Isıl enerji, bir kısmı diğerini dururken veya diğer tarafını ters yönde döndürerek elde edilebilir. Dahası, parçalar aynı anda birbirlerine karşı sabit veya artan bir kuvvetle bastırılmalıdır. İşlem bir taslak ve dönen parçanın hızlı bir şekilde durması ile sona erer.

Örneğin, alın kaynağı ile karşılaştırıldığında, sürtünme bazlı bir işlemin operasyonel avantajları vardır:
- çok düşük enerji maliyeti;
- kaynaklı bağlantı her zaman güvenilirdir, çünkü yalnızca kaynaklı ürünlerin termofiziksel özelliklerine bağlıdır;
- işlemin başlangıcında cüruf, pas, yağ ve yağın yanması ya da sıkılmasından dolayı, birleştirilecek ek yerinin özel hazırlığı gerekli değildir;
- iş parçalarının 6 ± 1 derecelik açılara kadar paralelliğinin ihlali bağlantının kalitesini etkilemez;
- ultraviyole radyasyon ve zararlı gaz emisyonları şeklinde negatif faktörlerin bulunmaması;
- Kolayca rutin bakım, mekanizasyon ve otomasyona uygun teknolojik ekipmanın basitliği.
Bir tornada sürtünme kaynağı işlemi
Çelik çubuk kaynağı
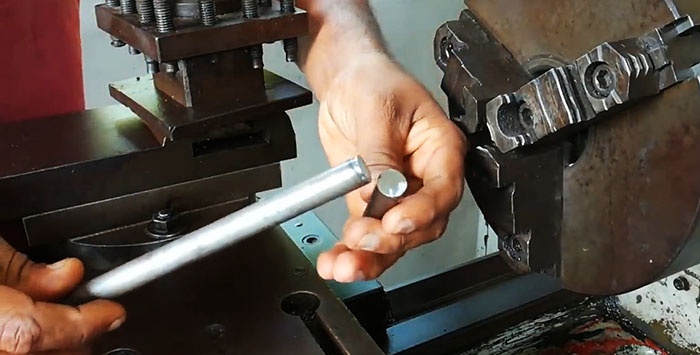
Makinenin aynası ve başlığında, çapı 3.5 mm'den daha büyük, ancak 200 mm'den az olması gereken bir metal çubuk üzerine kenetlenir. Hem çelik, alüminyum, bakır, bronz hem de farklı metallerden olabilirler:
- çelik ve alüminyum;
- çelik ve bakır;
- alüminyum ve bronz vb.
Malzemelerin kombinasyonları çok farklı olabilir, her zamanki gibi kaynaklanamaz. Bu konuda sürtünme kaynağı için herhangi bir kısıtlama yoktur.
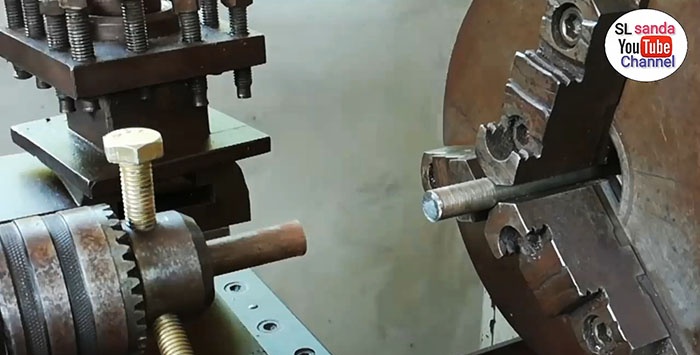
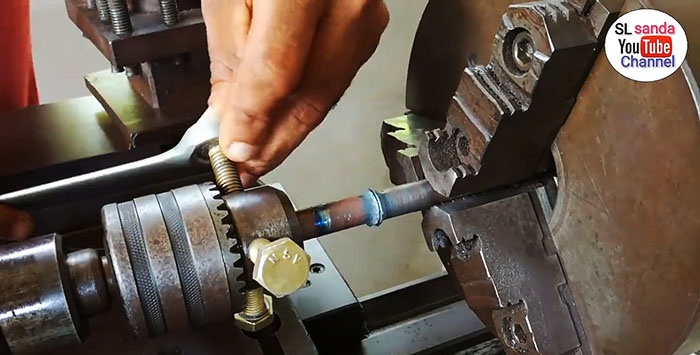
Bizim durumumuzda, kovanı kartuşun deliklerine vidalanmış üç civata yardımıyla, 120 derece boyunca çevreye eşit aralıklarla yerleştirdik. Onların yardımıyla, bir veya başka bir cıvatayı sıkarak veya gevşeterek kartuşta kenetlenmiş çubuğa göre hizalamayı gerçekleştiririz.
