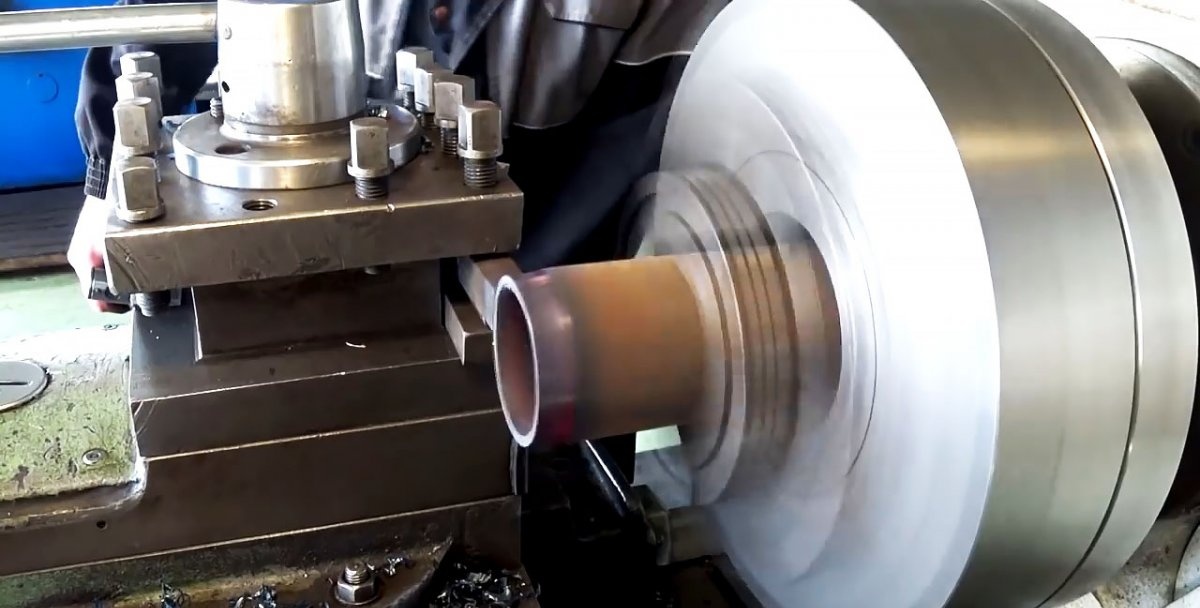
Till exempel tas kroppen från den pneumatiska startmotorn. Till det måste du göra ett rör med en gänga, som sedan skalas. Billet är ett rör vars ytterdiameter är 76 mm. Den första delen måste minskas till 70 mm och klippa tråden.
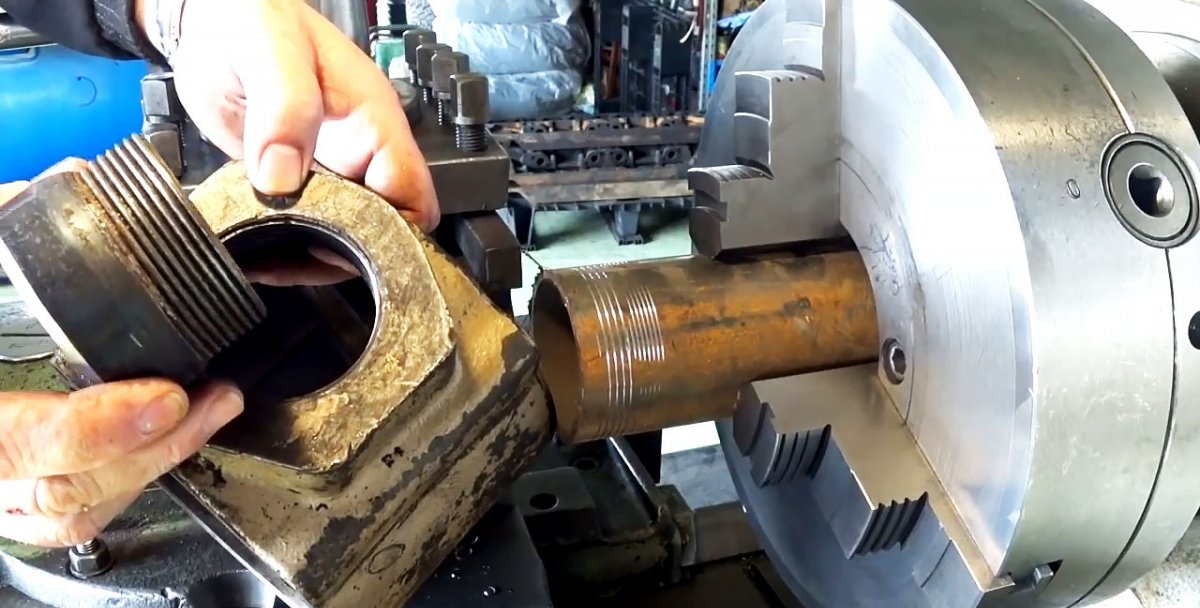
