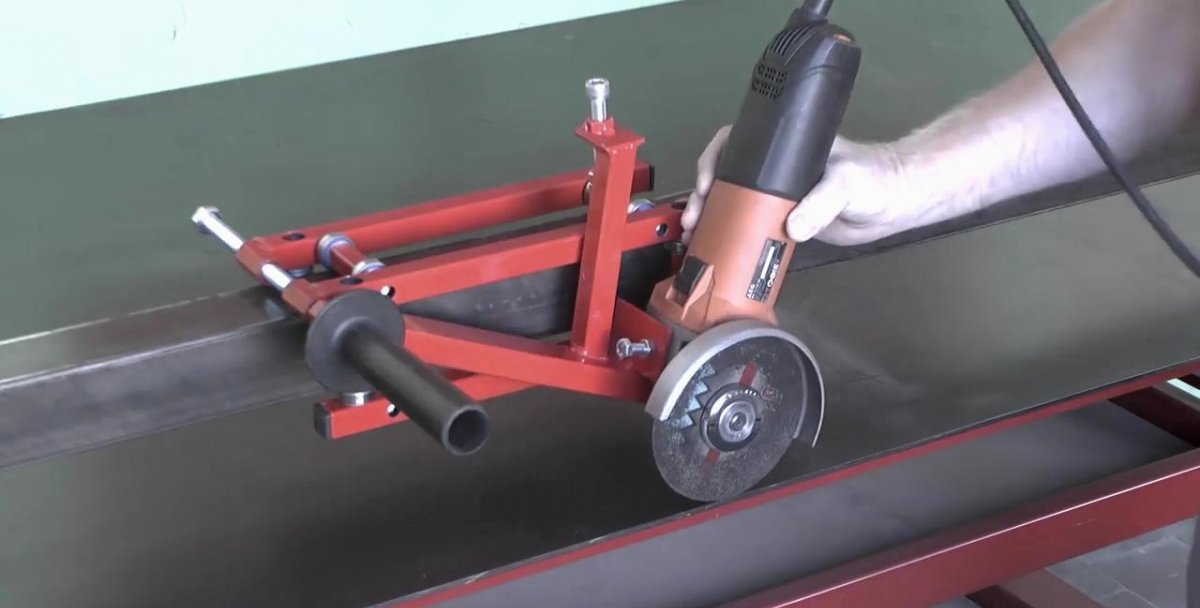
Du kan få en fullfjädrad maskin för att skära plåtmaterial även med marängen från en vanlig kvarn, vilket jag kommer att demonstrera. Jag gjorde en linjär guide, med vilken du kan skära metall, trä, plast och till och med keramiska plattor. Den är relativt billig att tillverka, tar liten plats och är mångsidig.
Bortkastade material
För att göra ett stativ för en vinkelslip enligt mina mått behöver du:
- profilrör 40x20mm – 0,32 m;
- profilrör 20x20 mm – 1,38 m;
- profilrör 15x15 mm – 0,34 m;
- remsa 40 mm – 0,14 m;
- remsa 20 mm – 0,16 m;
- lager 100-serien – 16 st.;
- M10 bultar för sexkant 75 mm – 8 st.;
- nötter M10 – 12 st.;
- brickor 10 mm – 32 st.;
- långa muttrar M12 – 3 st.;
- lång mutter M10;
- M12 bult med full gänga 200 mm;
- bultar M10 40 mm – 2 st.;
- 70 mm helgängad sexkantskruv;
- pluggar för profil 20x20 – 6 st.;
- pluggar för profil 40x20 – 1 st.;
- profilrör 50x50 för styrning – 2 m eller mer.
Tillverkning av guide och vagn

Först måste du göra en rullvagn för den linjära styrningen. Ett profilrör med ett tvärsnitt på 20x20 mm kommer att användas som grund. Du behöver 4 ämnen 300 mm långa.

