Aby ste minúť peniaze, môžete sa sami pokúsiť vyrobiť príslušenstvo s danými funkciami, pre ktoré potrebujete minimálne základné zámočnícke zručnosti, ako aj zásoby niektorých nástrojov a materiálov.

Bude potrebovať
V nadchádzajúcej práci nám pomôžu tieto nástroje a zariadenia:
- vŕtačka alebo elektrická vŕtačka;
- vŕtačky s požadovaným priemerom;
- elektromechanické šmirglové koleso;
- lavička;
- Píla na kov alebo brúsku;
- súprava rozperiek (kusy rúr s hrubými stenami rôznych dĺžok);
- nástavec pre objímku zveráka (kus vhodnej rúry).
Na vytvorenie potrebného nástroja, akési medzery, používame pracovnú časť imbusového kľúča (imbusový kľúč, imbusový kľúč) s pracovnou časťou vhodného prierezu. Je určený na dotiahnutie a uvoľnenie skrutiek s valcovou hlavou a šesťhranným vybraním.
Proces vytvorenia nástroja pre šesťhrannú dieru
Táto etapa je najzodpovednejšia a najdôležitejšia, pretože kvalita navrhovanej šesťhrannej diery v kovu bude závisieť od spoľahlivosti a rozmerovej presnosti plánovaného otvoru.
Pracovný postup by mal byť približne nasledovný:
1. Zvyčajne hex kľúče majú tvar L. Krátku časť (rukoväť) odrežte pílou na kov alebo brúsku.
2. Z plochej (pracovnej) časti vytvarujeme obrobok s dĺžkou 50 až 75 mm, v závislosti od priečnej veľkosti budúceho nástroja.

3. Použitím vhodných prostriedkov (šmirgľové koleso, veľmi tvrdý pilník) dávame obrobku tvar ľahkého rovnomerného kužeľa, ktorý zachováva rovnaký rez v ktorejkoľvek časti po obvode.
4. Pomocou okrajov šmirgľového kolesa vytvoríme tri až päť priečnych krúžkov.

Sú potrebné na zlepšenie rezných vlastností zariadenia a akumulácie (zadržiavania) kovu odstráneného počas spracovania.

Proces formovania šesťhranných otvorov
Túto prácu vykonávame v nasledujúcom poradí:
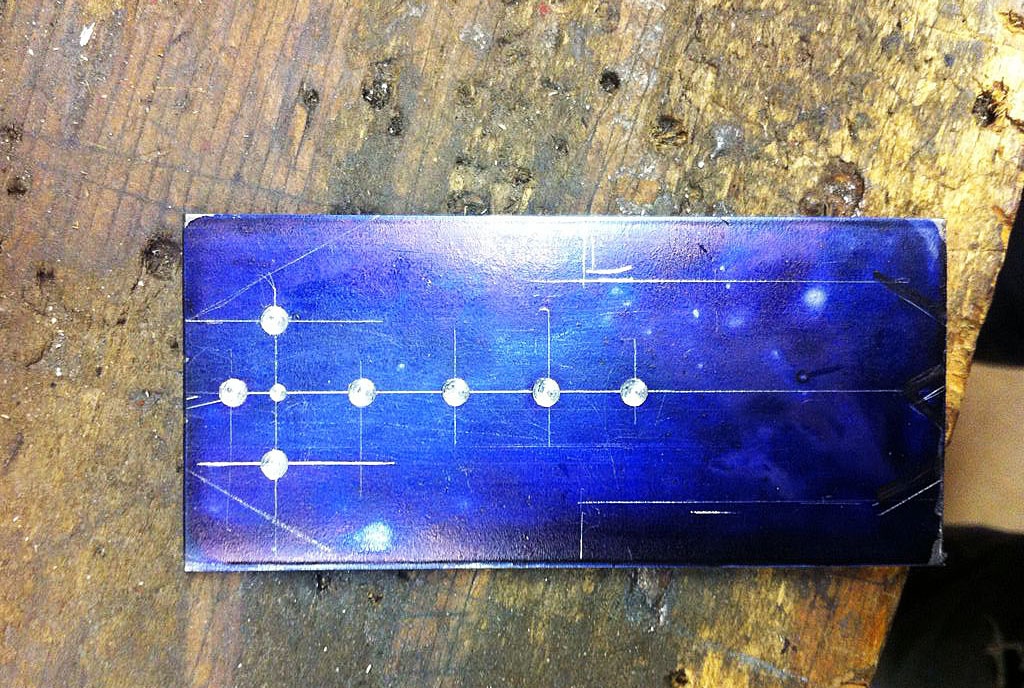
1. Najskôr je potrebné vŕtať do vŕtačky alebo vŕtačky do kovu, pomocného otvoru s priemerom, ktorý sa dá vypočítať z veľmi jednoduchého vzťahu získaného experimentálne:
Dvsp.otv. = Dshstgr. × 1 020, kde D - priemer pomocného otvoru, Dшггр. - hrúbka (veľkosť) šesťuholníka.
Napríklad, ak je hrúbka 15 mm (vzdialenosť medzi protiľahlými plochami), priemer predbežného otvoru by mal byť: 15 mm × 1 020 = 15,30 mm.

