Maaaring makuha ang thermal energy sa pamamagitan ng pag-ikot ng isang bahagi habang ang iba ay hindi gumagalaw, o umiikot sa kabaligtaran na direksyon. Bukod dito, ang mga bahagi ay dapat na sabay na pinindot laban sa bawat isa na may pare-pareho o pagtaas ng puwersa mula sa simula hanggang sa pagtatapos. Ang proseso ay nagtatapos sa isang draft at isang mabilis na paghinto ng umiikot na bahagi.

Sa paghahambing sa, sabihin, ang pag-welding ng puwit, isang proseso na batay sa alak ay may isang bilang ng mga pakinabang sa pagpapatakbo:
- maraming nabawasan ang mga gastos sa enerhiya;
- ang welded joint ay palaging maaasahan, dahil nakasalalay lamang ito sa mga thermophysical na katangian ng mga produktong welded;
- ang espesyal na paghahanda ng pinagsamang dapat sumali ay hindi kinakailangan, dahil ang pag-dross, kalawang, grasa at grasa ay sumunog o pinisil sa grata sa simula ng proseso;
- kahit na ang paglabag sa paralelismo ng mga workpieces hanggang sa mga anggulo ng 6 ± 1 degree ay hindi nakakaapekto sa kalidad ng koneksyon;
- ang kawalan ng negatibong mga kadahilanan sa anyo ng radiation ng ultraviolet at nakakapinsalang paglabas ng gas;
- pagiging simple ng mga teknolohikal na kagamitan, madaling matapat sa regular na pagpapanatili, mekanisasyon at automation.
Ang proseso ng paghihinang ng friction sa isang lathe
Ang welding ng bar ng bakal
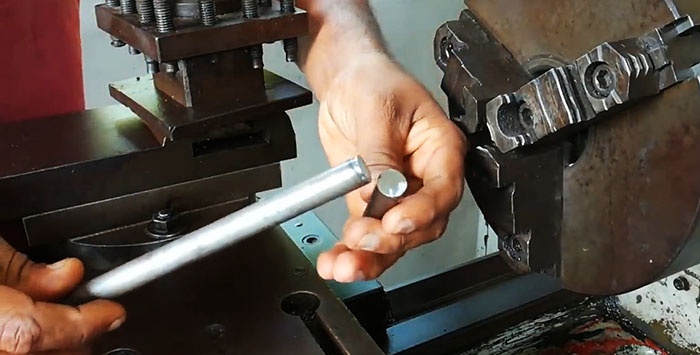
Sa chuck at headstock ng makina ay kumapit kami sa isang metal bar, ang diameter ng kung saan ay dapat na higit sa 3.5 mm, ngunit mas mababa sa 200 mm. Maaari silang maging parehong bakal, aluminyo, tanso, tanso o mula sa iba't ibang mga metal:
- bakal at aluminyo;
- bakal at tanso;
- aluminyo at tanso atbp.
Ang mga kumbinasyon ng mga materyales ay maaaring magkakaiba, hindi kahit na weldable sa karaniwang paraan. Para sa welding ng friction sa bagay na ito, walang mga paghihigpit.
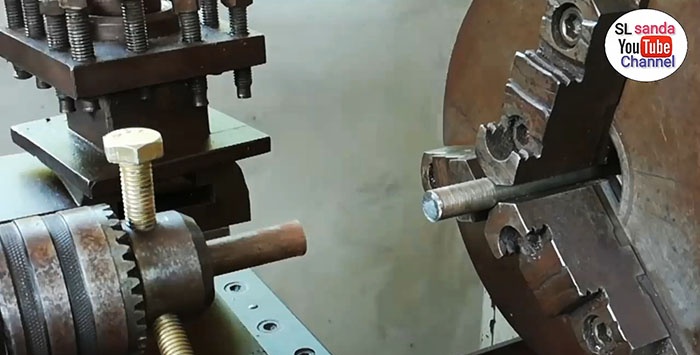
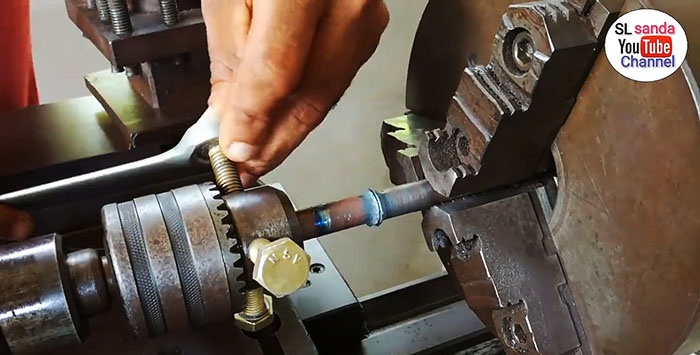
Sa aming kaso, inaayos namin ang bar sa headstock sa tulong ng tatlong bolts na naka-screwed sa mga butas ng kartutso, pantay-pantay na spaced sa paligid ng circumference sa pamamagitan ng 120 degree. Sa kanilang tulong, isinasagawa namin ang pagkakahanay na may kaugnayan sa baras na nakakabit sa kartutso sa pamamagitan ng paghigpit o pag-loose ng isa o isa pang bolt.
