พลังงานความร้อนสามารถรับได้โดยการหมุนส่วนหนึ่งในขณะที่อื่น ๆ นิ่งหรือหมุนในทิศทางตรงกันข้าม นอกจากนี้ชิ้นส่วนจะต้องกดพร้อมกันด้วยแรงคงที่หรือเพิ่มแรงตั้งแต่ต้นจนจบ กระบวนการจะจบลงด้วยการร่างและหยุดชิ้นส่วนหมุนอย่างรวดเร็ว

ในการเปรียบเทียบกับการพูดการเชื่อมชนกระบวนการที่ใช้แรงเสียดทานนั้นมีข้อดีหลายประการ:
- ลดต้นทุนด้านพลังงานลงอย่างมาก
- ข้อต่อที่เชื่อมนั้นเชื่อถือได้เสมอเพราะมันขึ้นอยู่กับคุณสมบัติทางความร้อนของผลิตภัณฑ์ที่เชื่อมเท่านั้น
- การเตรียมข้อต่อพิเศษที่จะเข้าร่วมนั้นไม่จำเป็นเนื่องจากขี้เถ้าสนิมจาระบีและจาระบีจะถูกเผาหรือถูกบีบอัดเป็นกราต้าในตอนเริ่มต้นของกระบวนการ
- การละเมิดความขนานของชิ้นงานจนถึงมุม 6 ± 1 องศาไม่ส่งผลต่อคุณภาพของการเชื่อมต่อ
- การขาดปัจจัยเชิงลบในรูปแบบของรังสีอัลตราไวโอเลตและการปล่อยก๊าซที่เป็นอันตราย;
- ความเรียบง่ายของอุปกรณ์เทคโนโลยีที่คล้อยตามการบำรุงรักษาเครื่องจักรและระบบอัตโนมัติได้อย่างง่ายดาย
กระบวนการเชื่อมแรงเสียดทานบนเครื่องกลึง
การเชื่อมเหล็กเส้น
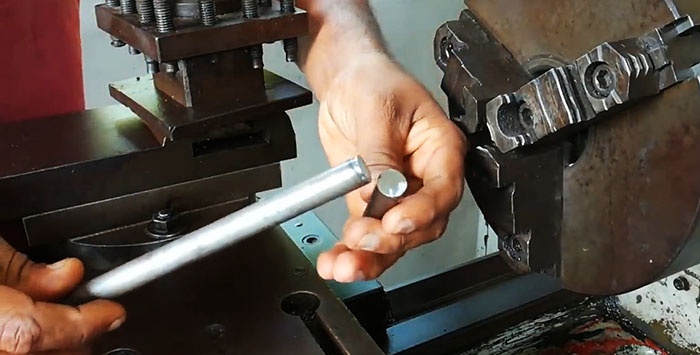
ในหัวจับและหัวจับของเครื่องเรายึดกับแท่งโลหะเส้นผ่าศูนย์กลางที่ควรมากกว่า 3.5 มม. แต่น้อยกว่า 200 มม. สามารถเป็นได้ทั้งเหล็กอลูมิเนียมทองแดงทองแดงหรือโลหะอื่น:
- เหล็กและอลูมิเนียม
- เหล็กและทองแดง
