Kailangan
Para sa trabaho, gagamitin namin ang lubos na abot-kayang at murang mga materyales at produkto:
- silicone "ELASTOLUX-M" para sa paggawa ng mga hulma;
- silicone "ELASTOFORM" para sa paggawa ng substrate;
- langis ng gasolina o petrolyo halaya;
- pang-aapi sa isang form na may kabuuang timbang na 1 kg;
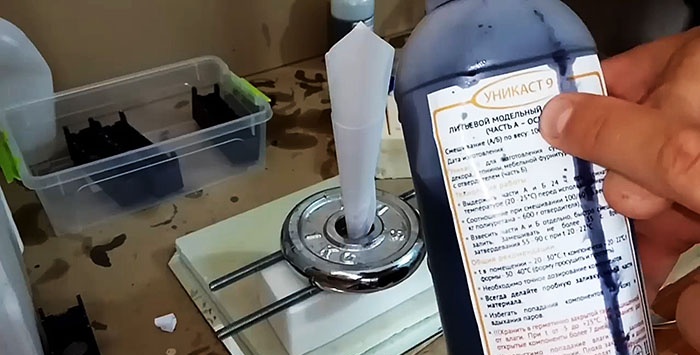
- iniksyon polyurethane "UNICAST 9" (base, bahagi A);
- hardener (bahagi B);
- mga timbangan ng katumpakan;
- plastik na baso.
Teknolohiya para sa paghahagis ng mga produktong polyurethane sa silicone molds
Una sa lahat, kinakailangan upang mag-print ng isang master model na may sistema ng gating sa isang 3D printer. O kunin ang natapos na bahagi, na dapat na ulitin, ilagay ang mga toothpick sa papel ng mga sprues. Ito ay kinakailangan para sa paggawa ng reusable silicone molds.

Para sa kanya ginagamit namin ang silicone, na nailalarawan sa pamamagitan ng mataas na pagkalastiko at sapat na lakas. Para sa isang base na substrate na may kapal ng 10-15 mm, ang isang hindi gaanong mahal na dalawang-sangkap na silicone ng uri ng ELASTOFORM ay angkop.
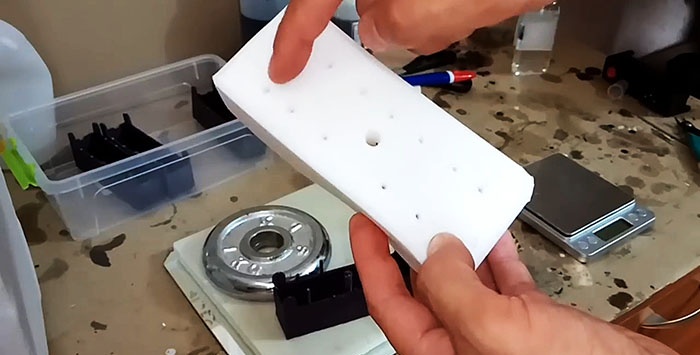
Ginawa silicone magkaroon ng amag.