Dinadala namin ang headstock hanggang sa dulo ng mga bar end-to-end at ayusin ito o hawakan ito gamit ang aming kamay upang madagdagan ang puwersa ng clamping sa panahon ng proseso ng hinang, na hinihiling ng teknolohiya ng pamamaraan ng welding na ito.
Binubuksan namin ang makina, bilang isang resulta kung saan ang baras na nakakabit sa makina ng chuck ay nagsisimula na paikutin. Sa aming kaso, ang baras na naayos sa headstock ay naayos, ngunit sa prinsipyo maaari itong paikutin sa kabaligtaran na direksyon, na mabawasan ang oras ng proseso.
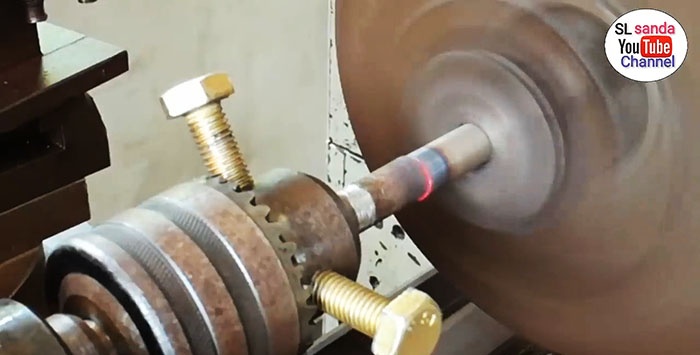
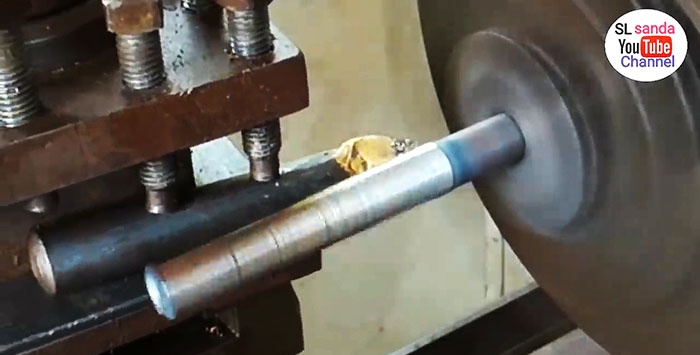
Sa lalong madaling panahon makikita namin ang mga kulay ng pagkawalan ng kulay na nagsimula sa contact point ng mga rod at kumalat kasama ang mga ito sa kabaligtaran ng mga direksyon, na kung saan ay isang direktang tanda ng mabilis na pag-init ng metal bilang isang resulta ng alitan.
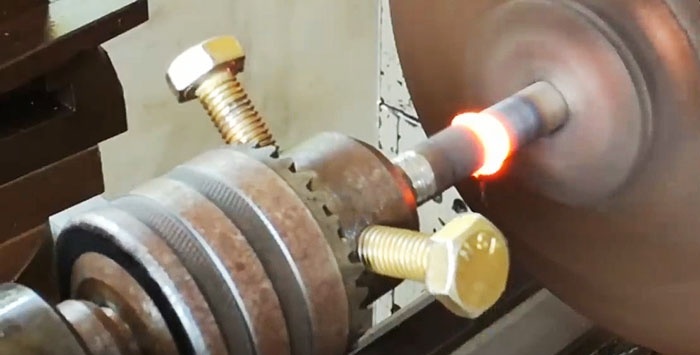
Matapos ang isang maikling panahon, ang metal sa contact zone ay magaan ang ilaw at magsisimulang mag-extrude sa anyo ng isang annular form na lampas sa mga limitasyon ng mga sukat ng mga rod. Sa singsing na ito ay magkakaroon din ng isang burr: sukat, hindi pagpapadulas ng pampadulas, solidong mga hindi pagkukulang na metal, atbp.
Sa sandaling ang pinakamaliwanag na glow ng contact point, ang makina ay dapat na i-off nang bigla upang ang metal ay magtakda sa dalawang rod. Dagdag pa, kung ang headstock ay hindi naayos, kinakailangan upang unti-unting madagdagan ang presyon dito upang mabayaran ang dami ng inilipat na metal sa contact zone at makakuha ng isang mas malakas at mas mahusay na koneksyon.
Matapos ang paghihintay na tumigil ang luminescence (at ito ay isang tanda ng kumpletong pag-agaw ng metal), maaari mong paluwagin ang mounting bolts at alisin ang headstock. Ngayon ay nananatili lamang upang suriin ang kalidad ng hinang na friction.
Upang gawin ito, i-on muli ang makina at makahanap ng isang bahagyang pagpalo ng welded rod - isang kinahinatnan ng hindi tumpak na pagkakahanay kapag nag-install sa simula. Ang kakulangan na ito ay tinanggal sa pamamagitan ng pag-alis kasama ang pag-alis ng extruded burr sa contact zone.