- อลูมิเนียมและบรอนซ์ ฯลฯ
การรวมกันของวัสดุอาจแตกต่างกันมากไม่ได้เชื่อมได้ตามปกติ สำหรับการเชื่อมแรงเสียดทานในเรื่องนี้ไม่มีข้อ จำกัด
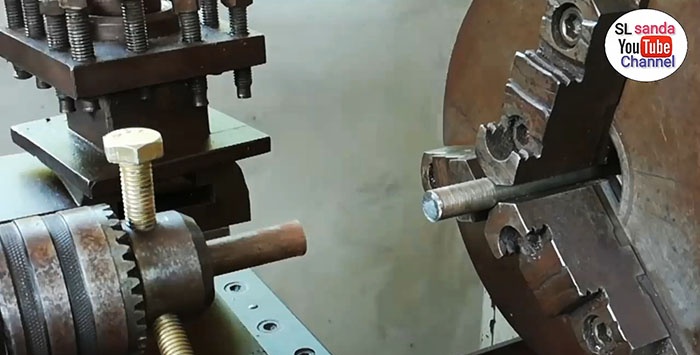
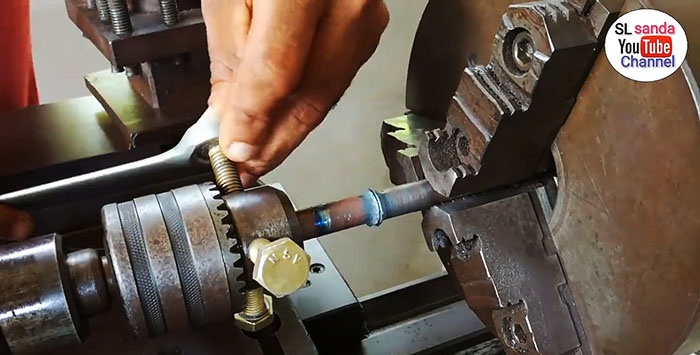
ในกรณีของเราเราแก้ไขแถบใน headstock ด้วยความช่วยเหลือของสลักเกลียวสามอันที่เจาะเข้าไปในรูของคาร์ทริดจ์เว้นระยะเท่ากันรอบเส้นรอบวง 120 องศา ด้วยความช่วยเหลือของพวกเขาเราดำเนินการจัดตำแหน่งที่เกี่ยวข้องกับแกนยึดในตลับโดยการกระชับหรือคลายสายฟ้าหนึ่งหรืออื่น
เรานำ headstock ไปที่ส่วนท้ายของแท่งเหล็กตั้งแต่ต้นจนจบและยึดหรือยึดด้วยมือของเราเพื่อเพิ่มแรงยึดในระหว่างกระบวนการเชื่อมซึ่งเป็นที่ต้องการโดยเทคโนโลยีของวิธีการเชื่อมนี้
เราเปิดเครื่องเนื่องจากก้านจับยึดในหัวจับเครื่องเริ่มหมุน ในกรณีของเราคันที่ตายตัวใน headstock นั้นได้รับการแก้ไข แต่โดยหลักการแล้วมันสามารถหมุนในทิศทางตรงกันข้ามซึ่งจะช่วยลดเวลาในกระบวนการ
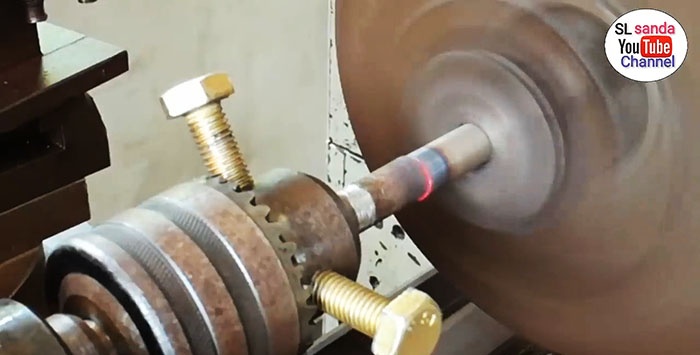
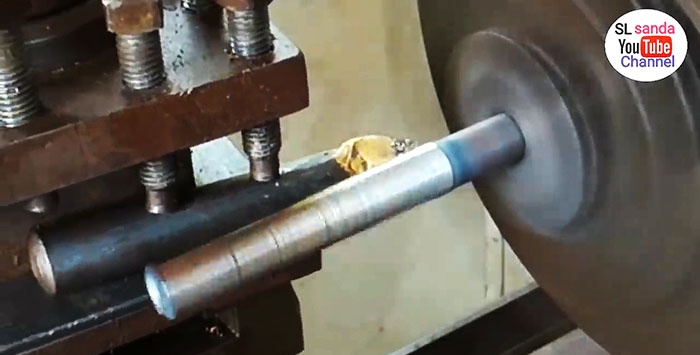
ในไม่ช้าเราจะเห็นสีเปลี่ยนสีที่เริ่มขึ้นที่จุดสัมผัสของแท่งและแพร่กระจายไปตามทิศทางตรงกันข้ามซึ่งเป็นสัญญาณโดยตรงของการให้ความร้อนอย่างรวดเร็วของโลหะอันเป็นผลมาจากแรงเสียดทาน
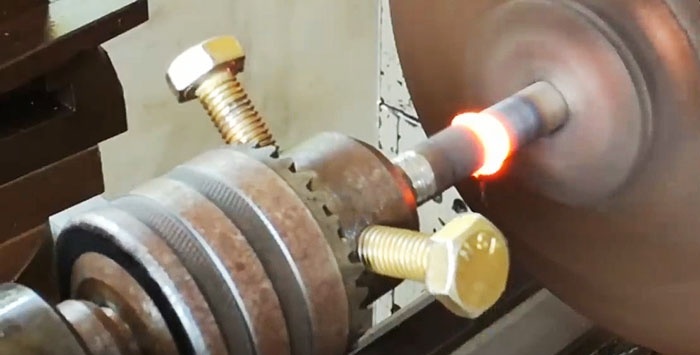
