
I mekanismerna från tidigare produktionsår (maskiner, växellådor, drivenheter) var kugghjul och kugghjul ofta gjorda av grått gjutjärn, som vid låg och medelbelastning inte var underlägsen jämfört med stål, och gjutningsprocessen var enklare och billigare än stål.
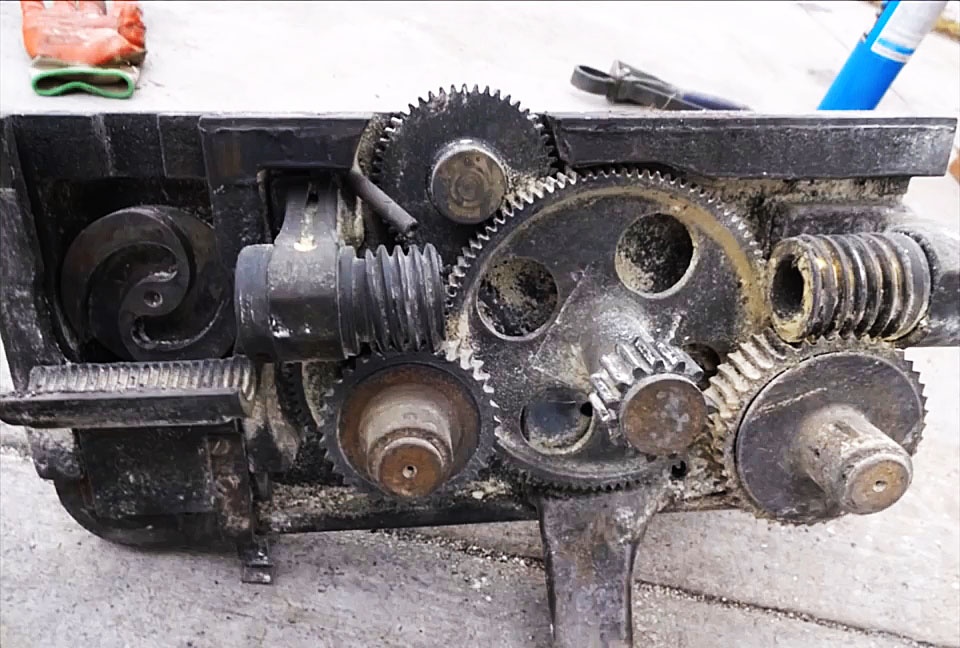
Men gjutjärn är sprött, och i kugghjul och växlar med en kraftig förändring av belastningen eller dess ökning, tänderna brast, och hela mekanismen misslyckades. Naturligtvis skulle det vara bättre att ersätta en växel eller en växel mot en saknad tand med en ny produkt, vilket inte alltid är möjligt. Då återstår det att försöka återställa tanden på ett annat sätt.

Ett av alternativen är relaterat till den mekaniska beredningen av platsen för en trasig tand, ytbeläggning av ett material som är lämpligt för styrka och andra egenskaper, och bearbetning av ytbeläggningen för att erhålla en ny tand som är exakt i geometri.