Ang isang mas malalim na uka ng metal ay nagpapahiwatig na walang mga tampok ang nakikita sa weld zone ng dalawang rod. Tila hindi ito ang lugar ng pakikipag-ugnay sa dalawang rod, ngunit ang katawan ng isa sa kanila.

Isinasagawa namin ang sumusunod na kalidad ng control ng friction welding. Kinakiskon namin ang mga rods na nakakonekta sa paraang ito sa isang bisyo at ginagamit ang disc ng gilingan sa lugar ng contact upang magsagawa ng isang "estante", at muli kami ay kumbinsido sa pagkakapareho ng metal, na nagpapahiwatig din ng kalidad ng hinang.

Koneksyon sa Bolt

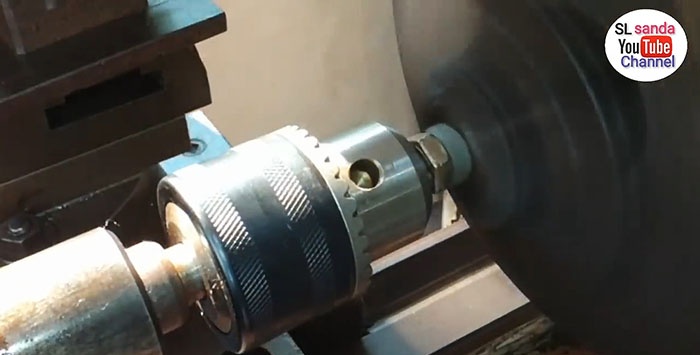
Maaaring magamit ang pagkiskis ng friction upang ikonekta ang mga bolts ng produksyon ng masa na may mga ulo. Ang proseso ay hindi naiiba sa proseso na may mga rod: ang isang bolt ay na-clamp sa machine chuck, ang iba pa - ang headstock.
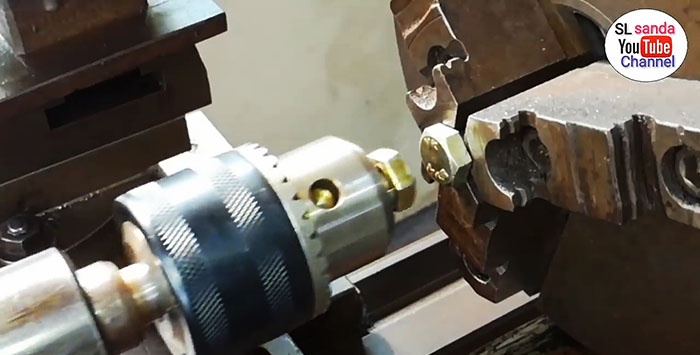
Gamit ang huli, ang mga bolts ay nagdala sa contact ng mga ulo, at nagsisimula ang makina. Kinakailangan din upang madagdagan ang puwersa ng clamping at sakupin ang sandali ng hinang upang i-off ang drive sa oras.
Ang pagkiskis ng friction ay maaaring pagsamahin ang mga materyales na ang iba pang mga uri ay mahirap i-weld o hindi welding sa lahat: bakal at aluminyo, austenitic steels at perlas. Sa tulong nito, ang mga plastik na blangko ay madaling konektado.
Ang mga kalkulasyon at kasanayan ng paggamit ng compound ng alitan ay nagpapakita na ang pamamaraang ito ay mas mahusay na angkop para sa mga workpieces na ang diameter ay namamalagi sa hanay ng 6-100 mm. Ang mga welding rod na may diameter na higit sa 200 mm ay hindi matagumpay sa ekonomiya, dahil ang proseso ay mangangailangan ng malaking lakas (0.5 libong kW) at lakas ng ehe (3 × 106 N). Hindi ito gagana sa ganitong paraan upang ikonekta ang mga rod na may diameter na mas mababa sa 3.5 mm dahil sa pangangailangan upang matiyak ang mataas na rebolusyon (200 rpm) at ang paghihirap na matukoy ang sandaling ang drive ay naka-off.