หลังจากช่วงเวลาสั้น ๆ โลหะในพื้นที่หน้าสัมผัสจะสว่างขึ้นอย่างสว่างไสวและเริ่มที่จะขับไล่ในรูปแบบของการก่อรูปวงแหวนเกินขีด จำกัด ของขนาดของแท่ง ในวงแหวนนี้จะมีเสี้ยน: สเกล, น้ำมันหล่อลื่นไม่เผาไหม้, การรวมที่ไม่ใช่โลหะแข็ง,
ในขณะที่จุดสัมผัสที่สว่างที่สุดเครื่องจะต้องปิดเครื่องทันทีเพื่อให้โลหะติดตั้งสองแท่ง ยิ่งไปกว่านั้นหากไม่ได้ทำการแก้ไข headstock จำเป็นต้องเพิ่มแรงดันให้ค่อย ๆ เพื่อชดเชยปริมาณโลหะที่ถูกแทนที่ในเขตสัมผัสและเพื่อให้ได้การเชื่อมต่อที่ดีขึ้น
หลังจากรอการเรืองแสงหยุด (และนี่เป็นสัญญาณของการยึดที่สมบูรณ์ของโลหะ) คุณสามารถคลายสลักเกลียวยึดและถอด headstock ออก ตอนนี้เหลือเพียงการตรวจสอบคุณภาพของการเชื่อมแรงเสียดทาน
เมื่อต้องการทำสิ่งนี้ให้เปิดเครื่องอีกครั้งและหาก้านเหล็กที่มีรอยเล็กน้อยซึ่งเป็นผลมาจากการจัดตำแหน่งที่ไม่ถูกต้องเมื่อทำการติดตั้งที่จุดเริ่มต้น ข้อบกพร่องนี้จะถูกกำจัดโดยการหมุนพร้อมกับการลบเสี้ยนอัดในเขตติดต่อ

ร่องลึกของโลหะบ่งบอกว่าไม่มีคุณสมบัติใด ๆ ปรากฏอยู่ในเขตรอยเชื่อมของสองแท่ง ดูเหมือนว่านี่ไม่ใช่สถานที่ติดต่อของแท่งทั้งสอง แต่เป็นร่างของหนึ่งในนั้น

เราดำเนินการควบคุมคุณภาพของการเชื่อมแรงเสียดทาน เรายึดแท่งที่เชื่อมต่อด้วยวิธีนี้เป็นส่วนรองและใช้แผ่นดิสก์เครื่องบดในพื้นที่หน้าสัมผัสเพื่อทำการ“ ชั้น” และอีกครั้งเราเชื่อมั่นในความสม่ำเสมอของโลหะซึ่งบ่งบอกถึงคุณภาพของการเชื่อม