Nödvändig utrustning, enheter och material
För arbete behöver vi:
- kvarn och miniborr (borr);
- syre-acetylen svetsfackla;
- kvalster;
- biomätning (mäthuvud);
- svarv;
- sandpapper;
- en axel med en mutter och ett rörformat stopp för växelblocket och växeln;
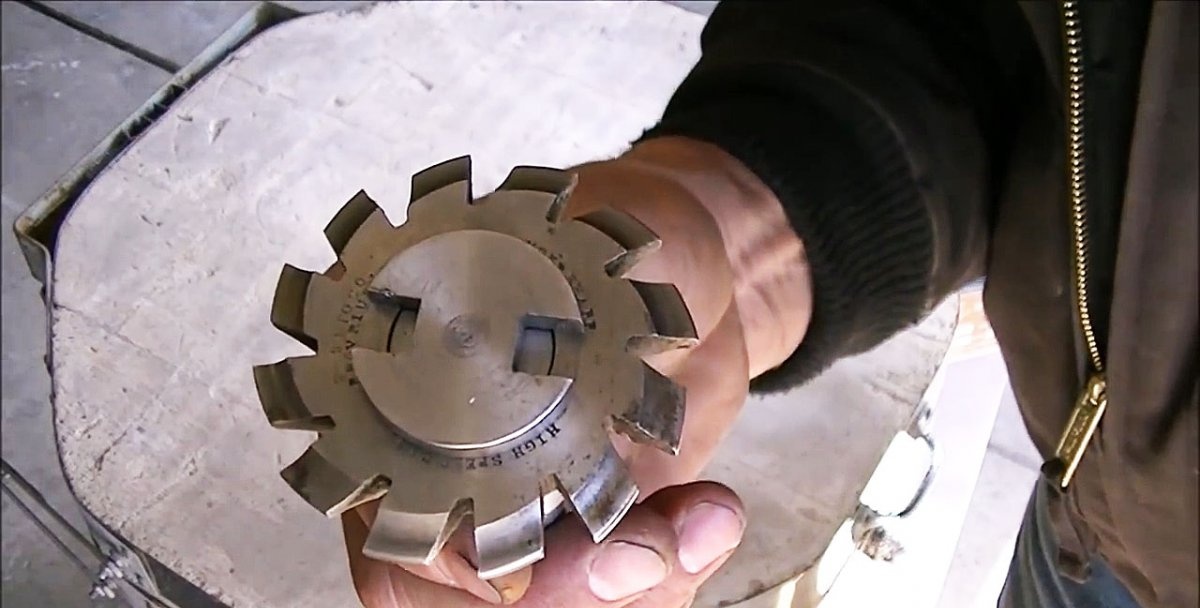
- en skärare för att bilda en profil av kaviteten mellan tänderna;
- en kvarns axel med nyckelfångare;
- fräsmaskin för delande huvud;
- mätverktyg (vernierbromsok, mikrometer), etc.
För att fylla mellanrummet mellan två intilliggande hela tänder i förhållande till en trasig tand behöver vi:
- kisel (silikon) bronsstav;
- flöde (huvuddel: borax med en liten blandning av magnesium);
- glasfibersvetsfilt;
- trasor, tygservetter etc.
Processen att återställa en trasig tand
Det består av tre steg:
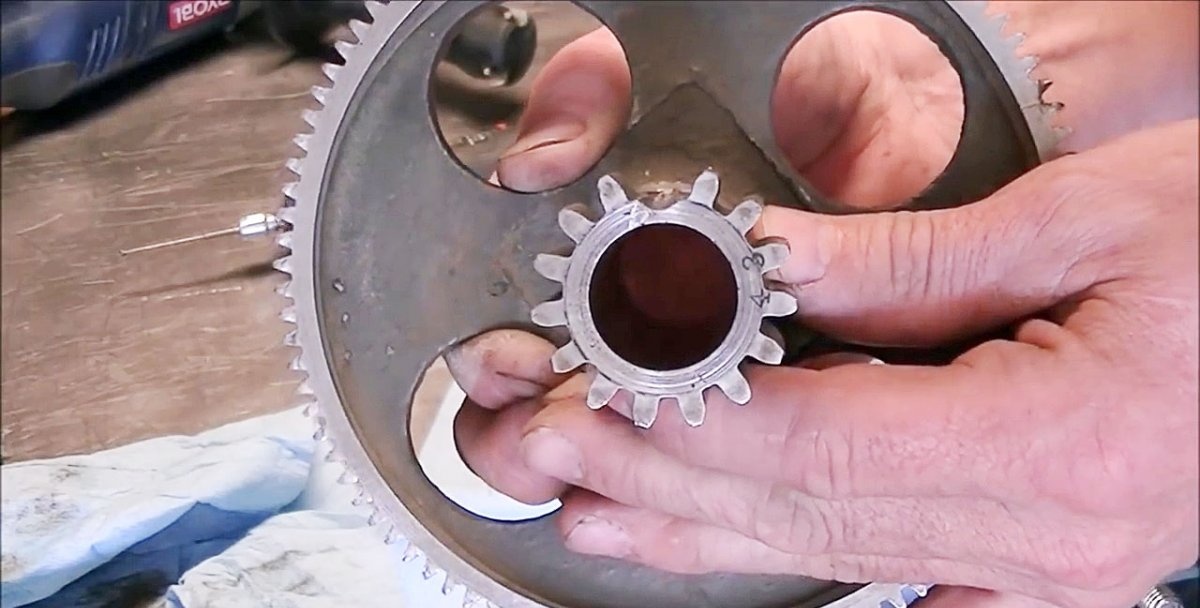
- Platsförberedelse och fyllning (tätning) av mellanrummet mellan två intilliggande hela tänder med avseende på den saknade.