Paano ang proseso ng paghahagis
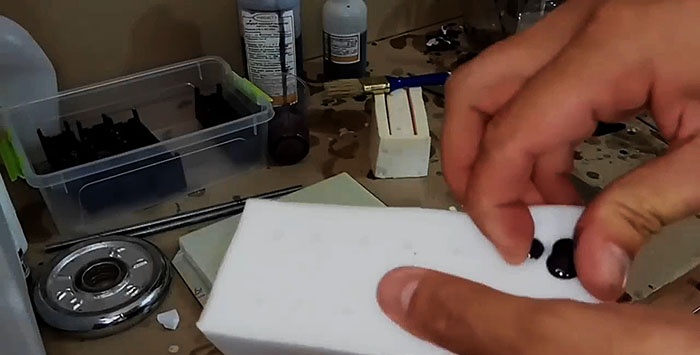
Inilalagay namin ang silicone magkaroon ng amag sa substrate. Kung gagamitin ito nang paulit-ulit, pagkatapos ay pana-panahon na lubricated na may isang separator batay sa kerosene o petrolyo jelly.
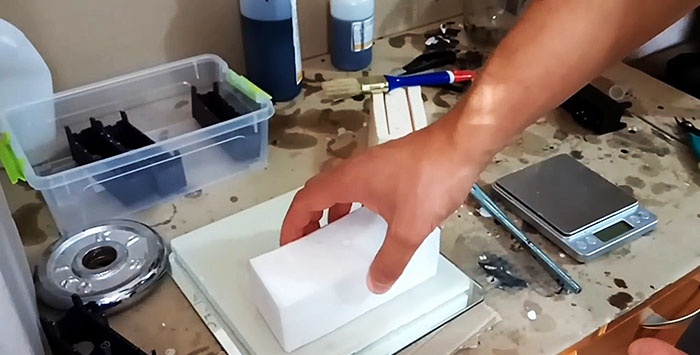
Pindutin ang silicone magkaroon ng amag sa itaas na may isang nagkalat na pag-load (pang-aapi) na tumitimbang ng hanggang isang kilo. Upang punan ang materyal ng iniksyon ay nagpatuloy nang maayos at mabilis, nagsasagawa kami ng isang funnel ng papel. Pagkatapos nito, maaari nating ipalagay na ang hulma ay handa para sa paghahagis.

Para sa pagbubuhos, kinukuha namin ang pinakamurang UNICAST 9 na iniksyon na polyurethane (bahagi A) at hardener (bahagi B), na pinaghalo namin sa isang ratio ng 1: 0.6.

Para sa mataas na kalidad na paghahalo, kinakailangan ang mga kaliskis ng katumpakan at isang tasa ng plastik. Maaari kang magdagdag ng pangulay ng anumang kulay, na ibinebenta nang hiwalay, sa batayan. Para sa 1 kg ng polyurethane, kinakailangan ang 90-100 patak ng pangulay.


Nagbubuhos kami ng 22 gramo ng likidong polyurethane at 13.2 gramo ng hardener sa baso sa mga kaliskis at ihalo nang lubusan sa loob ng 30 segundo, hindi na, dahil sisimulan na nitong patigasin. Sa pagpapakilos, madarama namin na ang pag-init ng baso, na nangangahulugang nagsimula ang proseso ng polimerisasyon. Ang halo ay handa na punan.
Punan ang halo nang walang pagkagambala hanggang ang likidong polyurethane ay dumadaloy mula sa mga butas. Ang unang pagpatigas ay aabutin ng halos dalawang minuto, at puno - 10-15 minuto, ngunit mas mahusay na hawakan ang punan sa anyo ng 20-30 minuto.

Matapos ang kalahating oras, nagsisimula kaming alisin ang paghahagis ng polyurethane mula sa amag na silicone.


Una ay pinutol namin ang funnel ng papel na may labis na polyurethane na naka-frozen sa loob nito, pagkatapos ang labis na lumalabas sa mga butil, kasama ang mga "binti". Ito ay gawing mas madali para sa amin na tanggalin ang nahubog na produkto mula sa amag.
Bilang karagdagan, ang silicone magkaroon ng amag ay lubos na nababaluktot, na tumutulong din sa kadalian ng pagkuha ng paghahagis mula rito nang walang anumang kahirapan.


Ito ay nananatiling bahagyang iproseso ang mga butas, putulin o putulin ang mga butas at mag-drill hole na may isang drill. Pagkatapos nito, ang hinubog na produkto ay halos hindi naiiba sa master form.

Paghahambing ng paghahagis at pag-print ng 3D
Ang iniksyon kumpara sa pag-print ng 3D ay isang mabilis na proseso. Upang i-print ang tulad ng isang kahon sa isang 3D printer, aabutin ang oras na 4,0-4.5. Sa kasong ito, ang modelong 3D ay madalas na nagiging may depekto at ang lahat ay dapat na magsimula muli. Ang proseso ng paghahagis ay tumatagal ng isang maximum na 30 minuto. Ang susunod na punto ay ang pagiging mura. Ang Casting ay higit sa 3 beses na mas mura kaysa sa pag-print ng 3D.








