Топлотна енергија се може постићи ротацијом једног дела, док је други непомичан, или ротирањем у супротном смеру. Штавише, делови се морају истовремено притискати један према другом с константном или све већом силом од почетка до краја. Процес се завршава нацртом и брзим заустављањем ротирајућег дела.

У поређењу са, рецимо, заваривањем шаком, поступак који се заснива на трењу има бројне оперативне предности:
- много смањени трошкови енергије;
- заварени спој је увек поуздан, јер зависи само од термофизичких карактеристика заварених производа;
- није неопходна посебна припрема споја који се спаја, јер се на почетку процеса накупљају каменци, рђа, масти и масти;
- кршење паралелности радних комада до углова од 6 ± 1 степен не утиче на квалитету везе;
- одсуство негативних фактора у облику ултраљубичастог зрачења и штетних емисија гасова;
- једноставност технолошке опреме, лако подложна рутинском одржавању, механизацији и аутоматизацији.
Процес заваривања трењем на токарилици
Заваривање челика
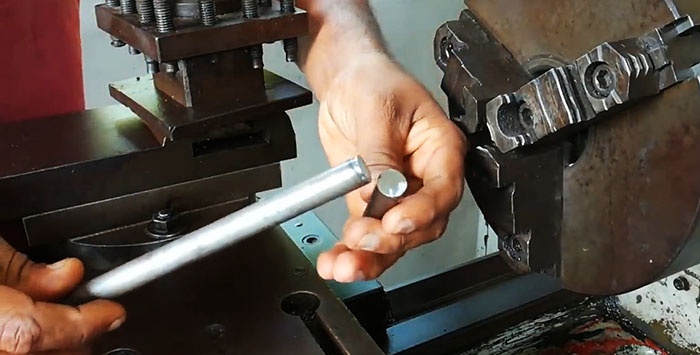
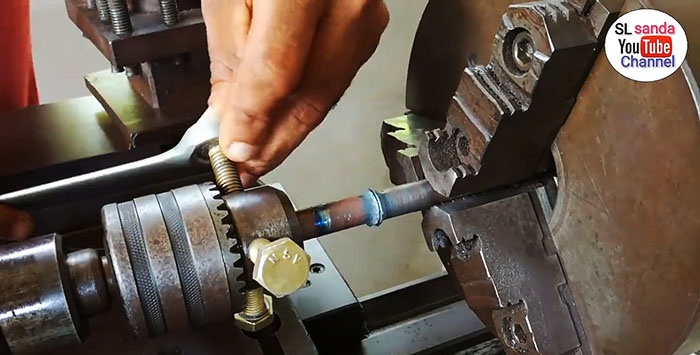
У главицу и главицу машине причвршћујемо металну шипку, чији пречник треба да буде већи од 3,5 мм, али мањи од 200 мм. Могу бити и челик, алуминијум, бакар, бронза или од различитих метала:
- челик и алуминијум;
- челик и бакар;
- алуминијум и бронза итд.
Комбинације материјала могу бити веома различите, чак и не могу се заваривати на уобичајени начин. За заваривање трењем у овом погледу, нема ограничења.
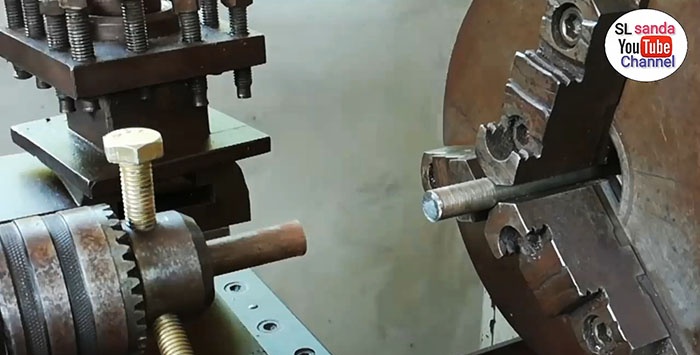
У нашем случају причвршћујемо шипку у главном делу помоћу три вијка завртња у рупама кертриџа, равномерно распоређених око обима кроз 120 степени. Уз њихову помоћ извршимо поравнање у односу на штап закачен у патрону затезањем или отпуштањем једног или другог вијка.
На крају шипки доведемо чело до краја и причврстимо га или држимо руком како бисмо повећали силу стезања током поступка заваривања, што захтева технологија ове методе заваривања.
Укључујемо машину, услед чега се шипка стегнута у глави машине почиње да се окреће. У нашем случају, шипка фиксирана у главној глави је фиксна, али у принципу може да се окреће у супротном смеру, што би смањило време процеса.
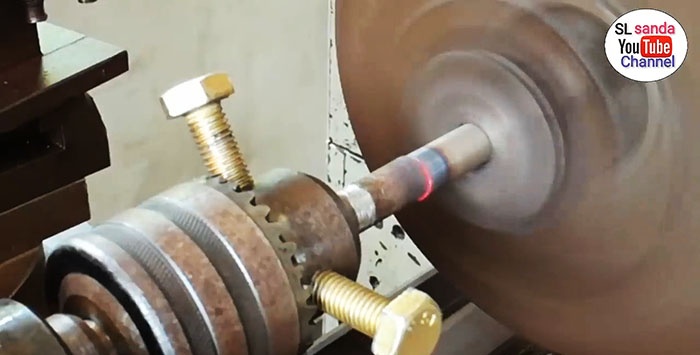
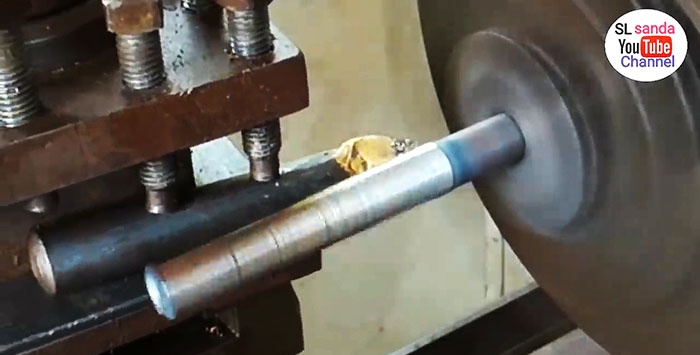
Ускоро ћемо видети боје дисколорације које су почеле на месту контакта шипки и шире се дуж њих у супротним смеровима, што је директан знак брзог загревања метала као резултат трења.
Након кратког времена, метал у контактној зони ће се светлити и почети да се истискује у облику прстенасте формације изван граница димензија шипки. У овом прстену такође ће се појавити налет: скала, незапаљиво мазиво, чврсте нековинске инклузије, итд.
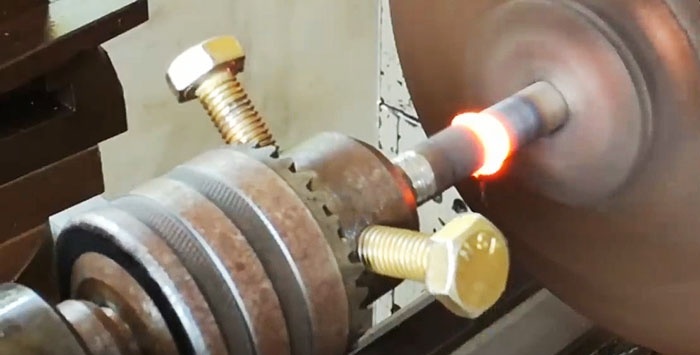
У тренутку најсјајнијег сјаја контактне тачке, машина се мора нагло искључити како би се метал могао поставити на два штапа. Штавише, ако узглавље није било фиксно, потребно је постепено повећавати притисак на њега како би се компензовала запремина истиснутог метала у контактној зони и остварила јача и боља веза.
Након што сачекате да луминисценција престане (а то је знак потпуне заседе метала), можете отпустити вијке за причвршћивање и уклонити потпорну главу. Сада остаје само да проверите квалитет заваривања трењем.
Да бисте то учинили, поново укључите машину и пронађите мало ударање завареног штапа - последица нетачног поравнања приликом инсталирања на почетку. Ова грешка се уклања окретањем заједно са уклањањем екструдираног бура у контактној зони.

