
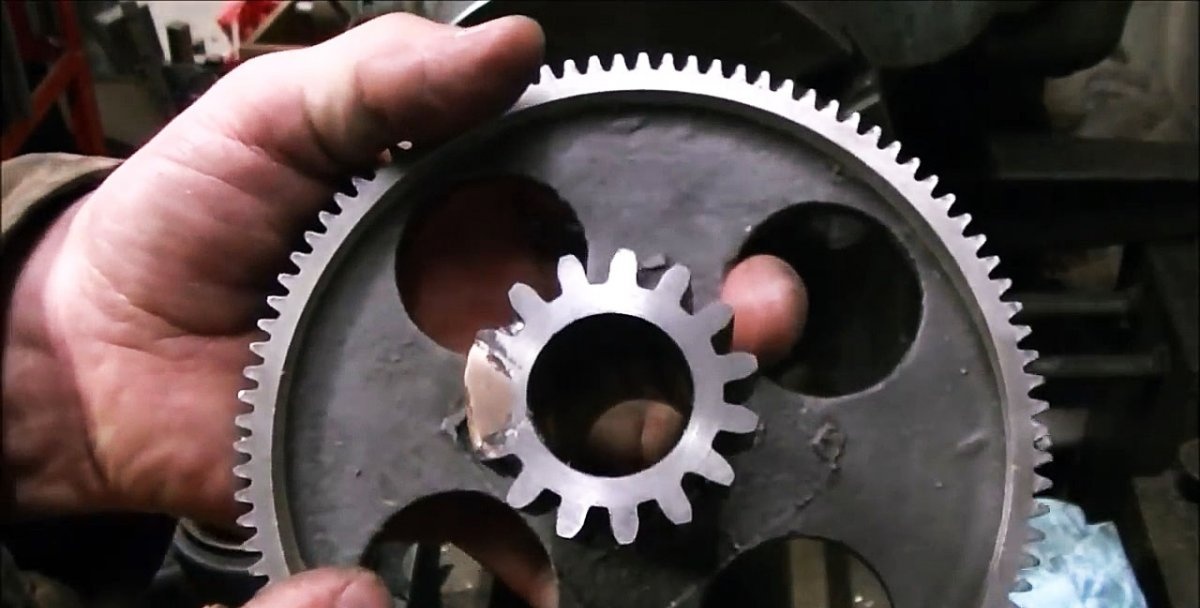
Önceki üretim yıllarının mekanizmalarında (takım tezgahları, dişli kutuları, tahrikler), dişliler ve dişliler genellikle düşük ve orta yüklerde çelik muadillerinden daha düşük olmayan gri dökme demirden yapılmıştı ve demir döküm işlemi daha basitti ve çelikten daha ucuzdur.
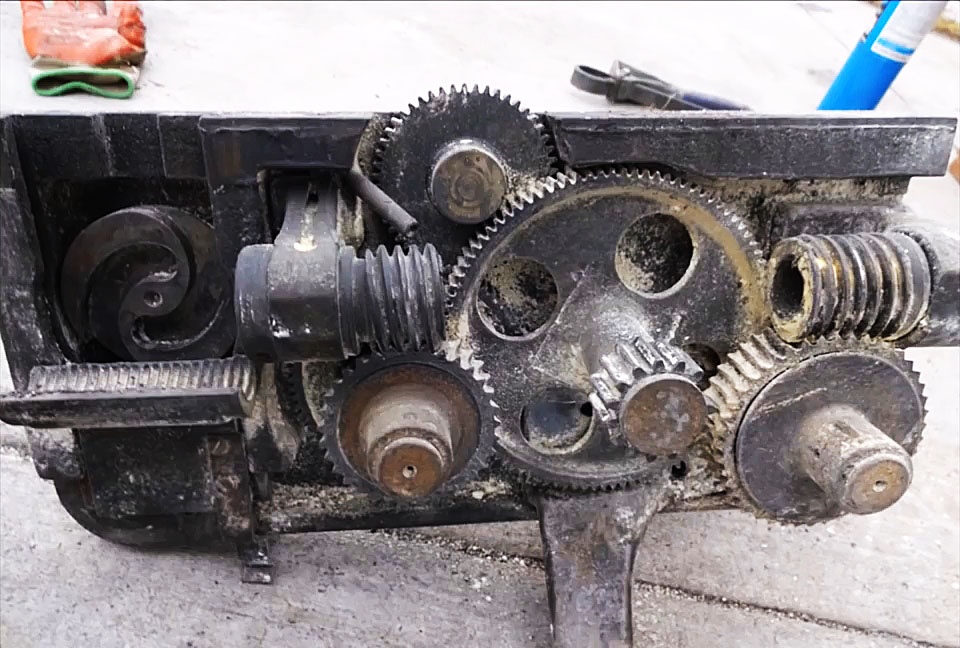
Ancak dökme demir kırılgandır ve dişlilerde ve dişlilerde, yükte keskin bir değişiklik veya artışla dişler kırıldı ve tüm mekanizma başarısız oldu. Dişi eksik olan bir dişli veya dişlinin yeni bir ürünle değiştirilmesi elbette daha iyi olacaktır ki bu her zaman mümkün olmamaktadır. O zaman geriye kalan tek şey dişi başka bir şekilde onarmaya çalışmaktır.

Seçeneklerden biri, kırık dişin yerinin mekanik olarak hazırlanması, mukavemet ve diğer özellikler açısından uygun bir malzemenin kaplanması ve yüzey kaplamanın tam geometriye sahip yeni bir diş elde edilene kadar işlenmesi ile ilgilidir.
Gerekli ekipman, cihaz ve malzemeler
İş için ihtiyacımız var:
- öğütücü ve mini matkap (matkap);
- oksi-asetilen kaynak hamlacı;
- akarlar;
- çırpıcı (ölçüm kafası);
