Posible na ang isang espesyalista sa pagproseso ng metal ay kailangang mag-drill ng high-speed na grade grade P18. Mangangailangan ito ng isang drill, ang mga katangian kung saan dapat lumampas sa materyal na naproseso.
Ang P18 mabilis na pamutol ay ang tool na bakal, na ginagamit para sa paggawa ng mga cutter, drills, milling cutter, reamers, broaches, atbp Sa kanilang tulong, ang mga istruktura na steel na may lakas na hanggang sa isang libong MPa ay maaaring maiproseso.
Ginamit na mga materyales at tool
Para sa aming praktikal na eksperimento kakailanganin namin:
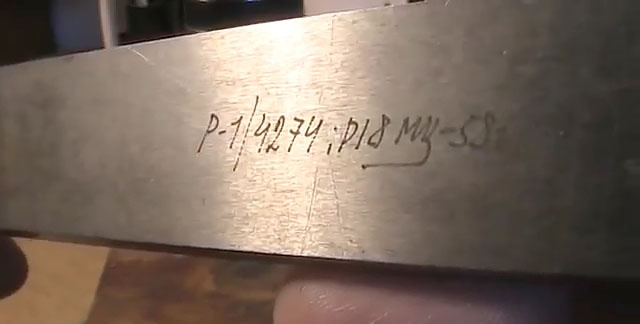
- Ang tool sa paggupit na gawa sa P18 na bakal, na ginawa pabalik noong 1958.
- Hindi isang bagong drill ng feather na may diameter na 5 mm para sa keramika at baso.
- Bench drill na may adjustable na bilis ng spindle.
- Paggiling machine ni Emery.
- Vernier caliper.
- Magaspang na file para sa metal.
- Isang piraso ng square bar na gawa sa P18 na bakal.
- Ang pamutol ay gawa sa bakal na P6M5.

Proseso ng pagsubok
Para sa eksperimento, nag-ayos kami sa isang tool sa pagputol na gawa sa P18 na bakal, na ginawa sa panahon ng Unyong Sobyet, na isang maaasahang garantiya ng mataas na kalidad nito. Ito ay isang medyo matibay na materyal. Bukod sa mga tool sa pag-on, ang iba't ibang mga tool ay ginawa mula dito, na ginagamit upang maproseso ang mga istruktura na steel at iba pang mga metal.
Ang isang 5 mm diameter drill bit, ginamit at panindang sa China, na karaniwang ginagamit para sa metal, keramika, baso at bato, ay napili bilang tool sa pagsubok.

Upang maibalik ang mga katangian ng paggupit ng drill na ito, bahagyang i-tweak ito sa paggiling ng gulong gamit ang isang mechanical drive.


Ipinasok namin ang drill sa chuck ng bench drill at ligtas na salansan ng isang susi.
Para sa sanggunian, sukatin ang kapal ng paggupit ng bahagi ng tool sa pagputol sa tulong ng isang caliper. Ito ay naging katumbas ng 3.5 mm.

Kami ay kumbinsido na ang vertical stroke ng suliran ay sapat para sa through-hole drill ng pamutol. Upang gawin ito, kailangan mong tiyakin na ang pagtatapos ng drill ay umabot sa base plane at mayroon pa ring ilang reserbang kuryente.
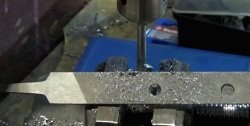
Nagsisimula kami sa pagbabarena, paminsan-minsan ang pagpapahina ng presyon sa tool. Ito ay kinakailangan para sa hindi bababa sa bahagyang paglamig at paglilinis ng mga chips at metal na mga partido na nabuo sa panahon ng pagbabarena.

Sa sandaling kapag ang tuktok ng tool ay lumabas mula sa kabaligtaran, ititigil namin ang proseso at iikot ang pamutol sa kabilang linya. Inilalagay namin ang drill sa marka at natapos ang proseso.

Ang pamamagitan ng butas sa lugar ng pagputol ng bahagi ng pamutol na gawa sa P18 bakal ay handa na! Hindi namin ginugol ang higit sa 2-3 minuto sa ito, nang walang paglalagay ng maraming pagsisikap, nang walang mga komplikasyon, bukod dito, mula sa isang patas ng drill.
Siyempre, ang isang magaspang na file ng kamay para sa metal, siyempre, ay hindi angkop para sa pagproseso ng P18 na bakal, maliban sa tulong nito maaari mong alisin ang mga burr na nabuo sa panahon ng pagbabarena ng butas.

Upang suriin ang mga resulta, kumuha kami ng isang parisukat na bar ng bakal na P18, drill ito at tiyakin na ang proseso ng pagproseso at ang mga resulta nito ay mananatiling pareho, hindi naiiba sa unang pagkakataon.
Subukan nating mag-drill ng isang parisukat na may parehong drill na walang regrinding, o sa halip ay isang pamutol na gawa sa P6M5 high-speed na bakal, na ang mga pag-aari ng paggupit ay mas mataas kaysa sa mga tool na gawa sa P18 na bakal, lalo na sa pinahihintulutang temperatura ng operating. At sa materyal na ito, ang drill ay nakaya nang maayos.
Nakakagulat, ang karaniwang murang Chinese feather 5mm drill, na kung saan ay sadyang idinisenyo para sa pagtatrabaho sa mga keramika at baso, madaling mag-drill hindi lamang ang high-speed na tool na bakal na P18, ngunit mas matibay din - grade P6M5.

Pangwakas na konklusyon
Naniniwala kami na sa bahagyang mas maraming oras at pagsisikap, ang parehong resulta ay maaaring makamit gamit ang isang drill na gawa sa parehong P18 na bakal. Bukod dito, ang pagpili ng pinakamainam na bilis, na malinaw na dapat mas mababa.
Ang pana-panahong pagpapadulas ng drill ay mapapabilis din ang proseso, na mag-aambag sa mas mahusay na pagproseso ng metal at medyo cool ang tool sa panahon ng pagbabarena. Maaaring mangailangan ka ng ilang mga patalas.
Siyempre, ang isang butas ay madaling gawin. Dito, hindi kinakailangan ang espesyal na pagsisiksik, pinakamahalaga, sapat na ang tiyaga at pagtitiyaga. Ngunit kung kinakailangan upang mag-drill ng hindi bababa sa isang dosenang mga butas sa mabilis na pamutol na ito, kung gayon ang lahat ng mga bahid ng patulis, mode ng pagbabarena, kakulangan ng pagpapadulas at paglamig ng tool ay gagampanan ng isang mapagpasyang papel.