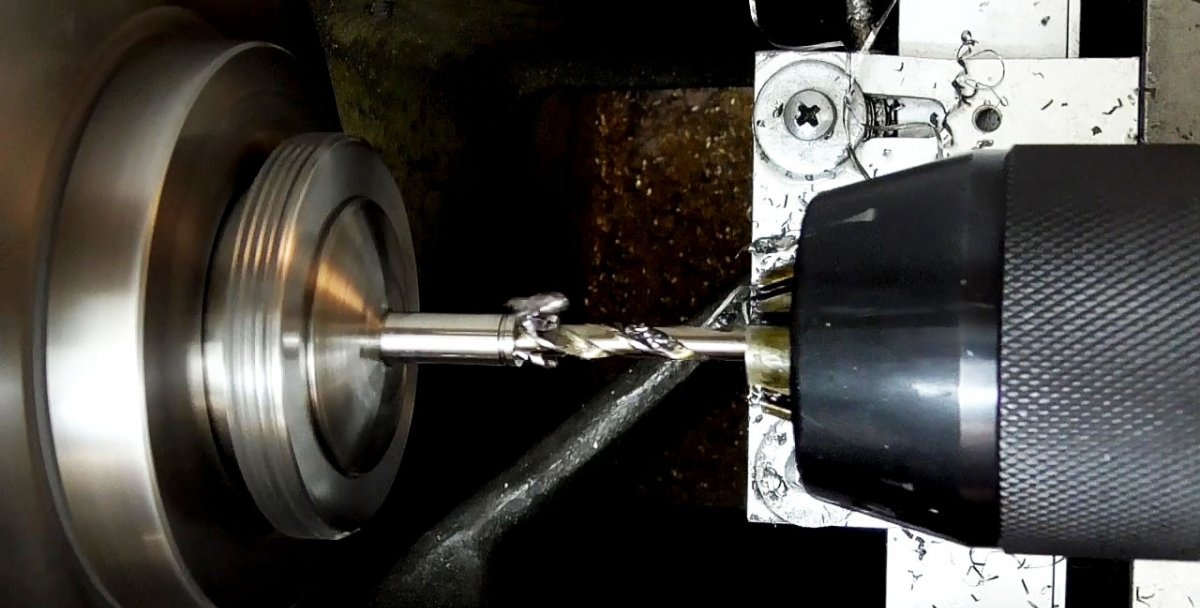
Chúng tôi làm 4 bánh xe bằng đồng với số. Chúng tôi cắt phôi của chúng sau khi tạo rãnh trên kích thước trên máy tiện, trước tiên khoan một lỗ xuyên qua ở trung tâm và mở rộng nó, một mặt, đến một độ sâu nhất định.
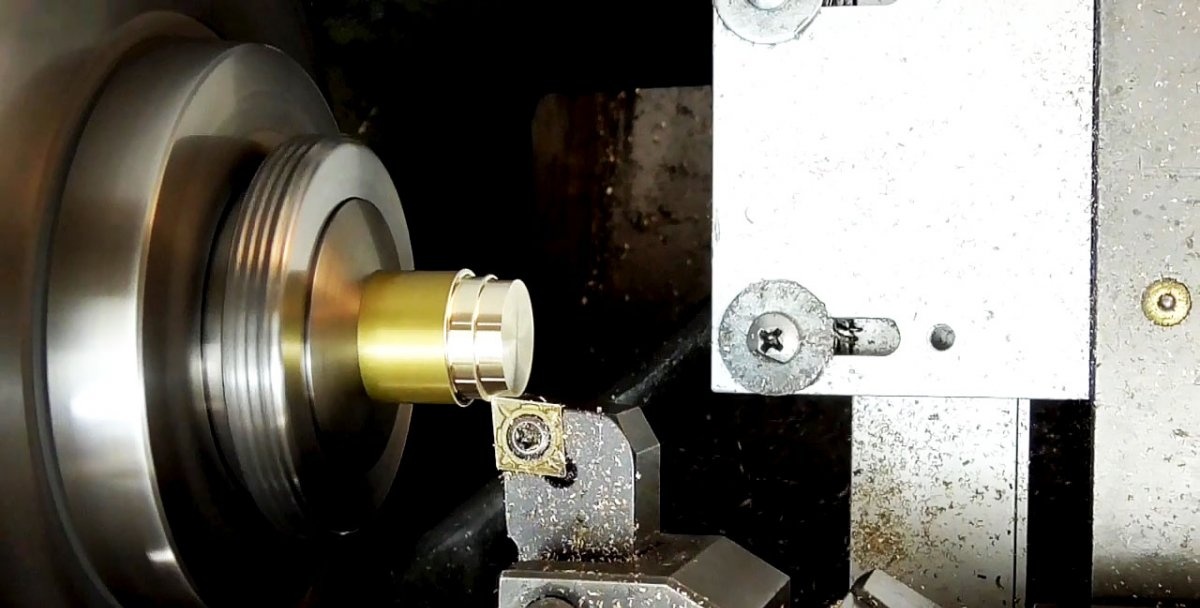