- torna;
- zımpara kağıdı;
- dişli ve pinyon ünitesi için somunlu ve boru şeklinde durduruculu bir şaft;
- dişler arasındaki boşluğun profilini oluşturmak için kesici;
- anahtar teslim tutuşlu kesici eksen;
- bölme kafalı freze makinesi;
- ölçüm cihazı (kumpas, mikrometre), vb.
Kırık bir dişe göre iki bitişik sağlam diş arasındaki boşluğu doldurmak için şunlara ihtiyacımız var:
- silisli (silikon) bronz çubuk;
- akı (ana kısım: küçük bir magnezyum katkılı boraks);
- fiberglas kaynak battaniyesi;
- paçavralar, kumaş peçeteler vb.
Kırık bir dişin restorasyon süreci
Üç aşamadan oluşur:
- Yerin hazırlanması ve iki bitişik sağlam diş arasındaki boşluğun eksik olana göre doldurulması (sızdırmaz hale getirilmesi).
- İşleme sırasında dişli kesici için tutucu ve dişli ve dişli ünitesinin makineye sabitlenmesi için eksen imalatı.
- Özel kesici ile biriken malzemeyi her iki taraftan çıkararak diş profili oluşturmak.
Lehimleme alanının hazırlanması

Gri dökme demirin mekanik olarak işlenmesi zor olduğundan bunu mini matkapla yapmak neredeyse imkansızdır. Kırık bir dişi öğütücü kullanarak öğütmek daha iyi ve daha hızlıdır.