- Att skapa en hållare för en växelkvarn och en axel för fixering av växelblocket och växeln på maskinen under bearbetning.
- Bildningen av tandprofilen genom provtagning av det avsatta materialet med en speciell skärare på båda sidor.
Förbereda lödpunkten

Eftersom grått gjutjärn är svårt att bearbeta mekaniskt är det nästan omöjligt att göra detta med en miniborr. Det är bättre och snabbare att slipa en trasig tand med en kvarn.
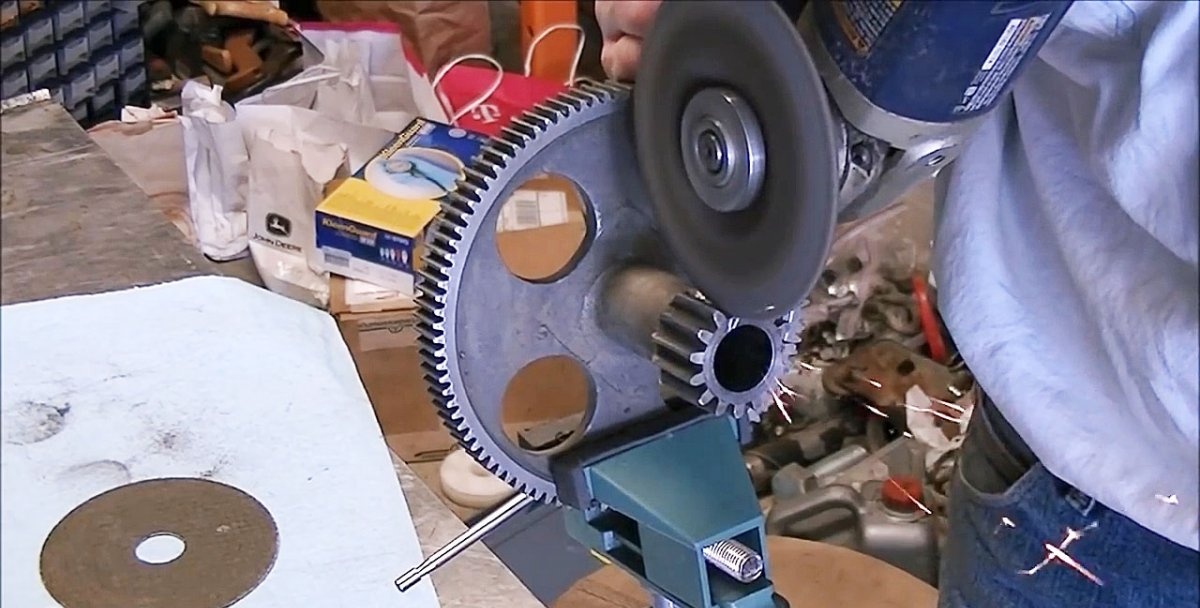
I slutändan kan du grova basen med en borr för att grova basen. Detta ger en mer hållbar anslutning av det avsatta materialet med gjutjärn.


Lödningsprocess
Det börjar med en grundlig och enhetlig uppvärmning med en gas-acetylenbrännare, både lödningsplatsen och de närliggande delarna av växeln. Annars ökar sannolikheten för sprickbildning i gjutjärndelen.
Därefter värms platsen för lödning och en lätt kisel (silikon) bronsstång upp röd, som efter uppvärmning sänks ned i en behållare med flöde, bestående huvudsakligen av borax med tillsats av en liten mängd magnesium.