Minska krympningen av rördiametern
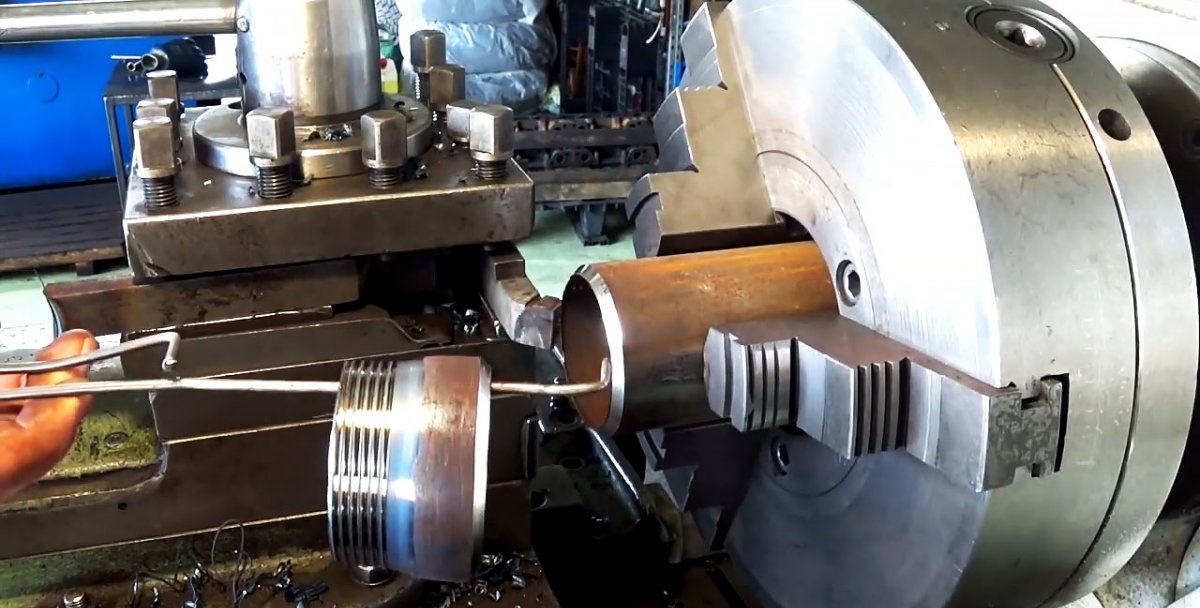
Till att börja med ställer föraren slutet på röret till önskad diameter på 70 mm med änden av stålskäraren. Det är nödvändigt att styra arbetsstyckets storlek med en bromsok. Grov krympbearbetning utförs med en hastighet av 630 varv per minut.