Bánh xe thứ năm khác với các bánh xe khác bởi sự hiện diện của một rãnh trung tâm ở cả hai bên, một trong số đó sâu hơn bên kia.
Các cột số để in trên máy phát điện bánh xe được in trên giấy tráng gương bằng silicone.
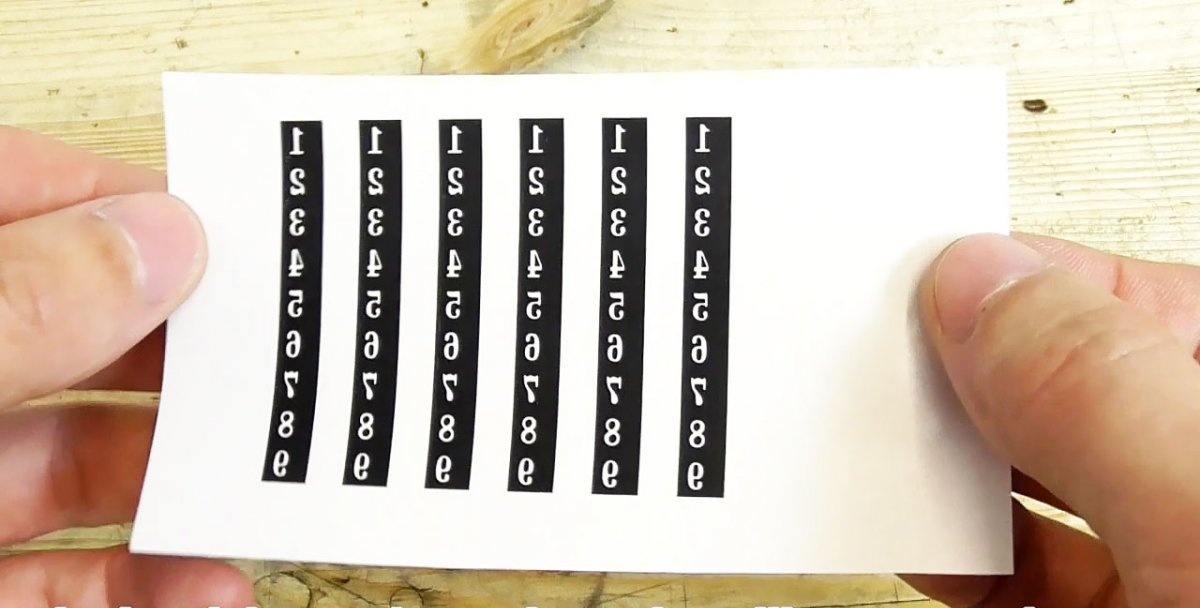
Chúng tôi cắt các dải số dọc bằng kéo và dán chúng vào máy phát điện của các bánh xe.

Chúng tôi dịch các con số lên bề mặt của các bánh xe hình thành, chạy chúng xung quanh đế của bàn ủi nóng. Kết quả là tờ giấy tách ra và một lớp silicon có số dính vào vòng.

Để bảo vệ, tất cả các bề mặt của bánh xe, ngoại trừ những bề mặt có số, được phủ bằng sơn móng tay.

Chúng tôi xâu các bánh xe lên dây, đặt nó ở dưới cùng của ô nghiêng và đổ dung dịch clorua sắt để khắc trong 45 phút, làm cho các bánh xe hấp dẫn và các con số tương phản.