Nu måste du borra genom hål för framtida anslutning av delar. Deras centrum är belägna 25 mm från varje kant av profilrören. Du behöver en borr med en diameter på 11 mm.
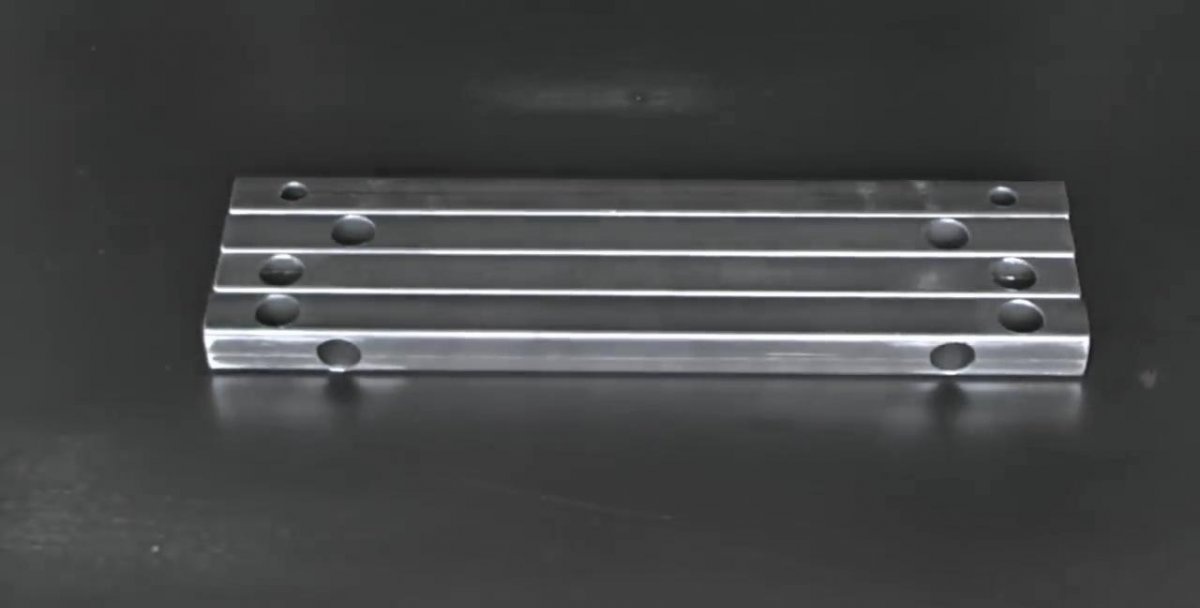
Vänd den belagda profilen över till andra sidan och dra tillbaka 50 mm, liknande genomgående hål görs på varje sida. En 11 mm borr används.
För att dölja de bultar som används senare vid montering av vagnen måste de genomgående hålen i arbetsstyckena göras färdiga. För att göra detta måste en vägg av varje profil borras med en borr med en diameter på 17 mm. På så sätt fullbordas alla 16 hålen, de återstående 16 intill dem förblir orörda.

Nu måste du göra en axel för att säkra själva kvarnen. För detta ändamål används ett 40x20 profilrör med en längd på 300 mm.

För att kunna justera skärdjupet i framtiden krävs ytterligare ett justeringselement. Den är gjord av ett 20x20 mm profilrör. En sektion 160 mm lång förbereds. Dess ändar skärs i en vinkel på 45 grader. Du kan skära med ögat, eftersom noggrannheten inte är så kritisk.
Från ett profilrör med ett tvärsnitt på 15x15 mm måste du skära små distanser 40 mm långa. Totalt krävs 8 stycken.