Baş mesnetini çubukların ucuna kadar uçtan uca getirip, bu kaynak yönteminin teknolojisinin gerektirdiği kaynak işlemi sırasında sıkıştırma kuvvetini arttırmak için elimizle tutturur veya sabitleriz.
Makineyi açtık, bunun sonucunda makine aynasına kenetlenen çubuğun dönmeye başladığı görülüyor. Bizim durumumuzda, mesnet başlığına sabitlenmiş çubuk sabittir, ancak prensip olarak ters yönde dönerek işlem süresini kısaltabilir.
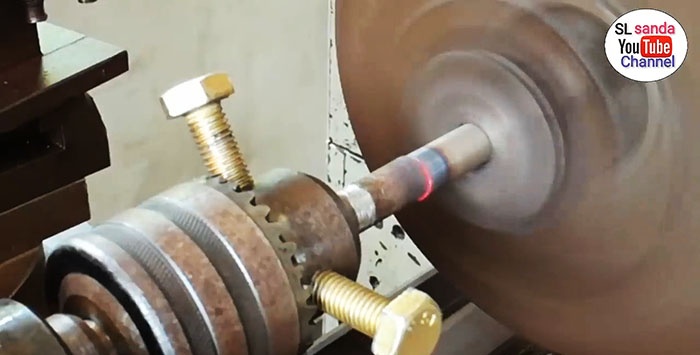
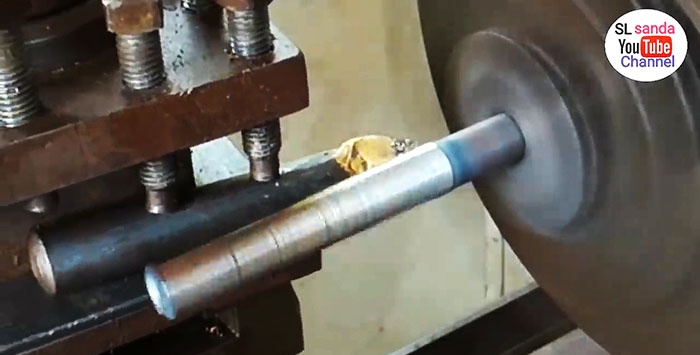
Yakında, çubukların temas noktasında başlayan ve metallerin sürtünme sonucu hızlı bir şekilde ısınmasının doğrudan bir işareti olan zıt yönlerde ilerleyen renk bozulmalarını göreceğiz.
Kısa bir süre sonra, temas bölgesindeki metal parlak bir şekilde aydınlanacak ve çubukların boyutlarının sınırlarının ötesinde halka şeklinde bir oluşum şeklinde çıkıntı yapmaya başlayacaktır. Bu halkada bir çapak da olacaktır: ölçek, yanmamış yağlama maddesi, katı metalik olmayan katkılar vb.
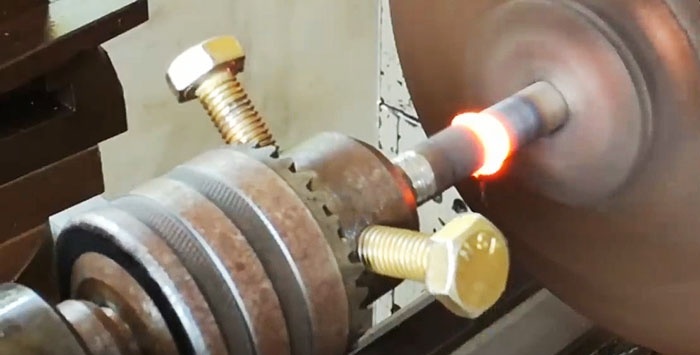
Temas noktasının en parlak ışıma anında, metalin iki çubuk üzerine oturması için makine aniden kapatılmalıdır. Dahası, mesnet sabit değilse, temas bölgesinde yerinden çıkarılan metalin hacmini telafi etmek ve daha güçlü ve daha iyi bir bağlantı elde etmek için üzerindeki baskıyı kademeli olarak artırmak gerekir.
Lüminesansın bitmesini bekledikten sonra (ve bu, metalin tamamen ele geçirildiğinin bir işaretidir), montaj cıvatalarını gevşetip mesnetleri çıkarabilirsiniz. Şimdi sadece sürtünme kaynağının kalitesini kontrol etmek için kalır.
Bunu yapmak için, makineyi tekrar açın ve kaynaklı çubuğun hafif bir vuruşunu bulun - başlangıçta takarken yanlış hizalamanın bir sonucu. Bu kusur, temas bölgesindeki haddelenmiş çapağın giderilmesi ile birlikte döndürülerek ortadan kaldırılır.