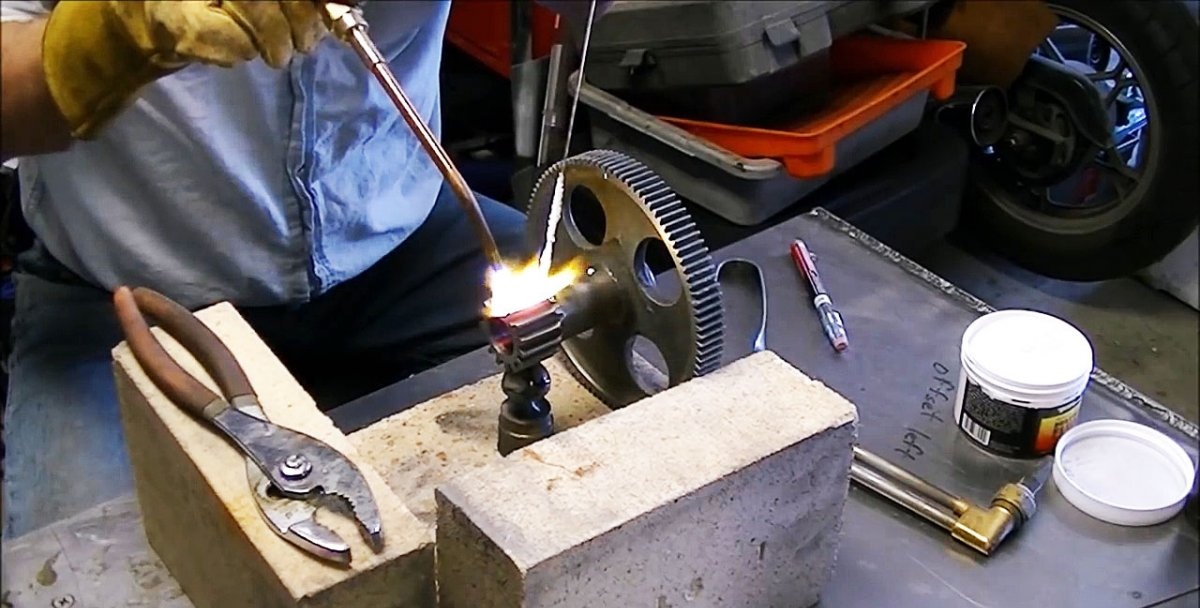
Därefter placeras en silikonbronsstång belagd med ett flöde ovanför kaviteten och smälts med hjälp av lågan hos en gas-acetylenbrännare. Denna operation fortsätter tills det kiselhaltiga bronslödet fyller hela hålvolymen mellan intilliggande hela tänder.
I slutet av detta steg, så att lödningen inte spricker från snabb kylning, täcker vi den återställda delen med ett fiberglassvetsfilt och låter det svalna långsamt under önskad tid.

Processen för bearbetning av ändarna på växeln med lödning

Vi klämmer fast kugghjulet i svarvens chuck och sätter med hjälp av mäthuvudet blocket med minsta möjliga körsträcka, slår växeln från en eller annan sida med en mallet om det behövs.
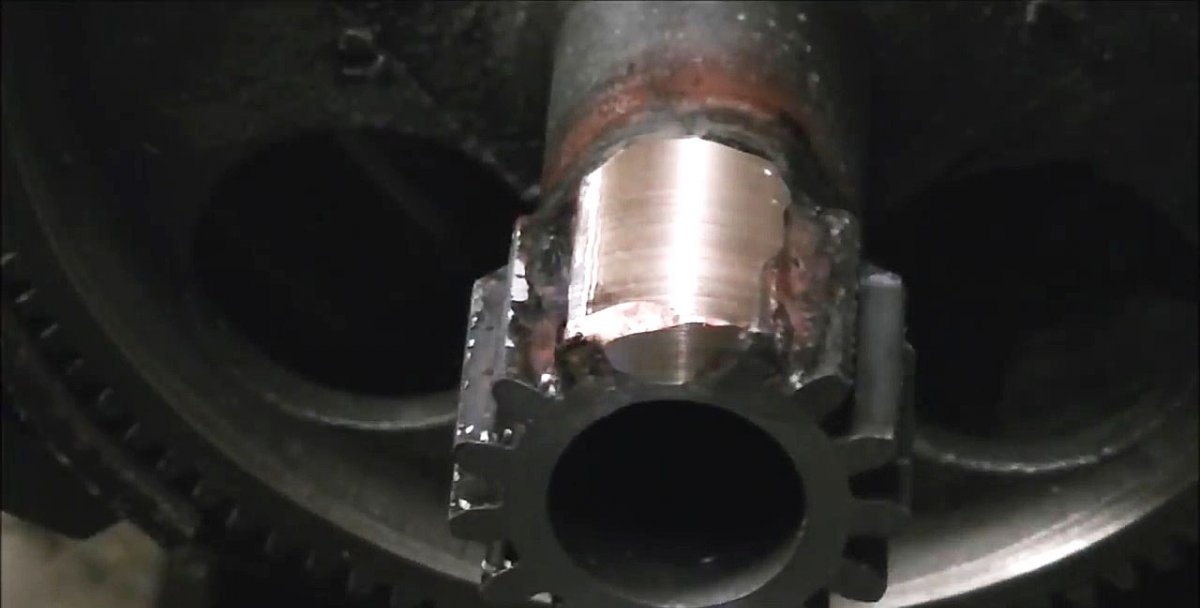
Med hjälp av fräsar tar vi bort tillströmningen av lödning, som sticker ut utanför änden på växeln. I slutet av slipningen med sandpapper slipar vi bearbetningsplatserna.