2. Vodiacu časť domáceho náradia vložte do vyvŕtaného otvoru v kovovej časti a z dôvodu spoľahlivosti ľahko zasuňte kladivo do opačného konca.

3. Výsledná štruktúra (kovová platňa s v nej pripevneným nástrojom, ktorý tvorí šesťuholníkový otvor) je umiestnená medzi čeľusťami zveráka a nastavuje rozperu vhodnú pre dĺžku rozpery na prijímanie domáceho náradia na výstupnú stranu výtlačku.

4. Posúvame čeľuste zveráka a otáčame golierom.V prípade veľkého odporu sme nasadili predlžovací kábel, aby sme zväčšili rameno a podľa toho aj zvieraciu silu. Pokračujeme v tomto procese, až kým protlačka úplne neprejde kovovou platňou.

5. Uvoľnite čeľuste zveráka a vyraďte z formovaného otvoru v protismere tŕň s kladivom. Aby sa zlepšila kvalita otvoru, tlačíme naťahovací pás na druhej strane v rovnakom poradí ako v odseku 4.

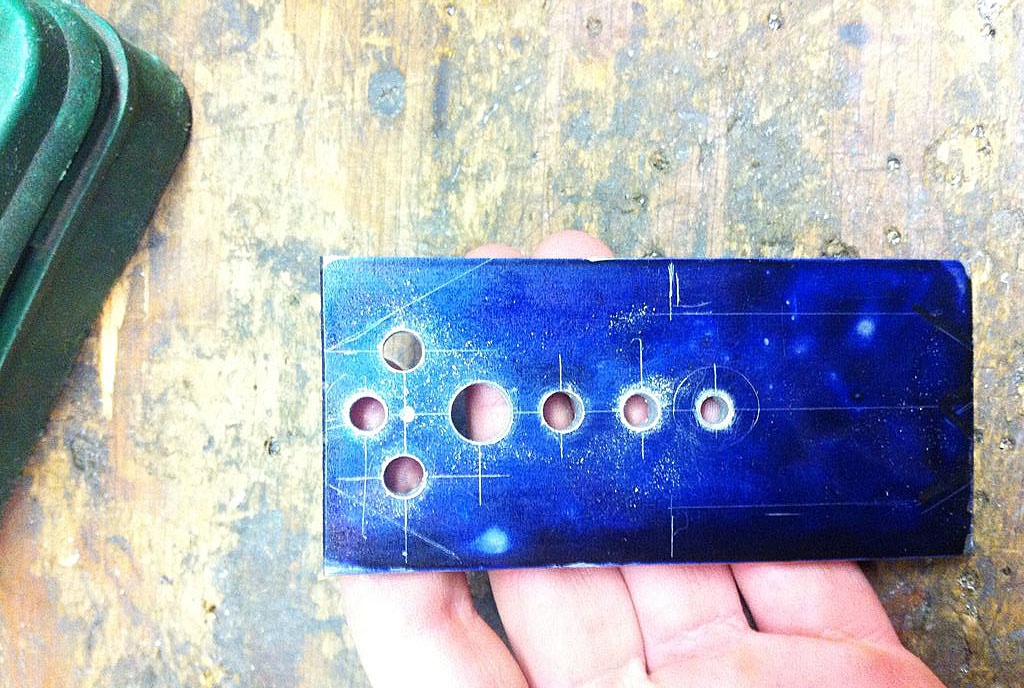
6. Konečná operácia spočíva v odstránení zvyškových kovových častíc a výsledných otrepoch. Na to môžete použiť brúsku, pilník a brúsny papier.
Kov, v ktorom sa chystáme vyrobiť šesťhranný otvor, by nemal byť tvrdší ako materiál pracovnej časti imbusového kľúča.