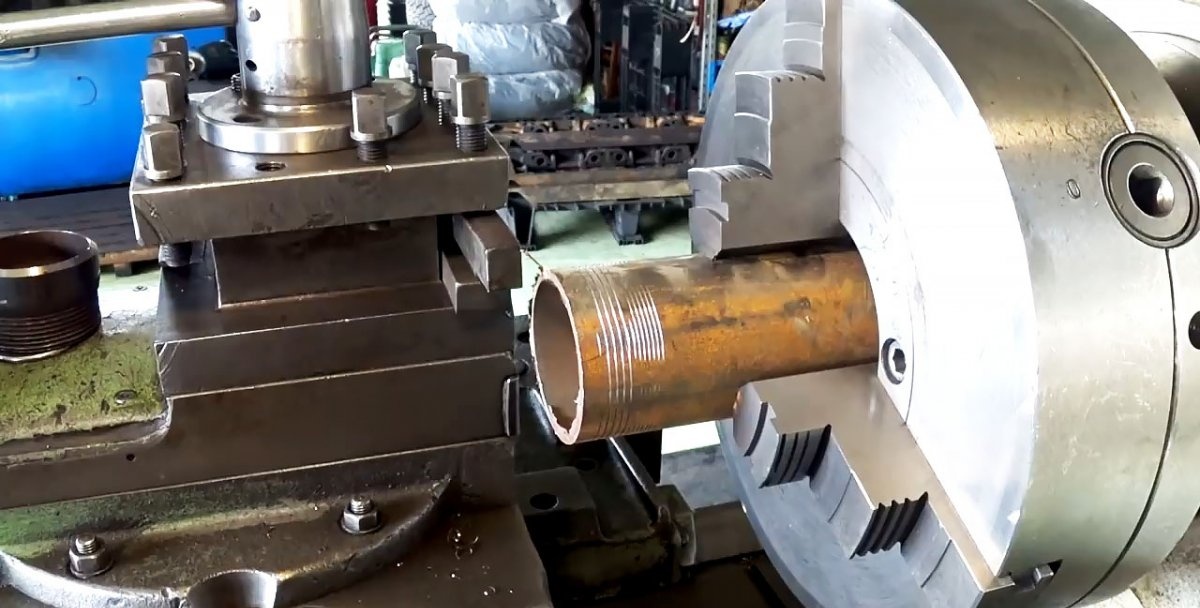
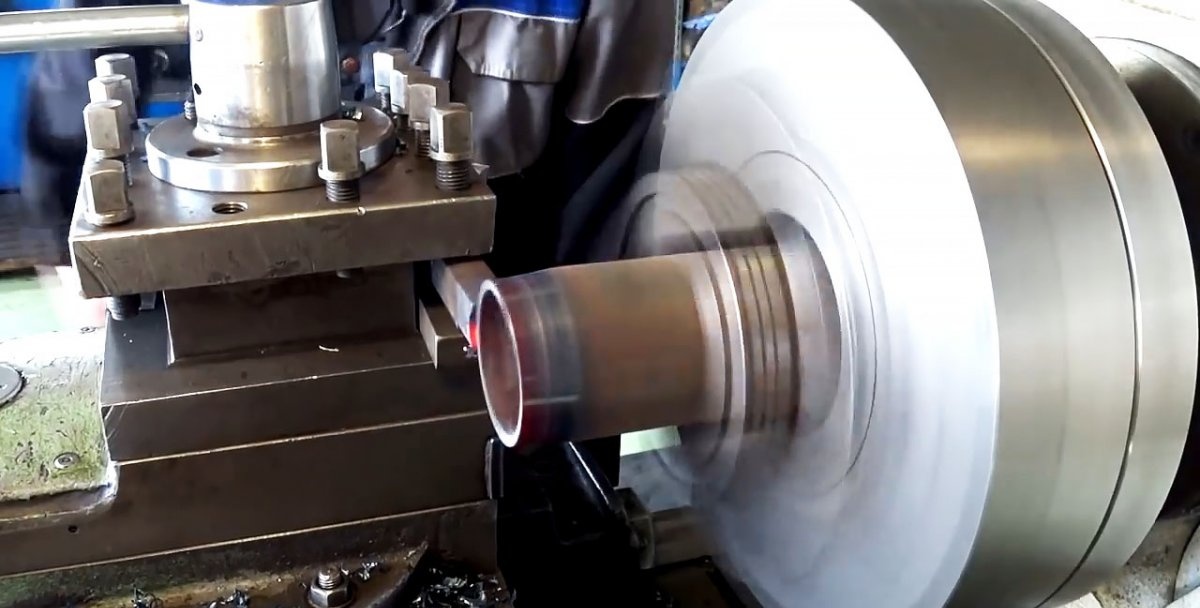
Hela operationen utförs i flera pass.