Förberedelse av blocket och fräsar för arbete
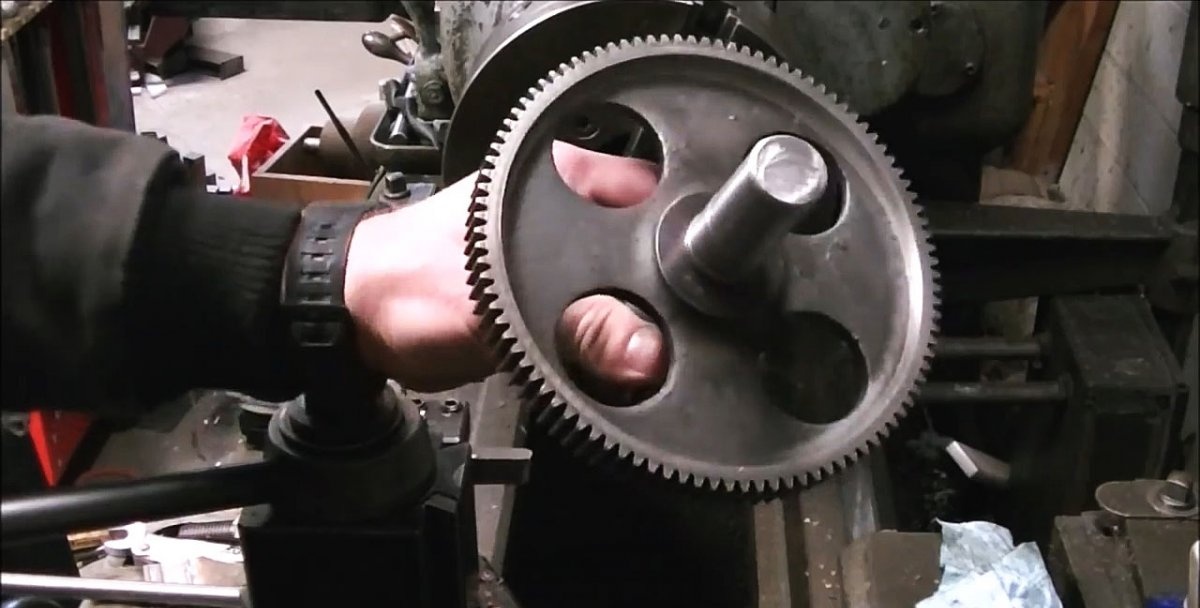
Växelblocket och växlarna är monterade på en svarv på en förberedd axel genom att dra åt muttern och det cylindriska anslaget.

För att skapa en hållare för frässkäret tar vi en stålstång med en viss längd och lite större i diameter än hålet i verktyget. Vi klämmer fast den i svarvens chuck och från ena änden borrar vi först ett litet hål med en mittborr, som vi sedan utvidgar med en spiralborr till önskad storlek.
Därefter fixar vi kranen och sätter den i hålet på stavens ände. Ta tillbaka headstocken och klipp av tråden för hand och vrid kranen med ratten. I den resulterande gängan skruvar vi en hemmagjord bult med ett platt cylindriskt huvud och två symmetriskt placerade rektangulära utskärningar i förhållande till stavens mitt för att gripa med en speciell nyckel.

Sedan avslutar vi stången på andra sidan och borrar den till önskad längd under diametern på fräsmaskinens spindel. Vridning utförs med en periodisk kontroll av diametern för att inte försvaga storleken. I slutet slipar vi vridområdet med en sladdband och torker av det med en trasa.