การเชื่อมต่อสายฟ้า

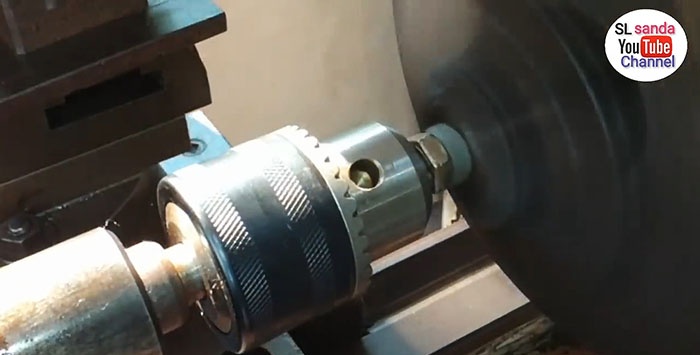
การเชื่อมแรงเสียดทานสามารถใช้เชื่อมต่อสลักเกลียวการผลิตจำนวนมากกับหัว กระบวนการไม่แตกต่างจากกระบวนการที่มีแท่ง: หนึ่งสายฟ้าถูกยึดเข้ากับหัวจับเครื่องส่วนอีกหัว - หัวจับ
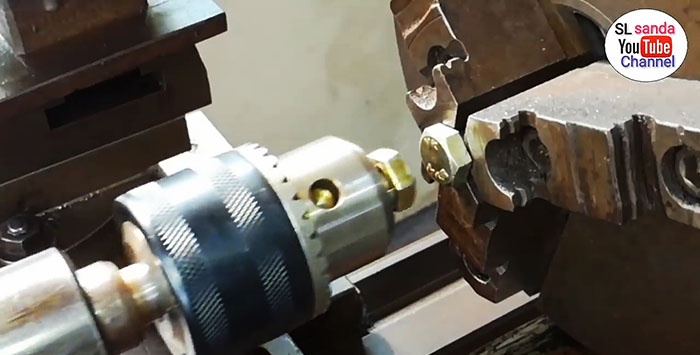
การใช้สลักเกลียวหลังจะถูกนำไปสัมผัสโดยหัวและเครื่องจะเริ่มขึ้น นอกจากนี้ยังจำเป็นต้องเพิ่มแรงในการจับและยึดโมเมนต์เชื่อมเพื่อปิดไดรฟ์ตามเวลาที่กำหนด
การเชื่อมแรงเสียดทานสามารถรวมวัสดุที่ประเภทอื่นยากที่จะเชื่อมหรือไม่เชื่อมเลย: เหล็กและอลูมิเนียม, เหล็กออสเทนนิติกและไข่มุก ด้วยความช่วยเหลือของช่องว่างพลาสติกยังเชื่อมต่อได้อย่างง่ายดาย
การคำนวณและการฝึกการใช้สารเสียดทานแสดงให้เห็นว่าวิธีนี้เหมาะสำหรับชิ้นงานที่มีเส้นผ่านศูนย์กลางอยู่ในช่วง 6-100 มม. แท่งเชื่อมที่มีขนาดเส้นผ่าศูนย์กลางมากกว่า 200 มม. นั้นไม่ได้ประโยชน์เชิงเศรษฐกิจเนื่องจากกระบวนการนี้ต้องการพลังงานขนาดใหญ่ (0.5 พันกิโลวัตต์) และแรงตามแนวแกน (3 × 106 นิวตัน) มันจะไม่ทำงานในวิธีนี้ในการเชื่อมต่อแท่งที่มีขนาดเส้นผ่าศูนย์กลางน้อยกว่า 3.5 มม. เนื่องจากต้องการความมั่นใจในการปฏิวัติสูง (200 รอบต่อนาที) และความยากลำบากในการกำหนดช่วงเวลาที่ปิดไดรฟ์