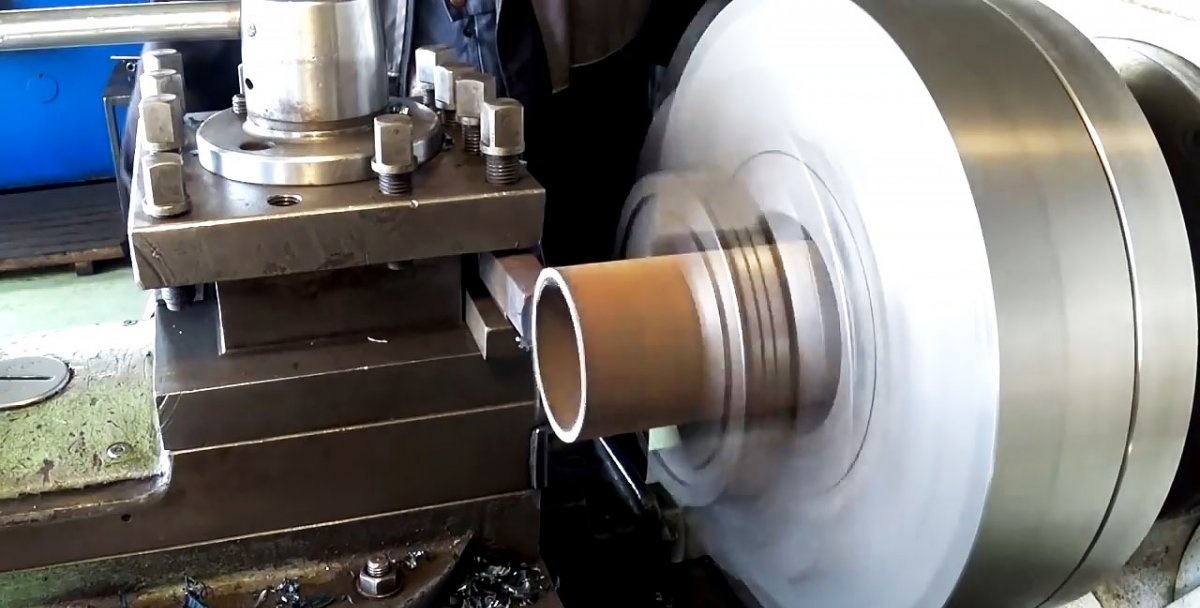
Röret krymper och förlängs ytterligare.
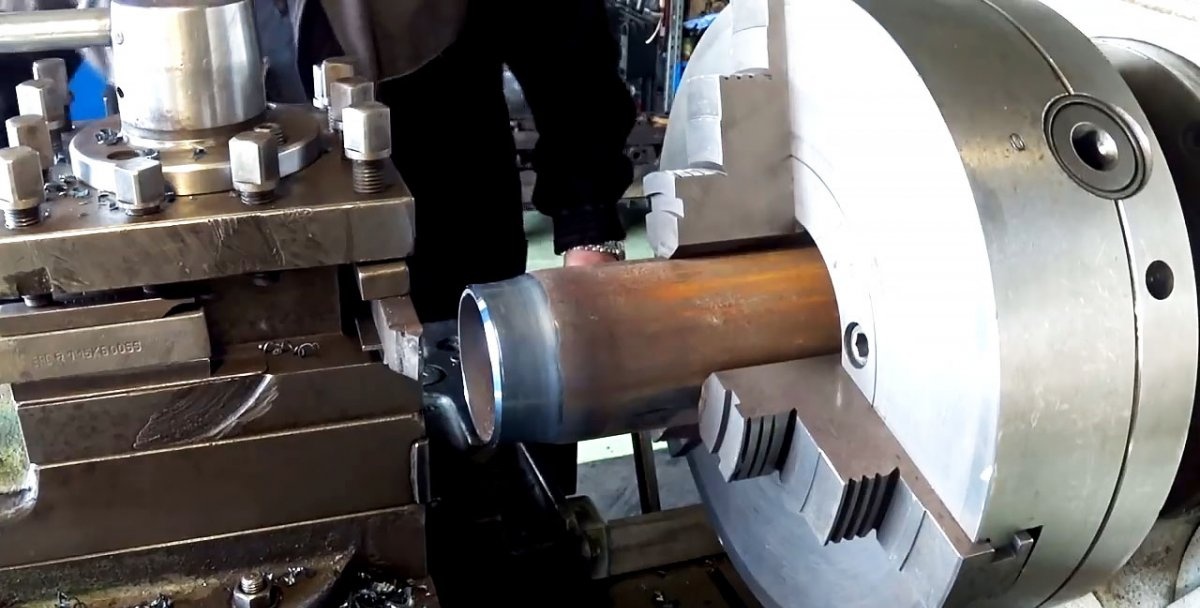
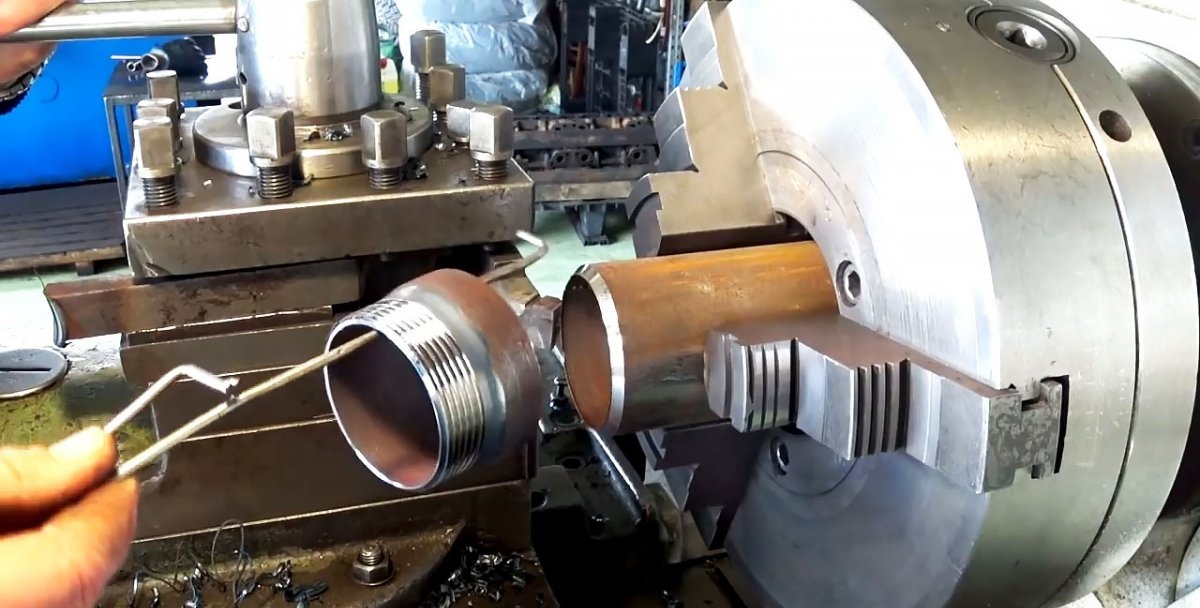
Vidare justeras den rörliga vagnen med spännplattformen till gängan. Fräsen ändras