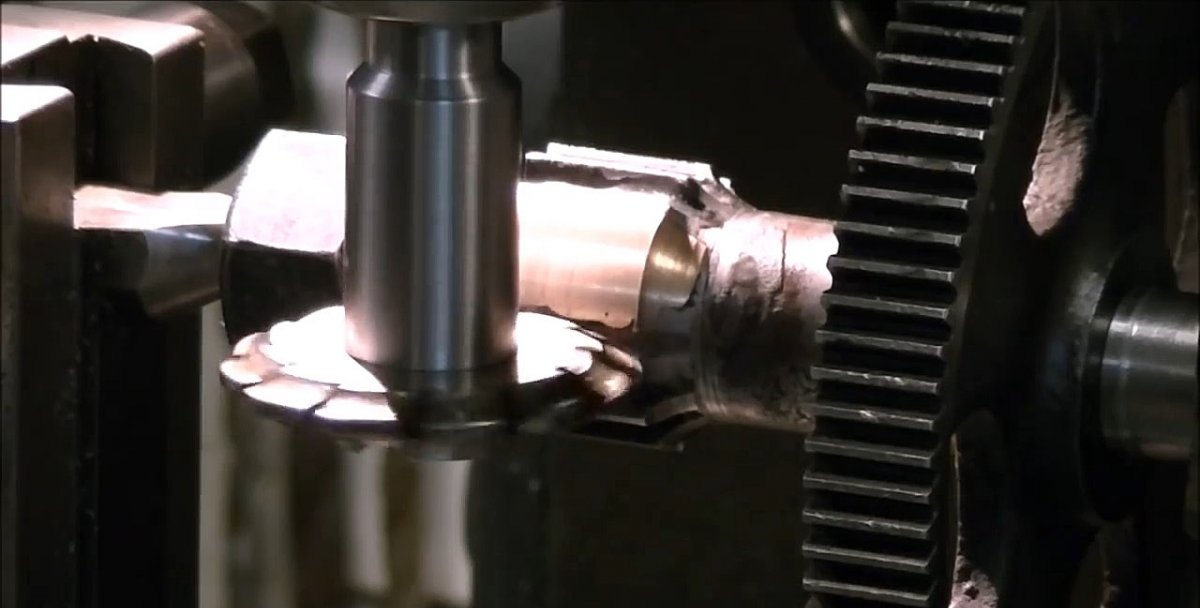
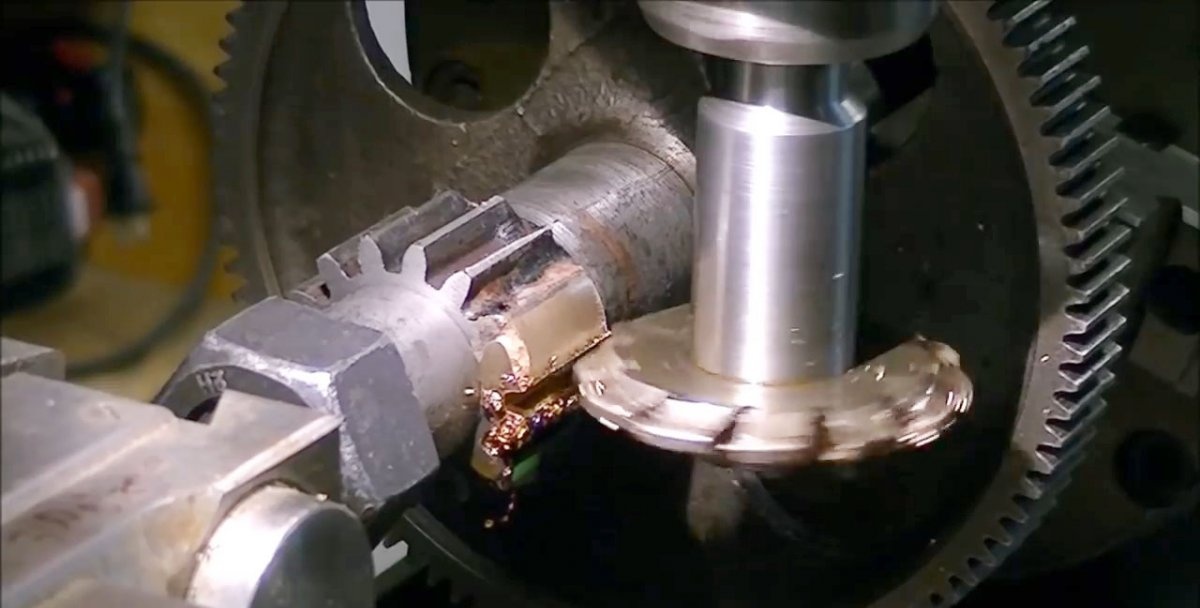
Tandprofilbildning
Vi fixar fräsens hållare i fräsmaskinens spindel och slipar stången till storleken på hålet i kvarnen och mäter regelbundet diametern med en mikrometer. I slutet, slipa spåret med sandpapper och torka av med en trasa.