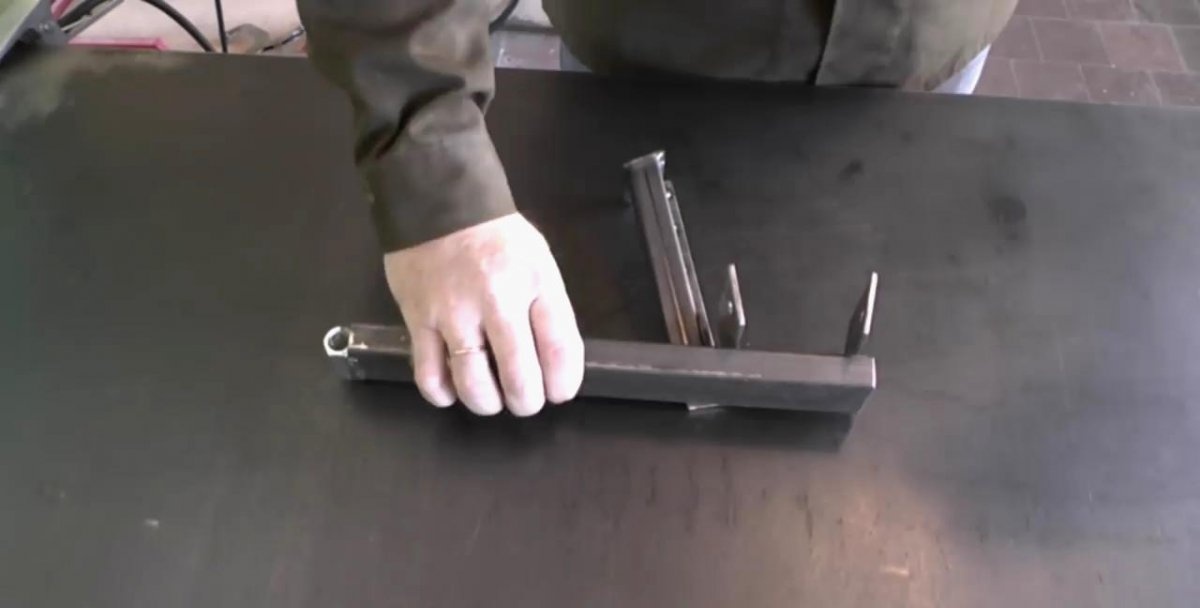
När du är klar med dessa ämnen är det dags att montera dem tillsammans. En M12-bult med en solid gänga 200 mm lång kommer att användas som anslutningsögla. 3 långa M12 muttrar skruvas på den.
Efter att ha fäst bultarna med muttrar med klämmor på bordet måste du fästa ämnen från ett par 20x20 profiler och en 40x20.Rören ska svetsas till muttrarna.