och maskininställningen. Innan skärning tas bort avfasningen.
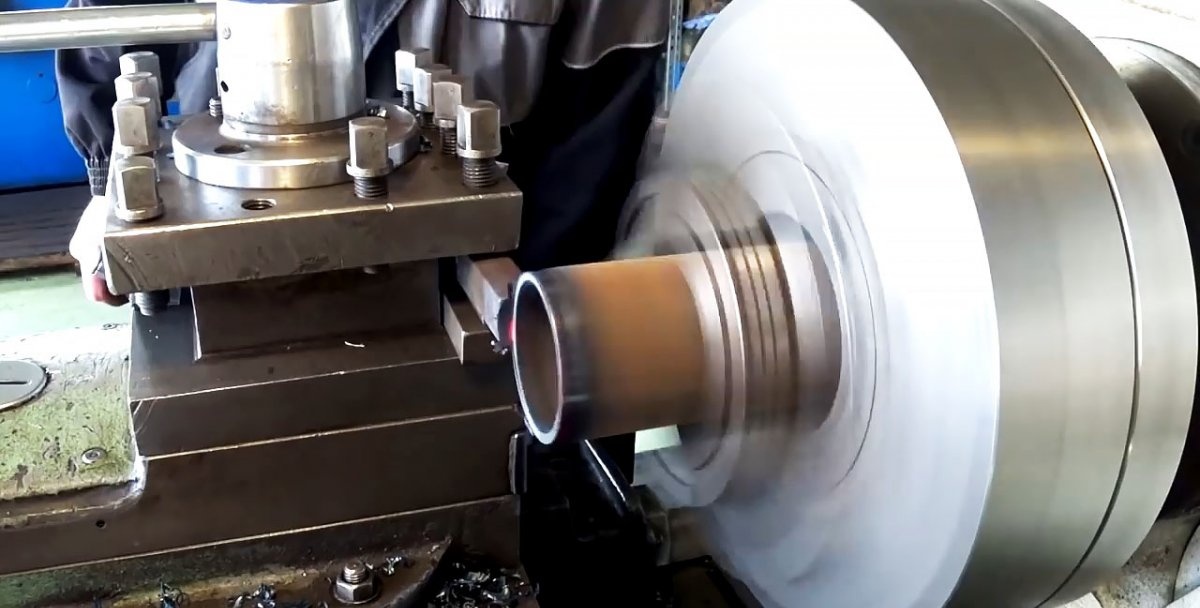
Gängklippning kommer att utföras med en hastighet av 400 varv / minut. Benämning av en gänga: M70 steg 3. Klipparen för den är vald kärna.
