
Ang isa sa mga pangunahing parameter ng isang twist drill ay ang anggulo ng tuktok, na para sa matitigas na metal (bakal, cast iron, solidong tanso, titanium, atbp.) Ay humigit-kumulang na 120 degree.
Ang paglihis ng anggulo na ito sa isang mas malaki o mas maliit na bahagi mula sa nominal na halaga ay kumplikado ang epektibong operasyon ng drill. Sa unang kaso, ang pagbagsak ng pagiging produktibo at overheats ang tool, sa pangalawang kaso, ang drill ay maaaring masira lamang, hindi makatiis ng labis na mga naglo-load.
Upang sumunod sa mga parameter ng pagtasa nang walang mga espesyal na tool, kinakailangan na magkaroon ng mataas na kwalipikasyon at karanasan ng tool-sharpener. Kaya, sa isang layko, lalo na sa pang-araw-araw na mga kondisyon, halos imposible itong gawin ito.
Ngunit, ang pagkakaroon ng ilang mga tool at simpleng mga materyales, posible na gumawa ng isang hindi kumplikado, ngunit maaasahang aparato para sa patalasin ang anggulo sa tuktok ng isang spiral drill sa hard metal.
Ano ang maaaring kailanganin mong magtrabaho sa aparato
Mangangailangan ito ng mga sumusunod na tool:
- caliper;
- marker
- vise para sa metal;
- gilingan;
- mga tagagawa
- welding machine;
- paggiling machine na may isang gulong ng emery.
Sa mga materyales para sa trabaho, dapat ay mayroon kang kamay;
- regular na hex nut;
- castellated nut;
- isang bolt ng parehong sukat at sinulid bilang mga mani;
- patulis na twist drill.

Proseso ng paggawa
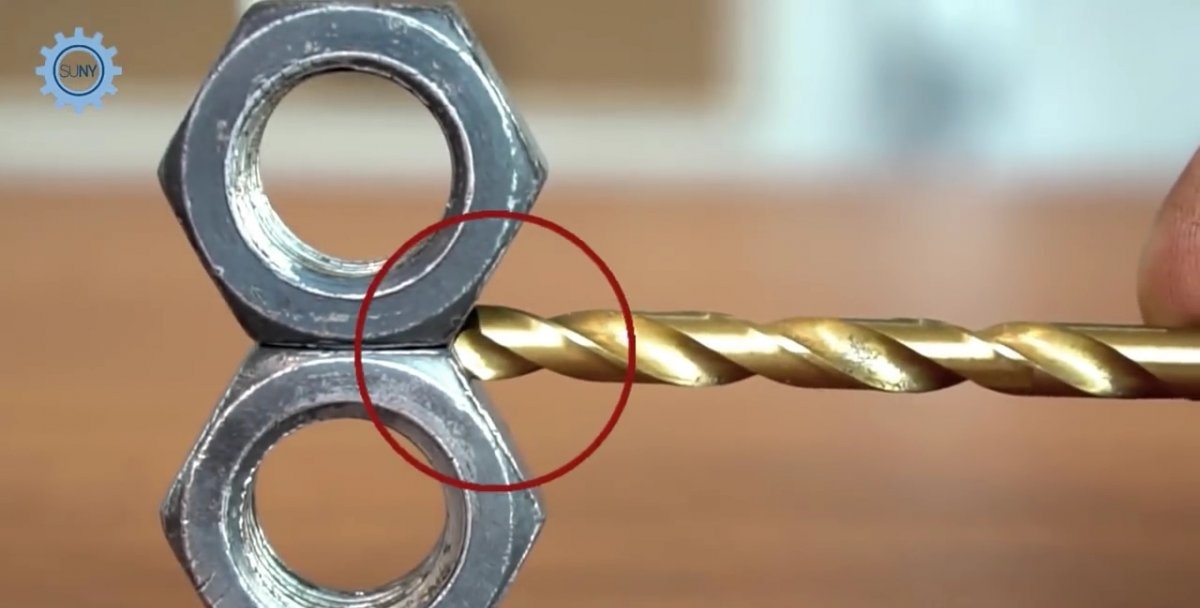
Ang isang tampok ng hex nut ay ang alinman sa dalawa sa mga katabing mukha nito na nakikipagtagpo sa isang anggulo ng 120 degree. Tungkol sa parehong laki ay ang anggulo sa tuktok ng twist drill para sa pagtatrabaho sa mga hard metal. Ang random na coincidence na ito ay maaaring magamit upang makagawa ng isang tool para sa patalas ng isang twist drill.
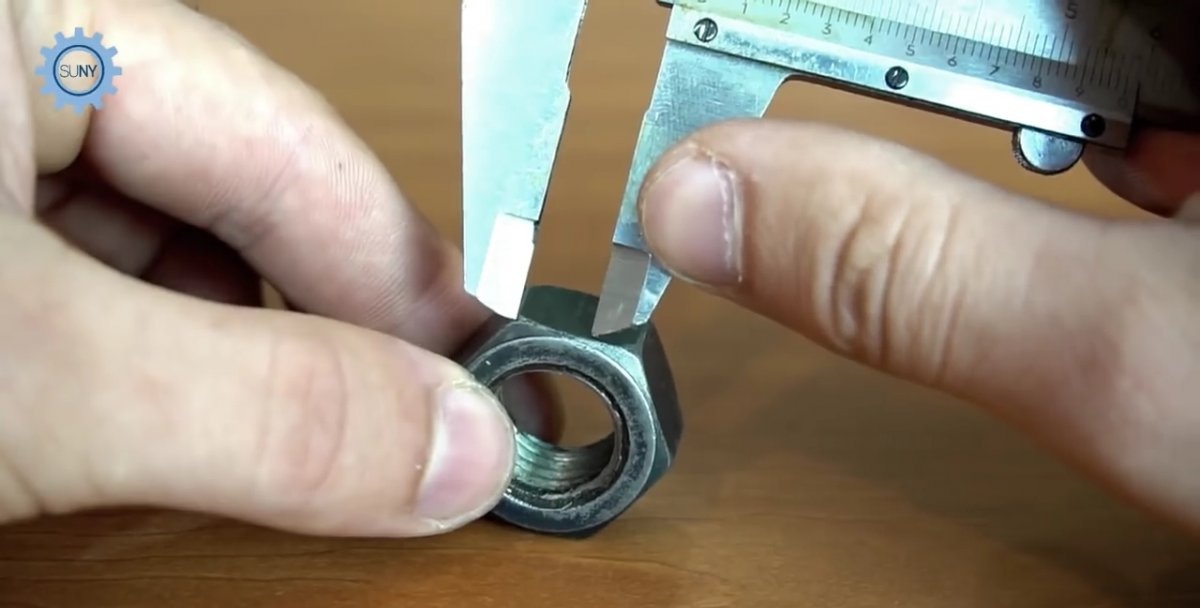
Upang gawin ito, gamit ang isang caliper at isang marker sa nut, binabalangkas namin ang mga linya ng hiwa upang makuha ang isang tatsulok na hiwa, simetriko na may paggalang sa dayagonal na nagkokonekta sa dalawang magkasalungat na sulok ng nut. Ang isang drill ay ilalagay nang pahaba sa loob nito bago ang proseso ng patulis.