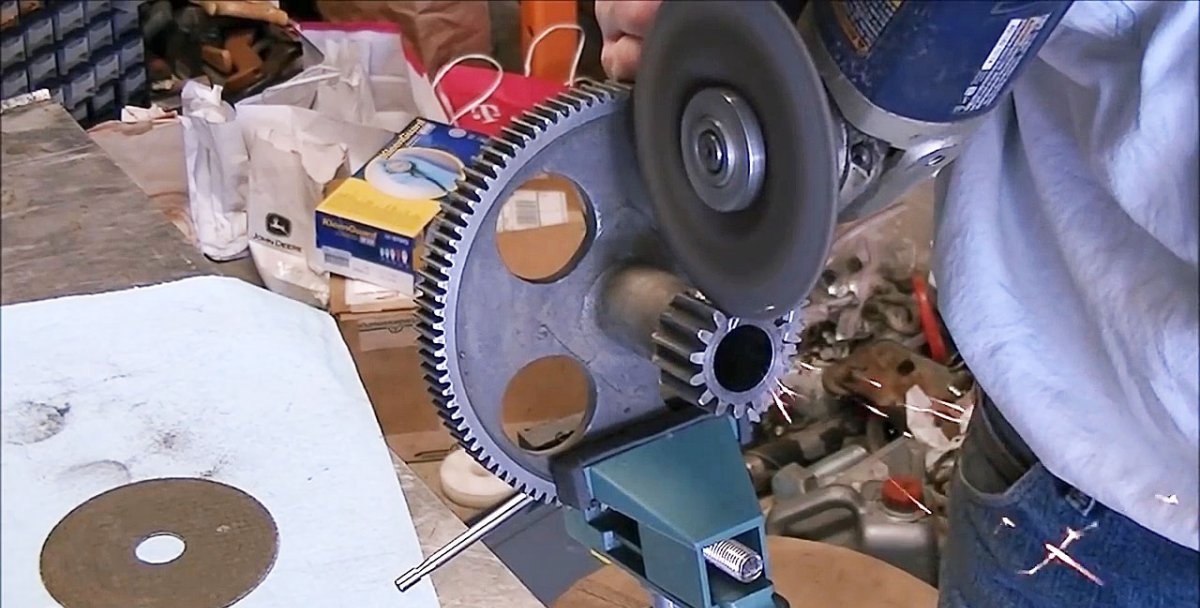
Sonunda tabanı pürüzlendirmek için bir matkap kullanabilirsiniz. Bu, kaynaklı malzeme ile dökme demir arasında daha güçlü bir bağlantı sağlayacaktır.


Termal lehimleme işlemi
Hem lehimleme alanının hem de dişlinin bitişik parçalarının bir gaz-asetilen hamlacı kullanılarak iyice ve eşit şekilde ısıtılmasıyla başlar. Aksi halde döküm parçada çatlak oluşma ihtimali artar.
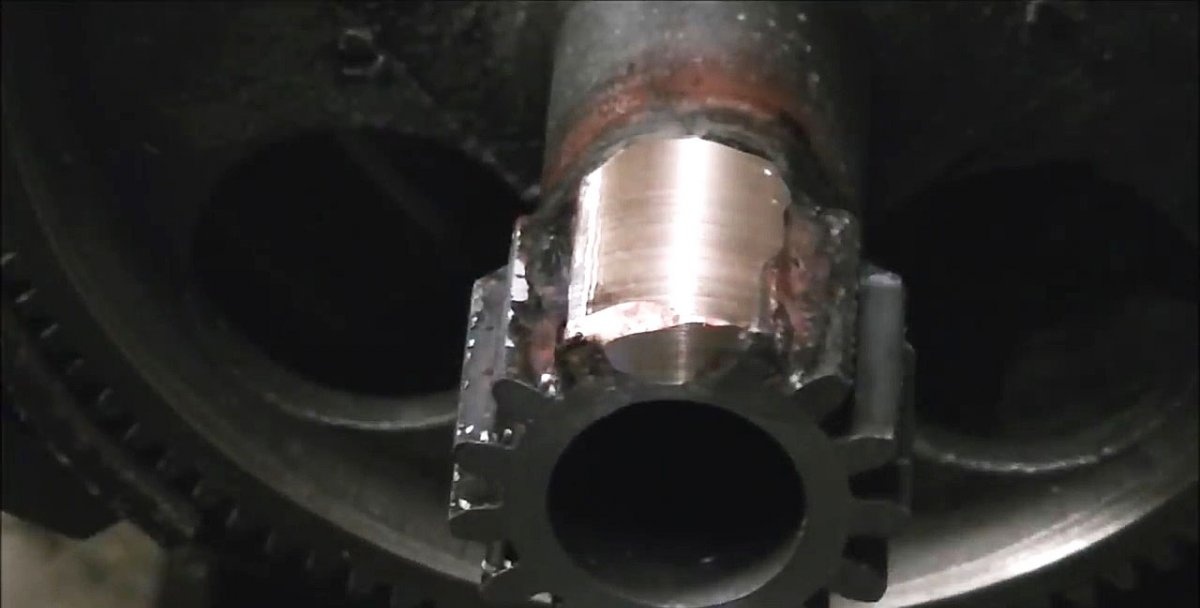
Daha sonra lehimleme alanı ve hafif silisli (silikon) bronz çubuk kırmızı-sıcakta ısıtılır, ısıtıldıktan sonra az miktarda magnezyum ilavesiyle esas olarak borakstan oluşan akı içeren bir kaba indirilir.