Metalin daha derin bir oluğu, iki çubuğun kaynak bölgesinde hiçbir özellik görünmediğini gösterir. Bu iki çubuğun temas yeri değil, onlardan birinin gövdesi gibi görünüyor.

Aşağıdaki sürtünme kaynağı kalite kontrolünü gerçekleştiriyoruz. Bu şekilde bağlanmış olan çubukları bir mengeneye tutturuyoruz ve değirmen diskini temas bölgesinde bir "raf" yapmak için kullanıyoruz ve yine metalin homojenliği konusunda ikna olduk ve bu da kaynak kalitesini gösteriyor.

Cıvata bağlantı

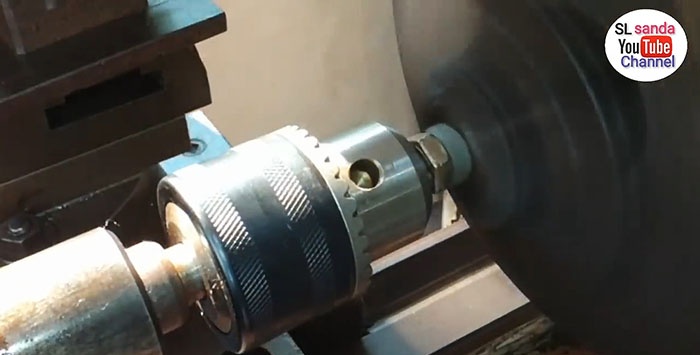
Sürtünme kaynağı, seri üretim cıvataları kafalara bağlamak için kullanılabilir. İşlem çubuklarla işlemden farklı değildir: bir cıvata makine aynasına, diğeri baş mesnetine kenetlenir.
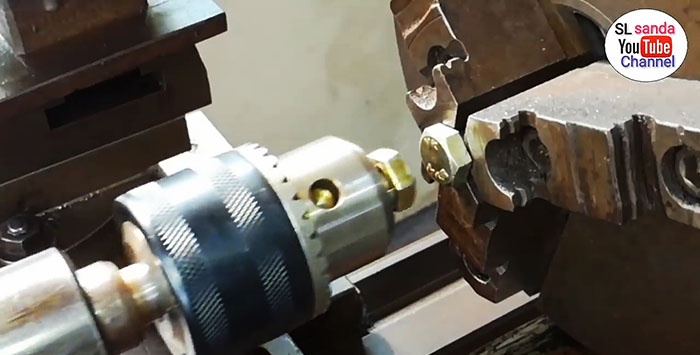
İkincisi kullanarak, cıvatalar başlarla temas ettirilir ve makine başlar. Ayrıca, sürücüyü zaman içinde kapatmak için sıkıştırma kuvvetini arttırmak ve kaynak momentini yakalamak gerekir.
Sürtünme kaynağı, diğer türlerin kaynaklanması zor olan veya hiç kaynak yapılmayan malzemeleri birleştirebilir: çelik ve alüminyum, östenitik çelikler ve perlitik. Yardımıyla plastik boşluklar da kolayca bağlanır.
Hesaplamalar ve sürtünme bileşiğini kullanma pratiği, bu yöntemin çapı 6-100 mm aralığında olan iş parçaları için daha uygun olduğunu göstermektedir. 200 mm'den fazla çapa sahip kaynak çubukları, ekonomik olarak karsızdır, çünkü işlem büyük güç (0.5 bin kW) ve eksenel kuvvet (3 × 106 N) gerektirecektir. Yüksek devir (200 rpm) sağlama ihtiyacından ve sürücünün kapatıldığı anı belirleme zorluğundan dolayı, çapı 3,5 mm'den az olan çubukların bağlanması bu şekilde çalışmaz.








