Biraz teori ...
Sertleştikten ve düşük sıcaklıkta temperlemeden sonra, taşıyıcı çeliğin sertliği en az HRC 62 olmalıdır. Ayrıca, ürünün tüm hacmi boyunca taşıyıcı çeliklerin sertleşmesinin kalitesini sağlayan yaklaşık% 1 karbon ve% 1.5 krom içerir.
Bu metalin sertleşmesi yağda 830 ° C'lik bir sıcaklıkta gerçekleştirilir, ardından 160 ° C'lik bir sıcaklıkta en az iki saat süreyle temperlenir.
Her aletin rulman çeliğini yukarıdaki özelliklerle işleyemeyeceği açıktır. Örneğin, P6M5K5, P9, P9M4K8, P18 dereceli takım çeliklerinin sertliği HRC 59'dan daha fazla değildir ve söndürme sonrası HRC 59'dan HRC 63'e kadar değişen temperleme rejimine bağlı olarak U7, U8, U10, U12, P6 dereceleridir.
Kesici Testi
Bazı takım çeliklerinin, daha az veya karşılaştırılabilir sertliğe sahip, rulmanların işlenmesi için uygun olmadığı göz önüne alındığında, bu amaçlar için iki kesici kullanmaya çalışacağız: T15K6 çelikten ve bir dirsek eki ile (diğer adlar: borazon, kübonit, kingongit, kiborit).
Bilenmiş kesiciyi takım tutucuya daha doğru bir şekilde takmak için, tabanını “keseriz” ve yatak bileziğini eğrilirken olabildiğince tam olarak makine aynasına sabitleriz.


Halkanın uç yüzeyini 315 rpm hızında birkaç geçişte minimum talaş kaldırma kalınlığıyla ve kesme sıvısı kullanmadan (soğutma sıvısı) işlemeye çalışacağız.
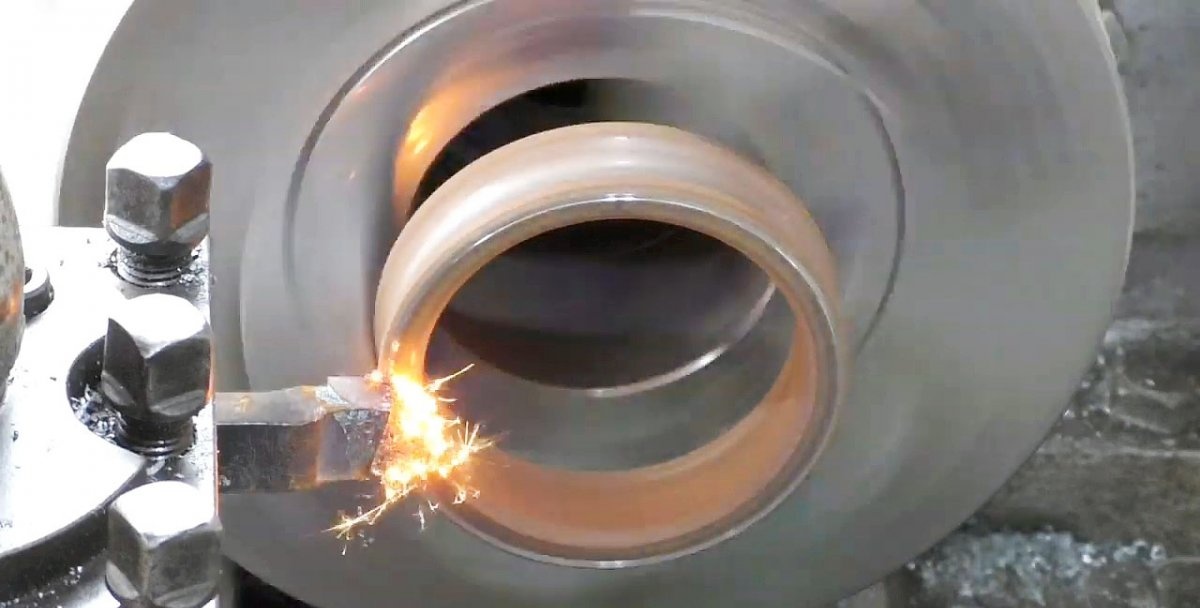
Görsel olarak, işleme kalitesi oldukça iyi görünüyor, ancak kesici donuk ve yeni bir bileme gerekiyor.