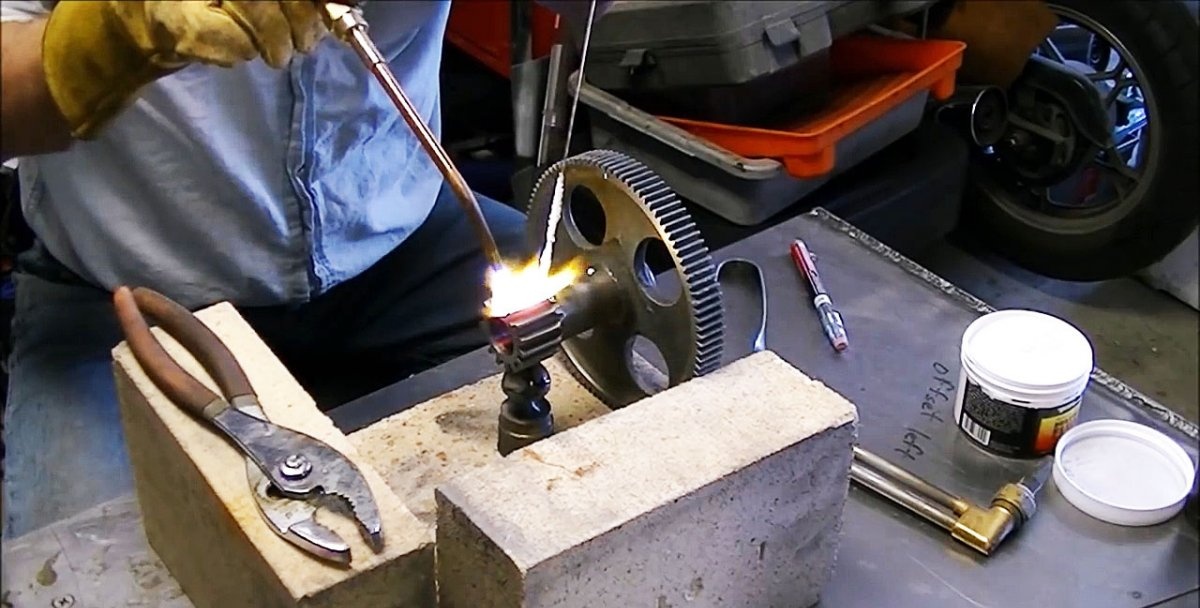
Daha sonra, akı ile kaplanmış bir silikon bronz çubuk boşluğun üzerine yerleştirilir ve bir asetilen şamandırasının alevi kullanılarak eritilir. Bu işlem, silikon bronz lehim bitişik sağlam dişler arasındaki boşluğun tüm hacmini doldurana kadar devam eder.
Bu aşamanın sonunda lehimin hızlı soğuma nedeniyle çatlamaması için, restore edilecek parçayı fiberglas kaynak battaniyesi ile kaplıyor ve gerekli süre boyunca yavaş yavaş soğuyana kadar bırakıyoruz.