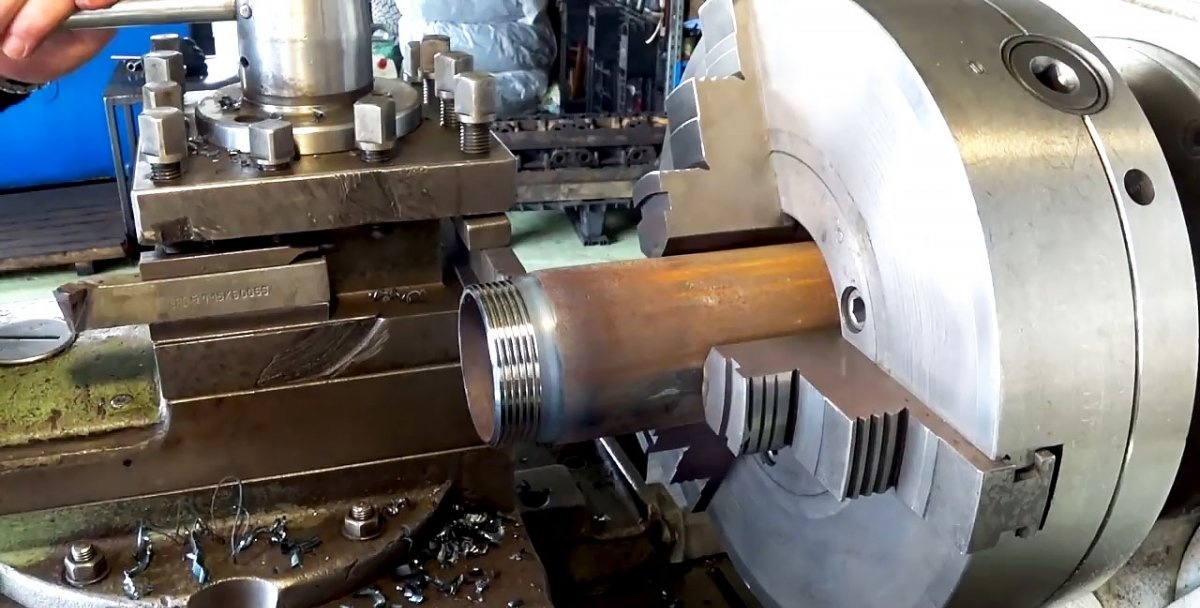
I fyra passeringar skärs ett helt uppskattat gängdjup. Som ett resultat erhölls 6 trådar, tillräckligt för att säkra röret i huvudet på pneumostarterhuset.
Efter avslutad gängning skär kapten arbetsstycket med en rak böjd fräs.
Denna punkt är anmärkningsvärd, eftersom vanligtvis används en speciell typ av skärare för skärning. Dess fördelar är att det gör att du kan göra detta med maximal noggrannhet. Men i det här fallet är det inte viktigt, men avfasningen gjord av genomskäraren är användbar för en mer hållbar svets. Efter det kan den rengöras så att korsningen inte ens märks.
Vid trimning värms metallen upp, så under denna operation stöds arbetsstycket mest bekvämt med något, till exempel med en bit elektrod eller en stång, och kyls sedan. Som vi alla har sett, klarar DIP-3001M63 skruvklippben perfekt med sådana uppgifter, särskilt när verkliga svarvmästare står bakom den.