Дубљи утор метала указује на то да се у зони заваривања две шипке не виде карактеристике. Чини се да ово није место контакта две шипке, већ тело једног од њих.

Обављамо следећу контролу квалитета трењем заваривањем. Спојене шипке на овај начин учвршћујемо у пороку и употребљавамо брусилица у контактном подручју за израду „полица“, а опет смо убеђени у једноличност метала, што такође указује на квалитет заваривања.

Прикључак за вијак

Заваривање трењем може се користити за спајање вијчана масовне производње са главама. Поступак се не разликује од поступка са шипкама: један вијак је закачен у стезаљку машине, а други - заглављивање.
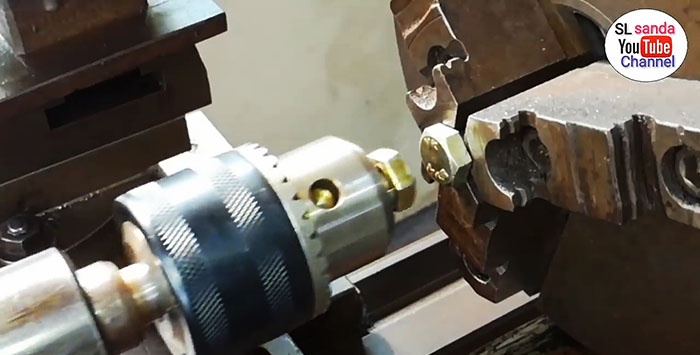
Коришћењем последњих вијака главе доводе у контакт, а машина се покреће. Такође је потребно повећати силу стезања и искористити тренутак заваривања како би се погон на време искључио.
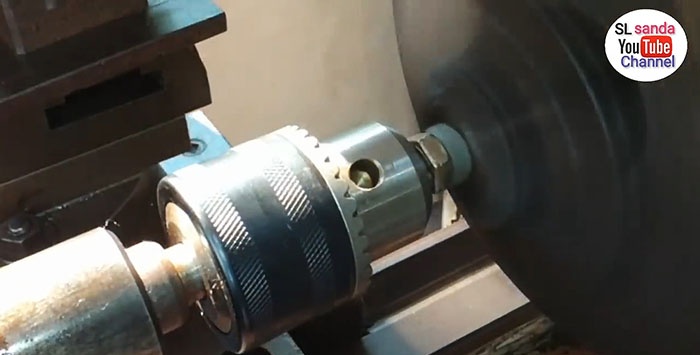
Трење заваривање може комбиновати материјале које је друге врсте тешко заваривати или их уопште не заваривати: челик и алуминијум, аустенитни челик и бисерни. Уз његову помоћ, пластични се затварачи такође лако повезују.
Прорачуни и пракса употребе трећег једињења показују да је ова метода погоднија за радне комаде чији пречник лежи у опсегу од 6-100 мм. Заваривање шипки пречника више од 200 мм економски је неисплативо, јер ће за процес требати велика снага (0,5 хиљада кВ) и аксијална сила (3 × 106 Н). На овај начин неће радити повезивање шипки пречника мањег од 3,5 мм због потребе да се обезбеде високи обртаји (200 о / мин) и потешкоће у одређивању тренутка искључивања погона.