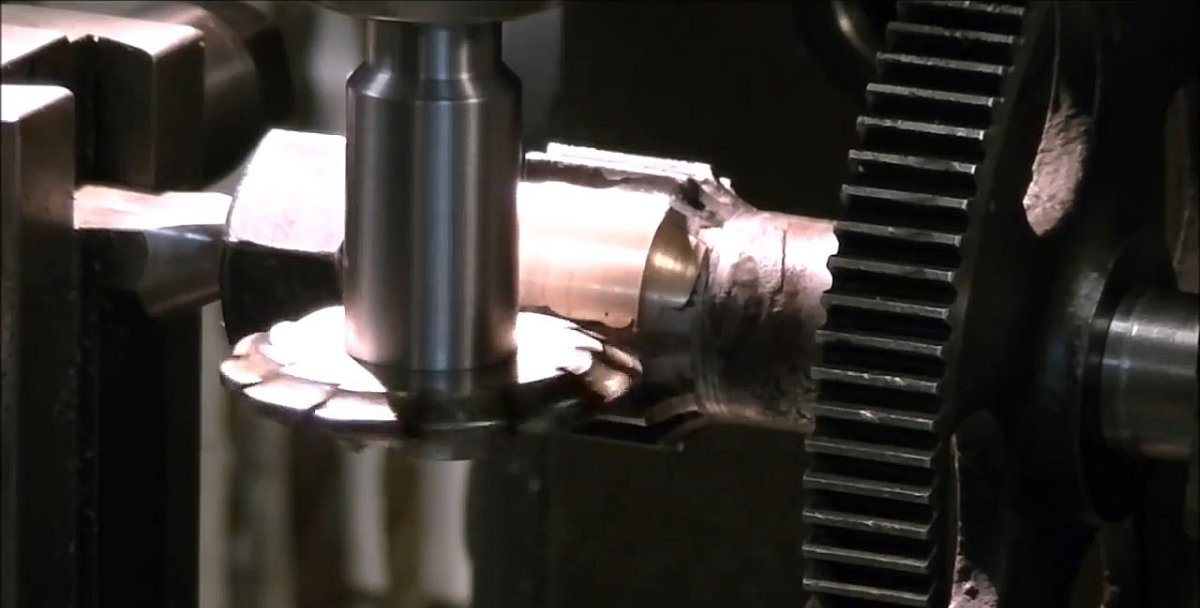
Lehimli dişli ucu işleme süreci
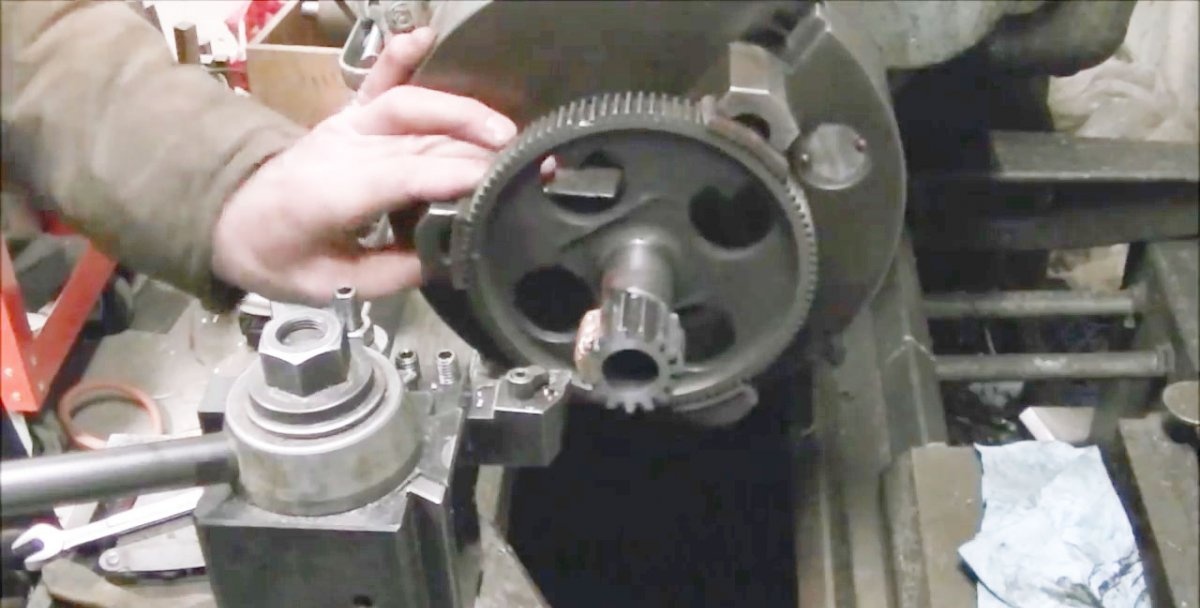
Dişli çarkını torna aynasına sıkıştırıyoruz ve bir ölçüm başlığı kullanarak bloğu izin verilen minimum salgıya ayarlıyoruz, gerekirse dişliyi bir tarafa veya diğer tarafa bir tokmakla vuruyoruz.