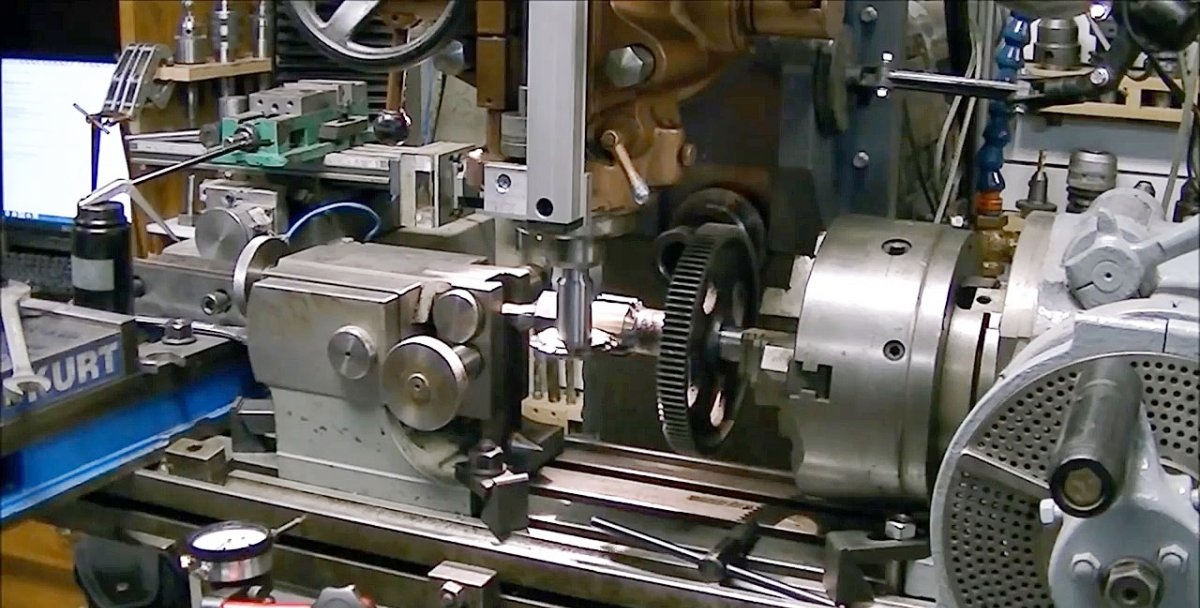
Vi sätter skäret på hållaren och fixerar det på änden med en fixeringsbult, först för hand och i slutet med en speciell nyckel med en skruvmejsel. Installera uppdelningshuvudet och skaftet på fräsmaskinens skrivbord. Genom att spänna en perfekt jämn stålstång mellan dem utsätter vi dessa noder för att säkerställa maximal anpassning i vertikala och horisontella plan. För att göra detta, använd mäthuvudena och justera positionen för halstocken relativt delningshuvudet. Efter exponering är dessa noder säkert fästa vid bordet på fräsmaskinen.
Den viktigaste operationen är den exakta justeringen av skäret med avseende på redskapet som återställs. För detta använder vi en bromsok, en mikrometer, en metall linjal.
Dela huvudets kännetecken med antalet tänder och få antalet varv på handtaget per 1 tand. Vanligtvis erhålls ett bråknummer. Då är detta värde i cirkeln på delaren.
Nu kan du sätta på spindeln på fräsmaskinen och börja bilda ett av hålen i den återställda tanden. Detta görs bäst i 2-3 passeringar för att inte skada ytan. När du bildar en tand är det nödvändigt att ta bort partiklar av materialet som skärs från skäret och smörja verktyget. Därefter drar vi tillbaka skäret och vrider växeln exakt ett steg med ett delningshuvud och upprepar föregående operation igen.


En kommentar
Varför ta kiselbrons för att bilda en tand på gjutjärn? Är det inte mer tillförlitligt att brygga en hålighet mellan tänderna med en gjutjärnelektrod och sedan bearbeta den med en kugghjul?
Om du gör detta, på grund av den höga temperaturen skapas gjutjärn "blekmedel" och områden som praktiskt taget inte är tillgängliga för mekanisk bearbetning. Silikonbrons liknar styrka som grått gjutjärn och i draghållfasthet ännu högre. Dessutom är dess bearbetning, som vi har sett, inte svårt alls.