Från en stålremsa 40 mm bred måste du skära 2 stycken 50 mm långa. Borra ett hål i mitten närmare kanterna med en 11 mm borr.
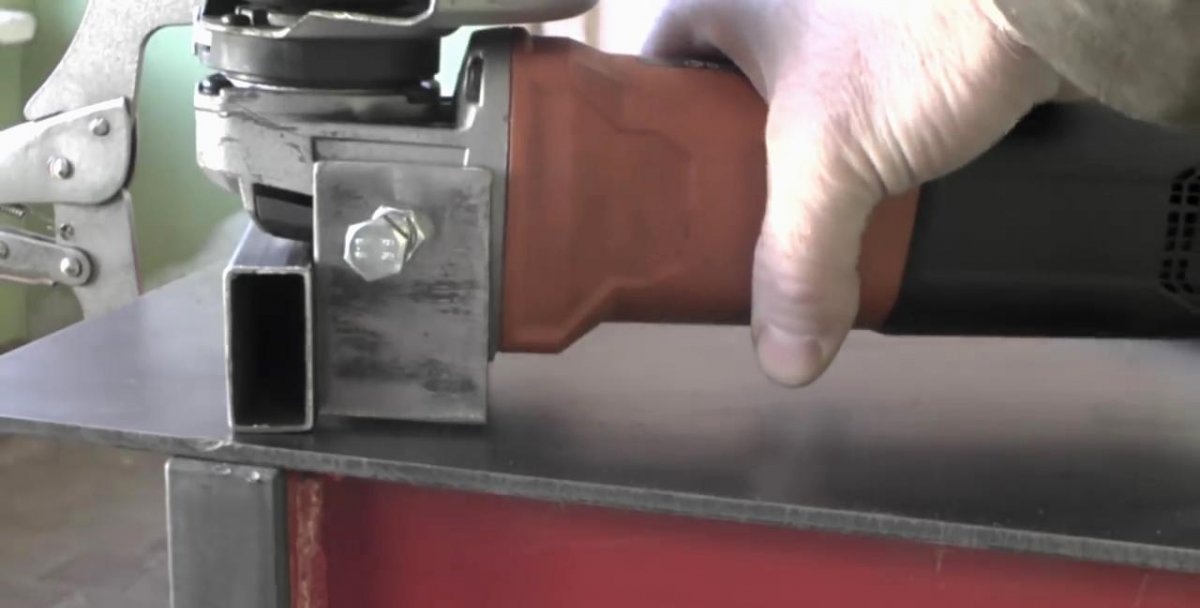
Plåtarna måste skruvas fast i kvarnens växellåda i standardhålen som används för att fästa handtaget. I vissa verktyg kan dessa hål göras för M8-bultar, vilket måste beaktas. För tillförlitlighet måste M10 40 mm klämbultar vara utrustade med muttrar. Bultarna skruvas in i växellådan genom plattorna och dras åt med muttrar.
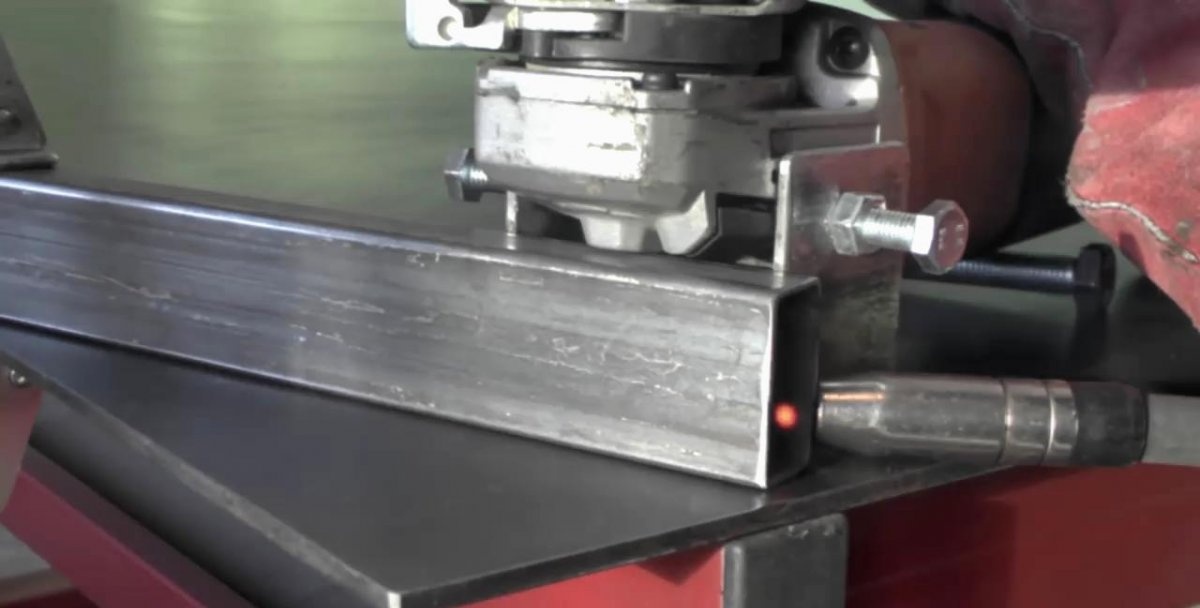
Du måste fästa kvarnen med plattorna till arbetsstycket från 40x20 mm profilen och svetsa den. Efteråt kan verktyget tas bort för att inte orsaka skada när fästet redan är ordentligt svetsat.