Daha sonra kesiciler kullanarak dişlinin uçlarının dışına taşan lehim boncuklarını çıkarıyoruz. Tornalama sonunda işleme alanlarını zımpara ile taşlıyoruz.

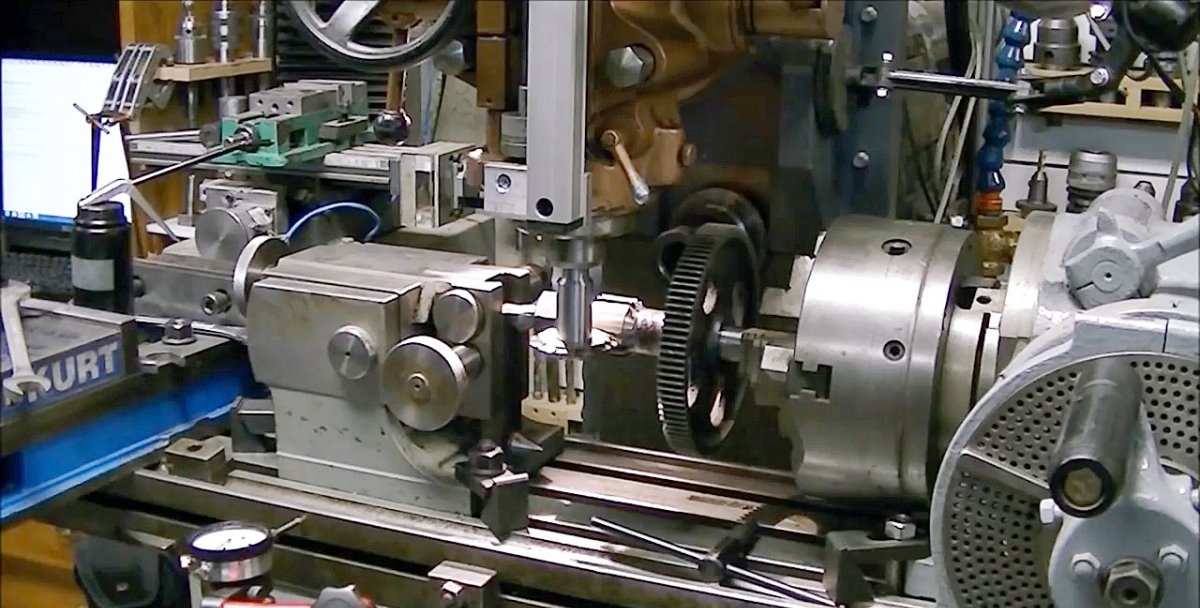
Bloğu ve kesiciyi çalışmaya hazırlama
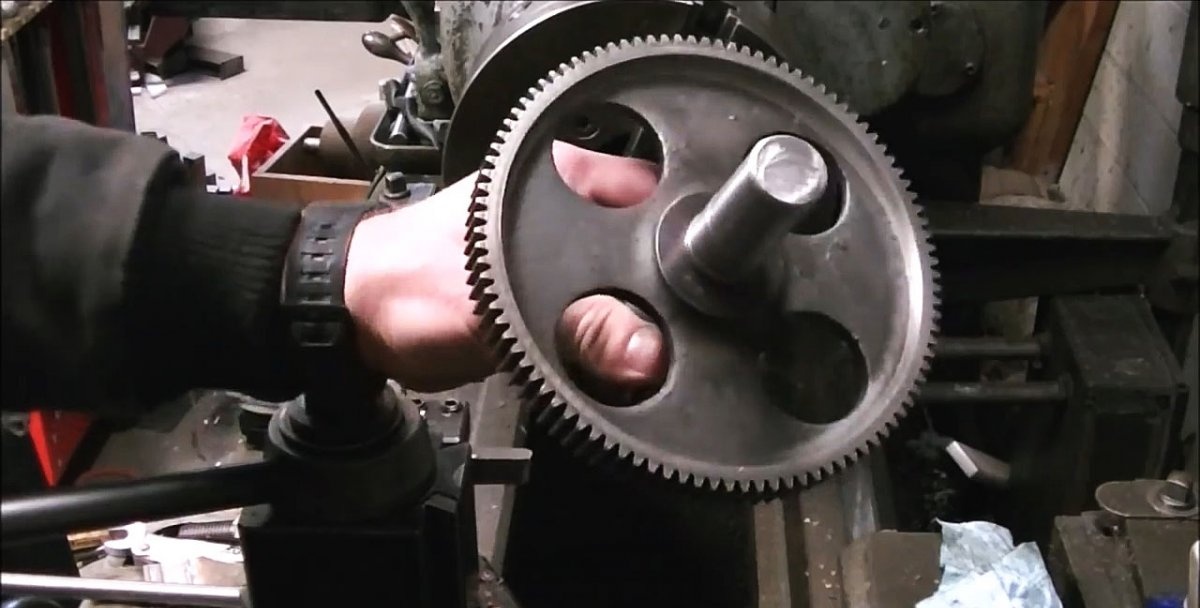
Dişli ve dişli bloğunu bir torna tezgahına, önceden hazırlanmış bir aks üzerine, somunu ve silindirik durdurucuyu sıkarak yerleştiriyoruz.

Kesici için bir tutucu yapmak için, belirli bir uzunlukta ve aletteki montaj deliğinden biraz daha büyük bir çapa sahip bir çelik çubuk alıyoruz. Torna aynasına kelepçeliyoruz ve önce merkezleme matkabı ile bir ucundan küçük bir delik açıyoruz, ardından bunu bükümlü matkapla istenilen boyuta genişletiyoruz.
Daha sonra musluğu makinenin puntasına sabitleyip çubuğun ucundaki deliğe yerleştiriyoruz.Mesnetli kısmı geriye doğru hareket ettiriyoruz ve musluğu bir krankla döndürerek ipliği manuel olarak kesiyoruz. Düz silindirik başlı ev yapımı bir cıvatayı ve çubuğun merkezine göre simetrik olarak yerleştirilmiş iki dikdörtgen çentiği, özel bir anahtarla kavramak için ortaya çıkan dişe vidalıyoruz.

Daha sonra çubuğu diğer tarafta bitiriyoruz ve freze makinesinin milinin çapına uyacak şekilde gerekli uzunluğa taşlıyoruz. Ebadı gevşetmemek için periyodik çap kontrolü ile tornalama yapıyoruz. Sonunda dönüş alanını zımpara bandıyla zımparalayıp bir bezle siliyoruz.