Kesiciyi bilerken ikinci kez ana açı negatiftir, soğutucu kullanırız ve kartuşun dönme hızını 315 - 250 dev / dak. Ayrıca ilk defa olduğu gibi minimum debi kullanırız.


İlk bakışta, işleme yüzeyi oldukça düzgün görünüyor, ancak kesici tekrar başarısız oldu ve aynı zamanda sadece donuk hale gelmekle kalmadı, aynı zamanda kesici ucun kesici kenarı da yontuldu.

Şimdi Elbor'dan 315 rpm hızında bir soğutucu kullanmadan kesici uçlu bir kesici deneyin.

Birkaç geçiş kullanarak yatak halkasının iç ve yan yüzeylerini işleyeceğiz.

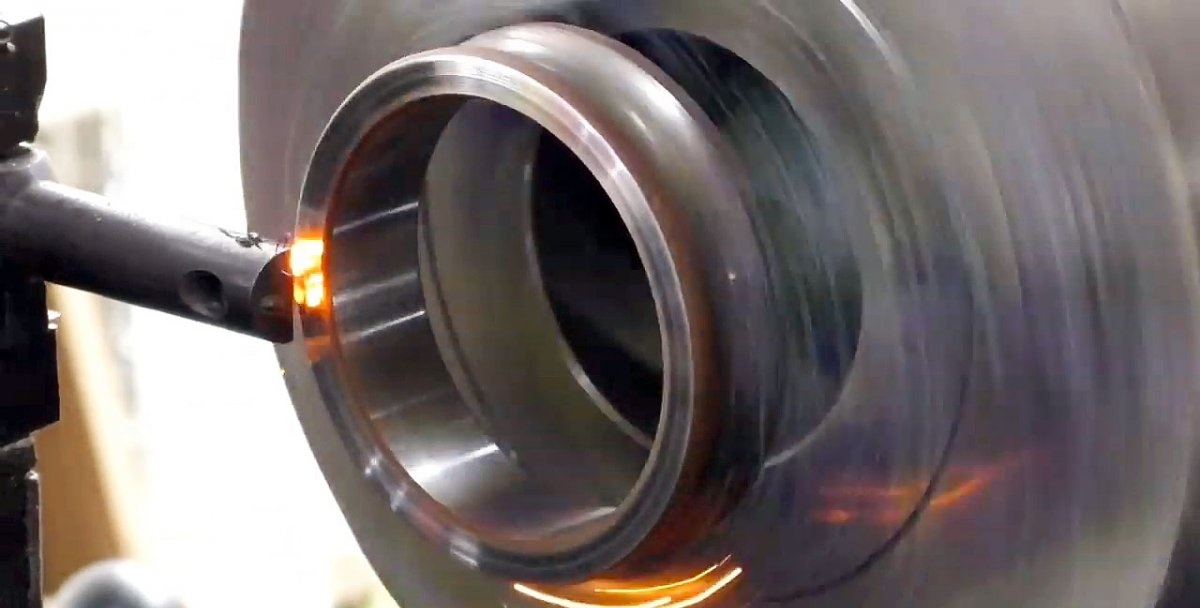
Dirsekle işlemden geçirilmiş yüzeyler çok kaliteli görünüyor ve metal çerçevenin üzerinde bazı yerlerde talaşlar ve oyuklar görünse de, ekin kendisi hiç acı çekmedi.


T15K6 kesiciyi 115 rpm'lik düşük bir hızda kullanmak için üçüncü yeniden denemeden sonra deneyelim, çünkü yatak bileziğinin çapı hala 105 mm'dir. Ancak, oluğun başlangıcında, kesici plaka hasar aldı - kesilmesi ve işlemin durdurulması gerekiyordu.
bulgular
Sadece arızalı bir T15K6 kesiciye rastlamadıysak, o zaman herhangi bir kesme koşulunda yatak çeliklerinin işlenmesi için uygun değildir.
Başka bir şey, dirsekten bir ek içeren bir kesicidir.İşlem kalitesini sağladı ve aynı zamanda hiç de acı çekmedi.