Tiếp theo, chúng tôi xâu các bánh xe vào một trục gá đặc biệt, siết chặt bằng đai ốc và kẹp trong mâm cặp máy tiện. Tiếp theo, chúng tôi xử lý khối bánh xe bằng giấy nhám và đánh bóng bằng vải đống.
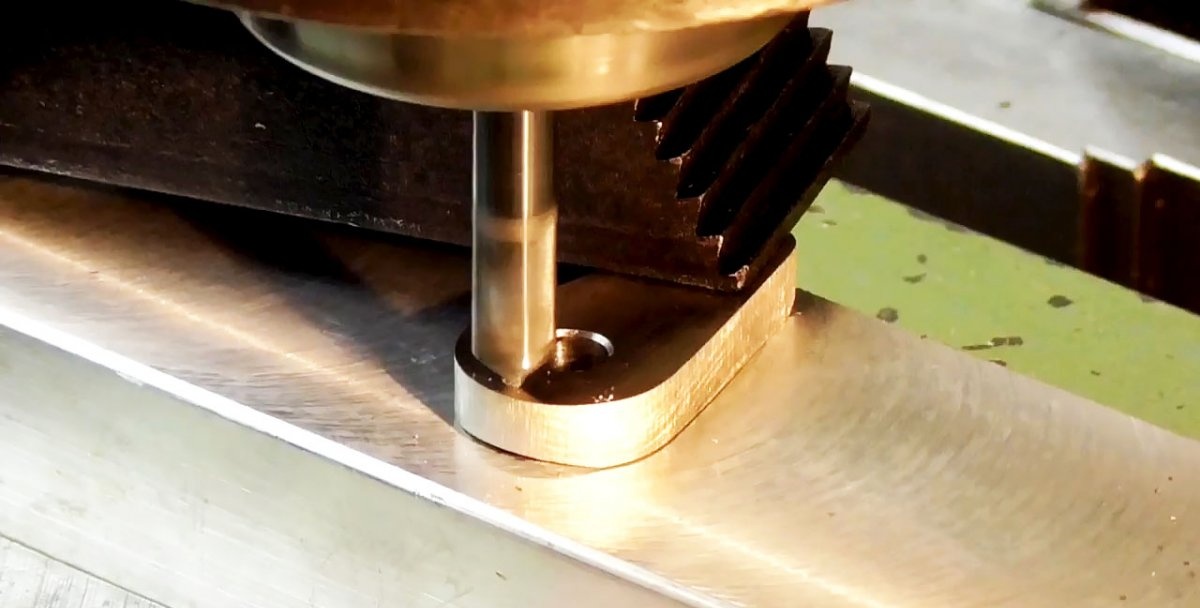
Chúng tôi kẹp các bánh xe trong một giá đỡ đặc biệt và sử dụng máy phay để tạo rãnh hình bán nguyệt bằng cối xay và thoát ra một lỗ lớn.
Ở cuối các bánh xe, chúng tôi thực hiện 9 hốc đồng đều trong một vòng tròn.


Chúng tôi sửa từng bánh xe một trên trục gá và kẹp trong mâm cặp máy tiện. Chúng tôi mang nút điều chỉnh đến bánh xe, bôi trơn chúng bằng dầu và bật máy. Một notch tròn được lăn trên một bánh xe ở cuối một dải hẹp.


Máy cắt sẽ loại bỏ các gờ từ cuối notch.
Chúng tôi khoan bằng một lỗ khoan 0,8 mm ở hai đầu của bánh xe với một rãnh đối diện với rãnh hình bán nguyệt.

Một lần nữa, chúng tôi lần lượt đặt các bánh xe lên trục gá và sơn màu đen cho các hốc kỹ thuật số, loại bỏ phần dư thừa bằng một bề mặt phẳng, ấn nó vào một bánh xe quay, và sau đó bằng một miếng vải mềm.



Chi tiết bổ sung, lắp ráp và mã hóa
Sử dụng một trục gá đặc biệt cho lò xo cuộn, gắn trên máy tiện, chúng tôi sản xuất 5 lò xo như vậy từ dây thép lò xo 0,3 mm.