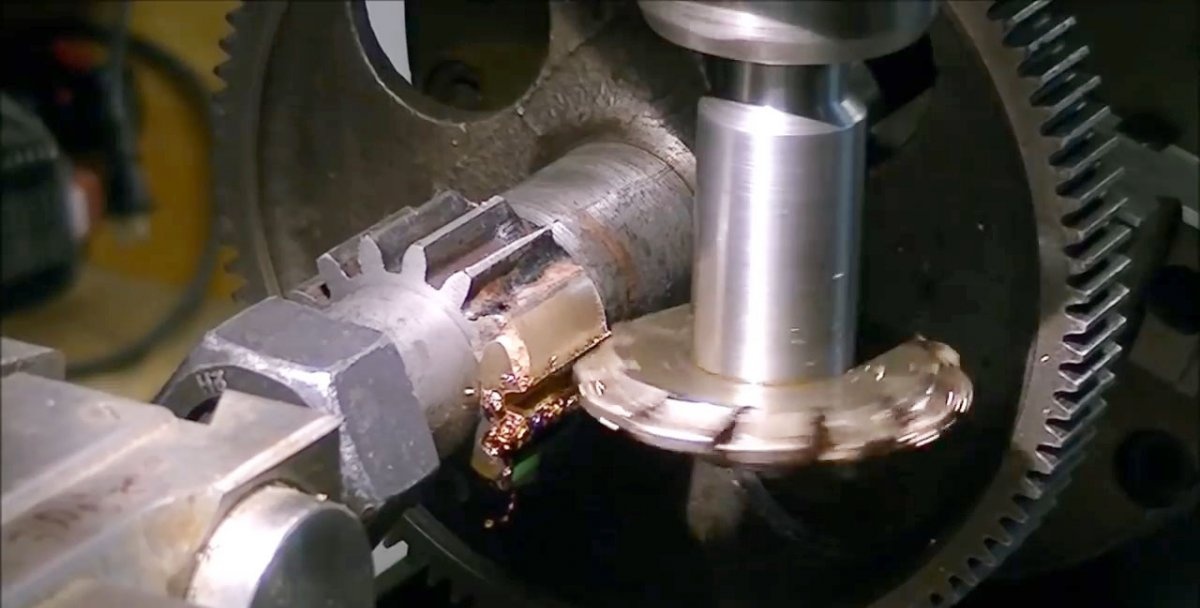
Diş profili oluşumu
Kesici tutucuyu freze makinesinin miline sabitliyoruz ve çubuğu, kesicideki deliğin boyutuna kadar taşlıyoruz, çapını periyodik olarak bir mikrometre ile ölçüyoruz. Sonunda oluğu zımpara kağıdı ile zımparalayıp bir bezle siliyoruz.
Kesiciyi tutucuya yerleştirip ucunda bir sabitleme cıvatasıyla, önce elle, sonunda da kranklı özel bir anahtarla sabitliyoruz. Bölme kafasını ve puntayı freze makinesinin çalışma masasına yerleştiriyoruz. Aralarına mükemmel derecede düz bir çelik çubuk sıkıştırarak, bu birimleri dikey ve yatay düzlemlerde maksimum eşeksenliliği sağlayacak şekilde hizalıyoruz. Bunu yapmak için ölçüm kafaları kullanıyoruz ve puntanın konumunu bölme kafasına göre ayarlıyoruz. Hizalamanın ardından bu üniteler freze makinesi tablasına güvenli bir şekilde sabitlenir.
En önemli işlem, kesicinin yenilenen dişliye göre hassas şekilde hizalanmasıdır. Bunu yapmak için bir kumpas, bir mikrometre ve bir metal cetvel kullanıyoruz.
Kafanın özelliklerini diş sayısına bölüyoruz ve 1 diş başına sapın dönüş sayısını alıyoruz. Genellikle sonuç kesirli bir sayıdır. Bu değer daha sonra bölen dairede bulunur.
Artık freze makinesinin milini açabilir ve restore edilen dişin boşluklarından birini şekillendirmeye başlayabilirsiniz. Yüzeye zarar vermemek için bunu 2-3 geçişte yapmak daha iyidir. Bir diş oluştururken, kesilen malzeme parçacıklarının kesiciden uzaklaştırılması ve aletin yağlanması gerekir. Daha sonra kesiciyi uzaklaştırıp bölme kafasıyla dişliyi tam bir adım döndürüp önceki işlemi tekrarlıyoruz.

Bir not
Dökme demir dişli üzerinde diş oluşturmak için neden silikon bronz kullanmalısınız? Dişler arasındaki boşluğu dökme demir elektrotla kaynaklamak ve ardından dişli kesiciyle işlemek daha güvenli değil mi?
Bunu yaparsanız, yüksek sıcaklık nedeniyle dökme demir "ağartılır" ve işlenmesi neredeyse imkansız olan alanlar oluşturur. Silikon bronz, mukavemet açısından gri dökme demire benzer ve çekme mukavemeti daha da yüksektir. Aynı zamanda gördüğümüz gibi işlenmesi hiç de zor değil.