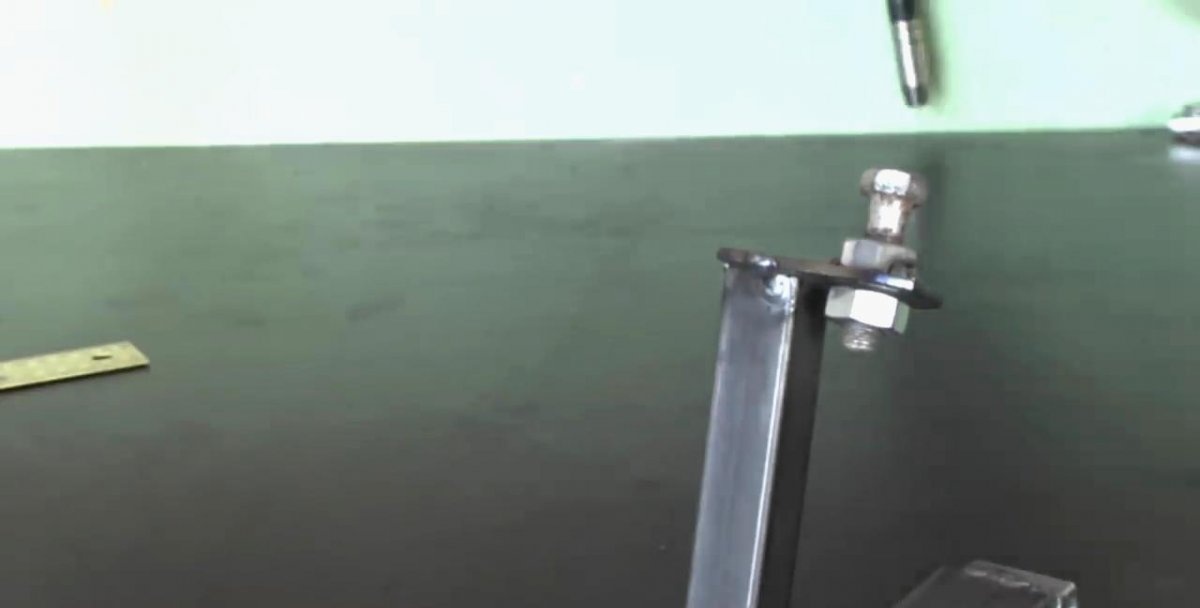
Med ett öga, ett steg tillbaka lite från fästningen av plattorna, kokas ett tidigare gjort arbetsstycke från en 20x20 profil med en längd på 160 mm ner. En plugg svetsas på sin fria ände från samma remsa som fästet för vinkelslipen. Ett hål borras på plattans utskjutande öra och en M10-mutter svetsas fast på den. För att stärka strukturen måste ytterligare ett stålband 160 mm långt, även sågat i 45 grader, svetsas fast på sidan av profilen.

Nu är svetsarbetet helt klart och du kan påbörja monteringen. Det är dags att måla delarna.


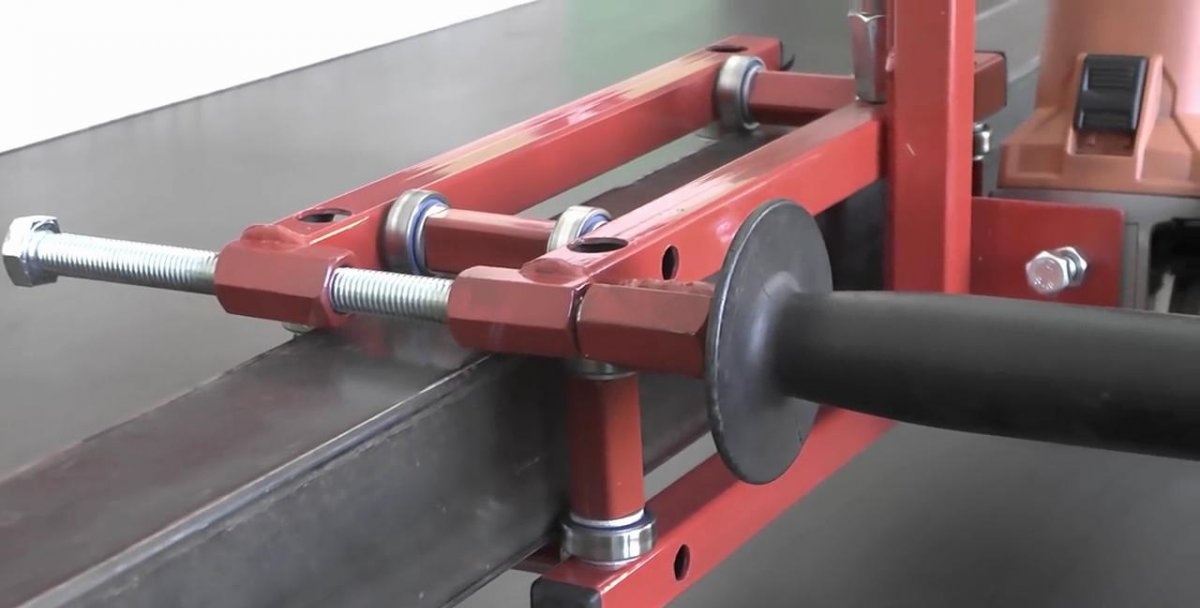
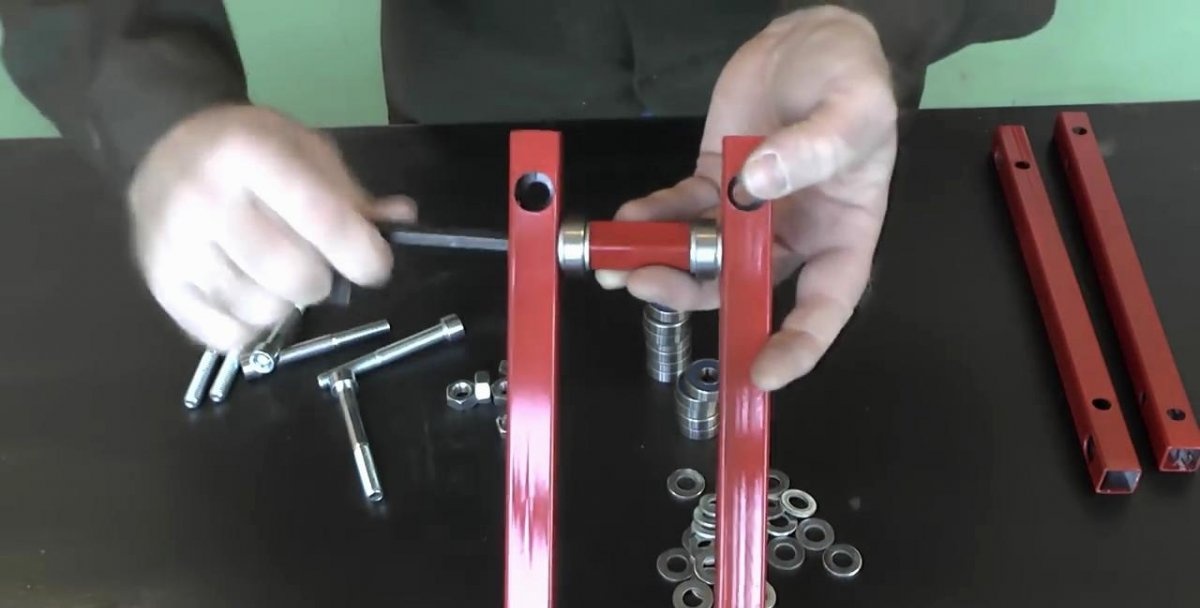
Det är dags att montera ihop vagnen. För att göra detta behöver du M10 sexkantskruvar 75 mm långa. Det är nödvändigt att dra ihop 20x20 mm profilrörsämnen. Samtidigt bildas en paj mellan dem: bricka, lager, bricka, distans, bricka, lager, bricka. Genom att upprepa detta 7 gånger till blir resultatet en färdig vagn.