Để giữ dây trên trục gá khi cuộn lò xo, chúng tôi sử dụng kìm và để cắt các đầu - kéo cho kim loại.
Để lắp ráp bánh xe với số, ngoài lò xo, chúng ta cần 5 quả bóng thép trên 2 mm.

Chúng tôi chèn vào các lỗ mù trong các bánh xe dọc theo lò xo và che bằng một quả bóng từ trên cao.

Sau đó, tất cả 5 bánh xe với lò xo và bóng được xâu vào trục trên.
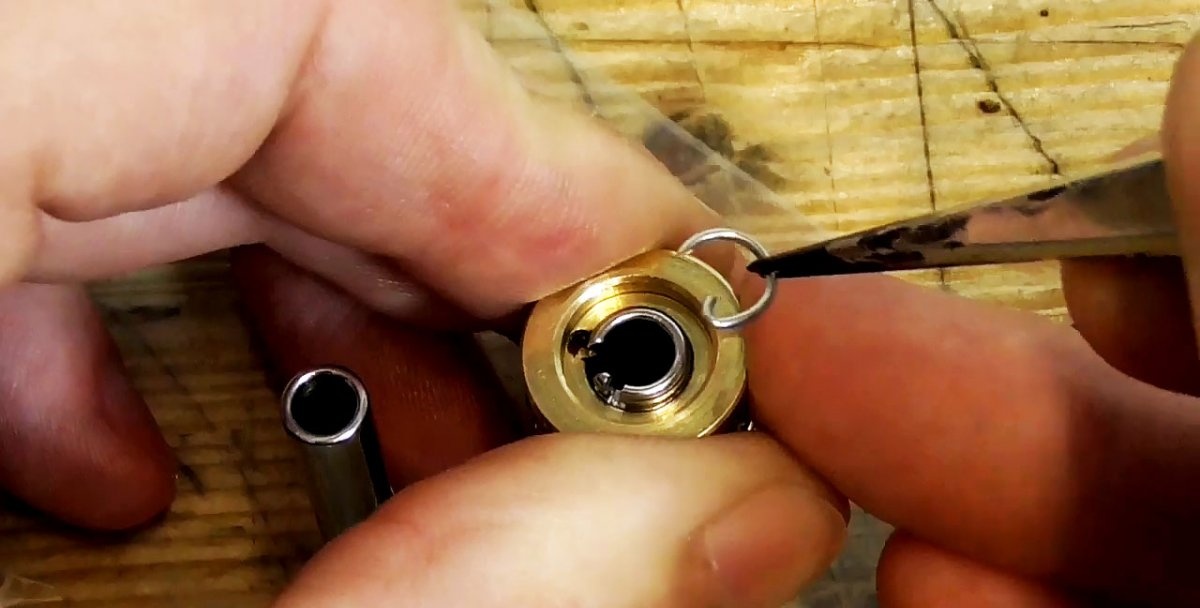
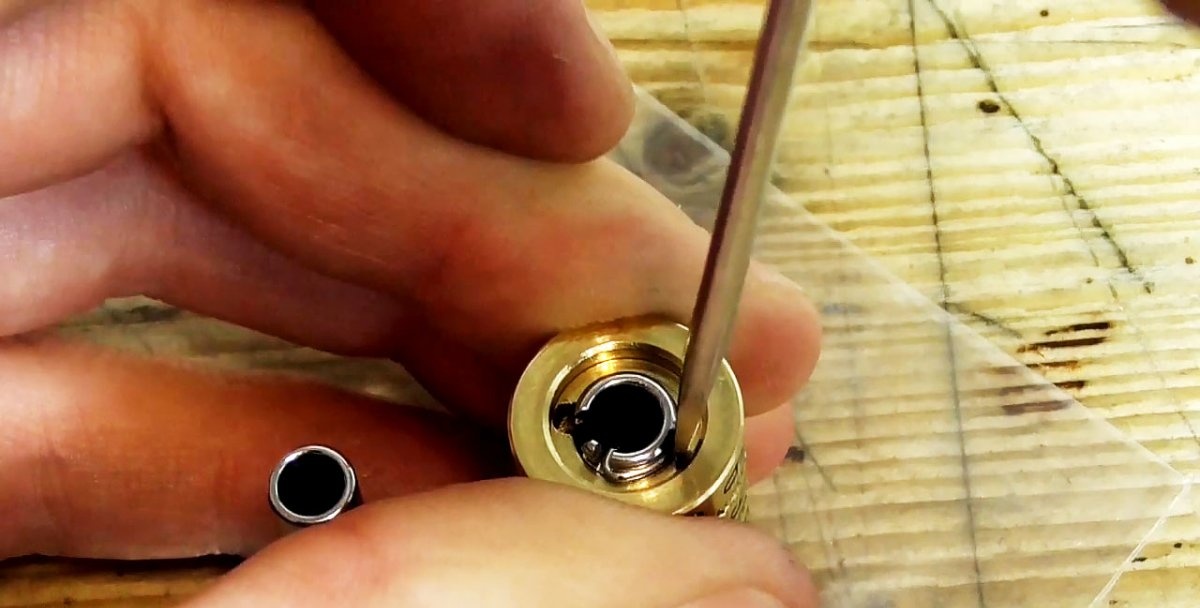
Từ một dây thép lò xo 0,8 mm trên một trục gá đơn giản, được kẹp trong một phó, kìm và máy cắt dây, chúng tôi tạo ra một khóa chặn để ép và giữ các bánh xe với số trên trục.
Chúng tôi đặt nhíp vào một đầu của nút chặn trong rãnh trên đầu que, ấn nút chặn ở giữa, sau đó cạnh thứ hai che phủ một cách đáng tin cậy và giữ mọi thứ nằm dưới nó.

