
Będzie potrzebował
Jeśli dysponujesz frezem pierścieniowym o odpowiedniej średnicy (inna nazwa wiertła rdzeniowego, drążonego lub pierścieniowego), wówczas praca z powierzchniami zakrzywionymi, zwłaszcza cylindrycznymi, staje się znacznie łatwiejsza i bardziej produktywna.
Będziemy także potrzebować napędu narzędzia, takiego jak wiertło, kilku zwykłych wierteł krętych o różnych średnicach i środka do chłodzenia wiertła podczas pracy. Może to być specjalny płyn do cięcia, odpowiedni olej maszynowy lub, powiedzmy, uniwersalny smar WD-40.

Algorytm procesu wiercenia z wykorzystaniem korony
Wiercenie powierzchni rury należy prowadzić ściśle wzdłuż średnicy, w przeciwnym razie osiągnięcie pozytywnego wyniku końcowego będzie niemożliwe.
1.Za pomocą markera zaznaczamy na końcu rury miejsce, w którym średnica przecina się ze ściankami produktu (jest na to wiele metod i urządzeń).
2. Zamontuj rurę tak, aby jeden ze znaków znajdował się dokładnie na górze. Za pomocą miarki odmierz wymaganą odległość od niej wzdłuż tworzącej i zaznacz ją markerem.

3. Zaciskamy rurę w imadle i wbijamy w zaznaczony punkt za pomocą rdzenia i młotka.

4. Odwróć rurę w imadle na drugą stronę, zaznacz punkt przeciwny do pierwszego i również go zaznacz.
5. Za pomocą cienkiego wiertła i wiertła wywierć otwory w dwóch wyznaczonych punktach rury.
6. Następnie w jednym przejściu wiercimy je wiertłem o większej średnicy, ponieważ jest tam górna prowadnica i dolny otwór centrujący.

7. Po wymianie wiertła krętego w uchwycie wiertarskim na koronę z wiertłem centrującym, obróć rurę w imadle o 90 stopni tak, aby otwory prowadzące były poziome. Umożliwi to zastosowanie większej siły podczas pracy z koroną.

8. Ponieważ wiertło pierścieniowe podczas pracy bardzo się nagrzewa, w celu jego ochłodzenia i ułatwienia procesu należy obficie nasmarować zęby robocze i przylegający pas miskowy po okręgu uniwersalnym smarem WD-40.
9. W przygotowany wcześniej otwór w rurze wkładamy wiertło centrujące koronę i rozpoczynamy proces dodając co jakiś czas smar do korony.

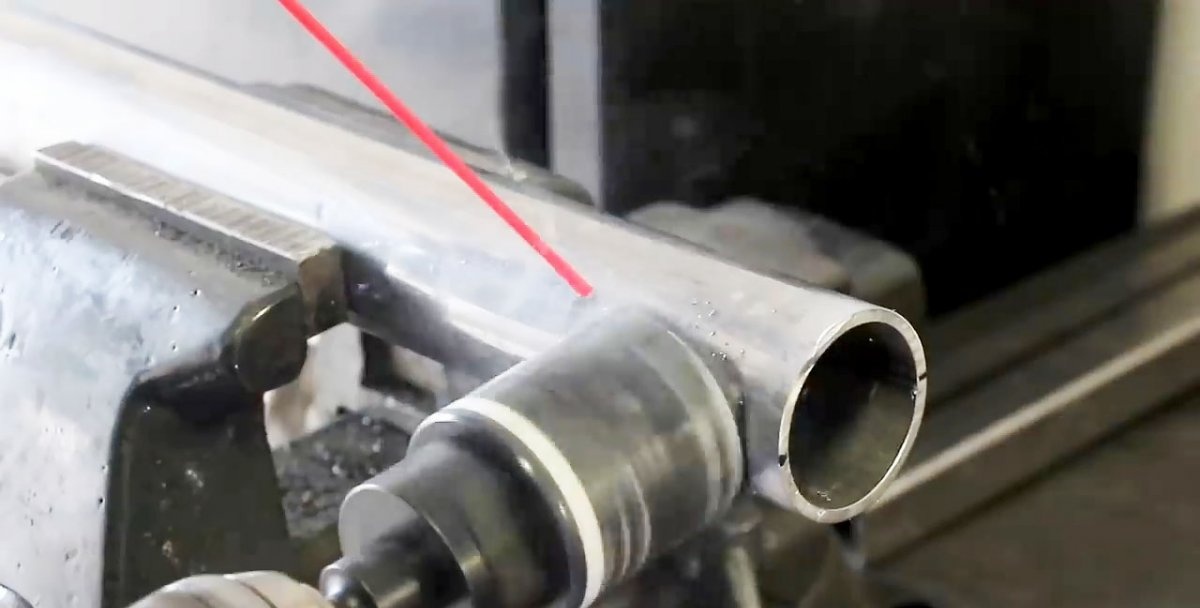
10. Po wyjściu korony z przeciwnej strony rury otrzymujemy wycięcie, które w konfiguracji musi dokładnie pasować do rury o tej samej średnicy, co potwierdza odpowiednia kontrola.

jedenaście.Jeżeli potrzebnych jest kilka rur o tej samej długości, z wycięciami kształtowymi na końcach, wówczas w półfabrykacie rury wiercimy otwory centrujące w równych odstępach od siebie i jedna po drugiej za pomocą wiertarki rdzeniowej uzyskujemy potrzebne półfabrykaty.

Na przykład
Przypominamy, że średnica zewnętrzna wiertła pierścieniowego i obrabianej rury muszą być dokładnie takie same.