Nu måste du montera axeln för själva kvarnen. Den skruvas fast med bultar och pressas med muttrar.När du monterar denna enhet måste du dra åt gängorna väl så att verktyget inte lossnar under drift.

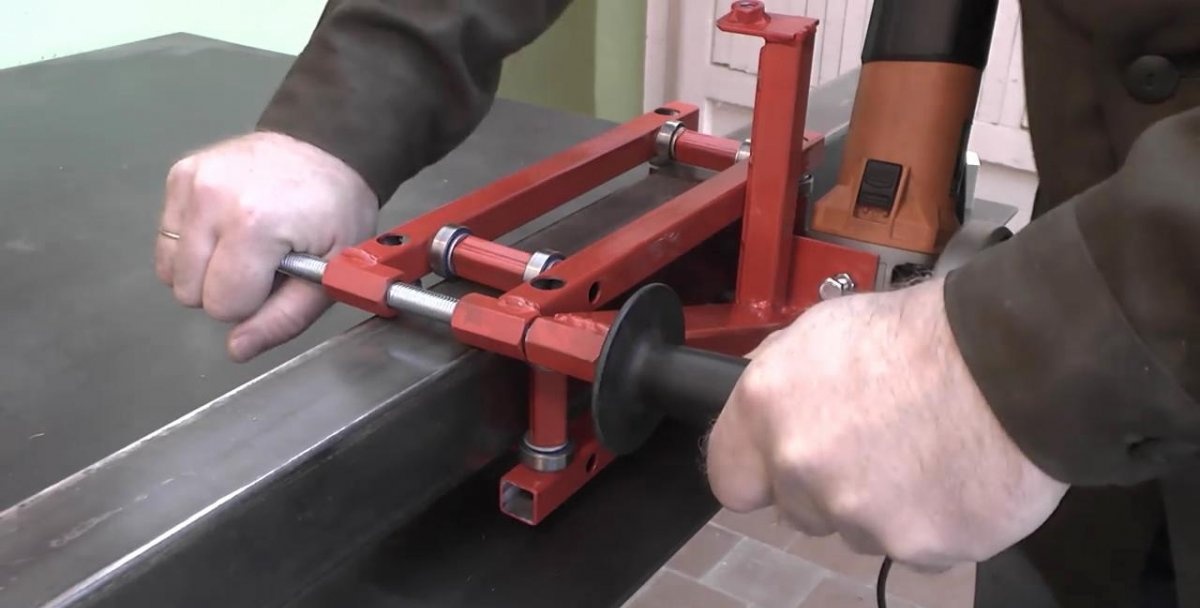
Vagnen är monterad på ett styrprofilrör 50x50 mm, som den faktiskt är gjord för. Allt som återstår är att skruva i den långa bulten och därmed förbinda armen med kvarnen. Bulten får inte dras åt hela vägen så att det finns plats i den långa armmuttern för att säkra ett standardverktygshandtag.