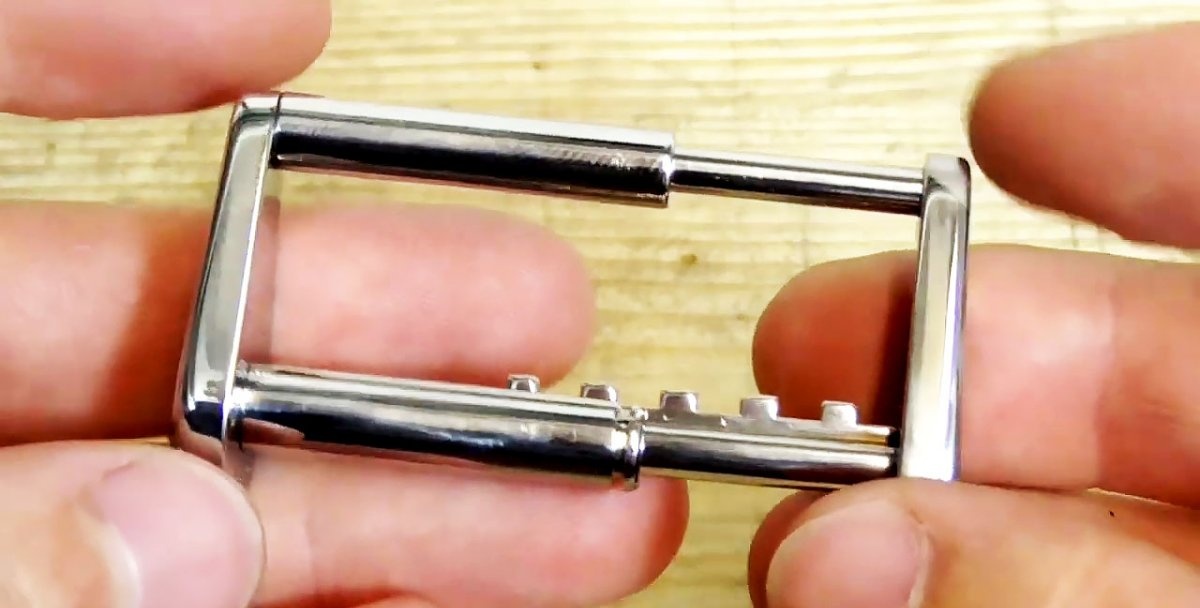
Nó vẫn còn để chèn bên thứ hai của khóa mã với các thanh ở vị trí của chúng và thiết bị đã sẵn sàng để hoạt động. Nhưng trong khi khóa bị khóa, vì một tổ hợp số ngẫu nhiên được đặt. Quay số mã được xác định bởi vị trí của các yếu tố khóa trên các bánh xe và là độc quyền cho mỗi khóa.