Upang gupitin ang inilaan na tatsulok na uka sa nut, ito ay mai-clamp sa isang bisyo at pinutol ng gilingan kasama ang mga pre-draw na linya. Upang matanggal ang mga naka-save na piraso ng nut, maaari mong gamitin ang mga plier.


Susunod, ang isang castellated nut ay nakuha at hinango sa unang kulay ng nuwes mula sa gilid ng cut ng uka kasama ang base nito. Bukod dito, kinakailangan na obserbahan ang kanilang ganap na pagkawalan ng pansin, dahil kapag ang mga maliit na diameter drills ay hasa, ang bolt, dumaan sa castellated nut, ay magsisimulang mag-tornilyo sa mas mababang kulay ng nuwes upang mahigpit na i-clamp ang drill sa uka nito.


Ngayon i-tornilyo namin ang kaukulang bolt sa castellated nut, na maaasahan na pindutin ang drill, na inilatag sa uka para sa paggiling sa emery ng makina.


Nananatili lamang ito upang patalasin ang drill sa gulong ng emery, gamit ang mga gilid ng mas mababang nut bilang isang template.

Upang gawin ito, gilingin lamang namin ang nakausli na bahagi ng drill flush na may mga gilid ng nut, na kahit isang mag-aaral ng isang bokasyonal na bokasyon sa unang taon ng pag-aaral ay madaling makayanan.


Matapos matalas, ang bolt loosens, ang drill ay tinanggal mula sa improvised na aparato at maaaring magamit para sa nilalayon nitong layunin.

Mga pagdaragdag at pagpapabuti
Sa panahon ng hinang ng mga mani, ang mga likidong splashes ng metal ay maaaring mangyari sa mga thread ng castellated at regular na mga mani. Upang ibukod ang problemang ito, kinakailangan upang mag-tornilyo ng isang bolt sa kanila at, sa gayon, protektahan ang thread.
Dahil sa tulong ng isang aparato ay hindi posible na sakupin ang lahat ng mga drills sa diameter, hindi bababa sa dalawang mga template ng clamp ay kinakailangan: isa para sa maliit na drills, ang iba pa para sa mga malalaking produkto. Alinsunod dito, sa unang kaso, ang mga mani ay maliit sa laki, at sa pangalawa - malaki.