Nu måste du installera en mekanism för att justera skärdjupet. För att göra detta måste du skruva en M10-bult 70 mm lång under en sexkant med en solid gänga i ögat på den vertikala profilen på vinkelslipens arm. Eftersom jag inte hade hårdvara av lämplig längd förlängde jag den med en lång mutter och en låsmutter.
För att ge strukturen ett färdigt utseende skadar det inte att sätta plastpluggar i ändarna av profilrören.


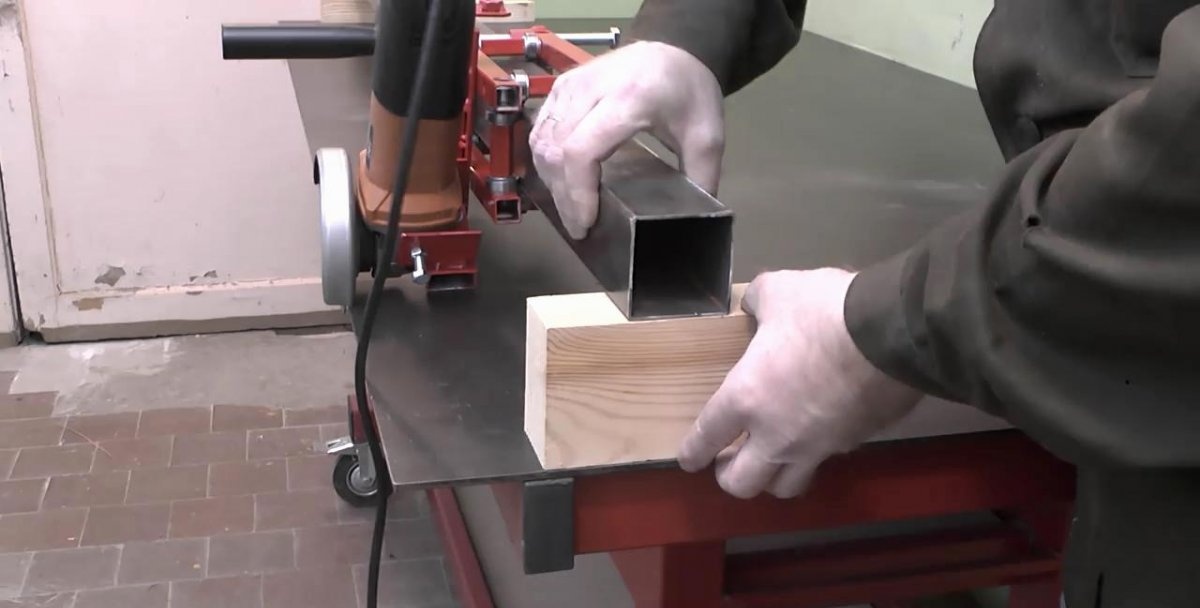
Linjärstyrningen med rullvagn är helt klar att användas. Dess höjd justeras genom att fodra den med träklossar. Verktyget är placerat längs kanten av bordet. Arbetsstyckena för skärning pressas med ett par metallklämmor. För enkelhetens skull kan du utföra skärning i flera omgångar, varje gång du lägger till skärdjupet.