Spośród połączeń rozłączalnych połączenia gwintowane są szczególnie powszechne. W razie potrzeby pozwalają one zdemontować zespół na części bez uszkodzenia, a następnie złożyć je ponownie razem. Z tego powodu różne urządzenia do gwintowania są projektowane i produkowane w dużych ilościach, zarówno przez przemysł, jak i przez wielu rzemieślników.
Poniżej rozważamy wariant maszyny do gwintowania opartej na silniku elektrycznym i zamontowanym na jej osi ciernym nieuregulowanym napędzie w postaci gumowanej tulei.
Niezbędne akcesoria
Aby nie odwracać uwagi od pracy, należy zakupić, znaleźć i przygotować:
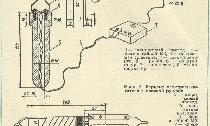
- dwie blachy żelazne o wymiarach 150 × 120 × 20 mm z otworem pośrodku od góry o średnicy 30 mm;
- dwa stalowe dyski o średnicy 200 mm, grubości 10 mm z jednostronną piastą o zewnętrznej średnicy 40 mm i wewnętrznym otworem 25+ mm z trzema promieniowymi otworami z gwintem M8;
- dwie tuleje miedziane lub mosiężne o średnicy zewnętrznej i wewnętrznej odpowiednio 30+ mm i 25+ mm, do wciskania w otwory płytek 150 × 120 × 20 mm;
- kęs na główną oś wykonany ze stali o długości 400 mi średnicy 25+ po toczeniu;
- dwie części rury o długości 100 mm i średnicy: zewnętrzna - 40 mm, wewnętrzna - 25+ mm;
- dwa pręty stalowe o długości 300 mm i średnicy 25 mm (rozmiar końcowy) z nieprzelotowym otworem na jednym końcu z gwintem M10;
- jedna stalowa płytka o szerokości 180 mm, wysokości 150 mm, grubości 8 mm z trójkątnym wgłębieniem pośrodku u góry, aby wyjąć kurek i dwa otwory wzdłuż krawędzi od dołu na śruby M10;
- dwa stalowe narożniki o wymiarach 35 × 35 mm i długości 150 mm z dwoma otworami na krawędziach pod śrubą M8;
- dwa stalowe narożniki o długości 35 × 35 mm i długości 500 mm ze ściętymi końcami pod kątem 45 °;
- ta sama długość wynosi 400 mm;
- blacha stalowa o wymiarach 500 × 400 × 3 mm;
- przełącznik silnika;
- uchwyt zaciskowy z wiertarki elektrycznej;
- sprzęt (śruby, nakrętki, podkładki w M8 i M10).
Sprzęt i narzędzia
Aby przygotować części i montaż maszyny do gwintowania, potrzebujemy:
- tokarka;
- młynek;
- wice jest metaloplastyką;
- spawarka;
- klucze;
- uderzenie i młot;
- olejarka z olejem smarowym;
- płyn do odtłuszczania powierzchni;
- malować;
- pistolet natryskowy itp.
Proces przygotowania części i montażu maszyny
Niektóre części są w pełni gotowe do montażu, inne wymagają jeszcze dopracowania.
1. Na szlifierce kończymy (usuwamy zadziory, zaokrąglamy i szlifujemy) wszystkie powierzchnie i powierzchnie płytek 150 × 120 × 20 mm, które będą pełnić główną funkcję mocy w maszynie, nadając stałość wielkości i niezbędną sztywność systemu jako całości.

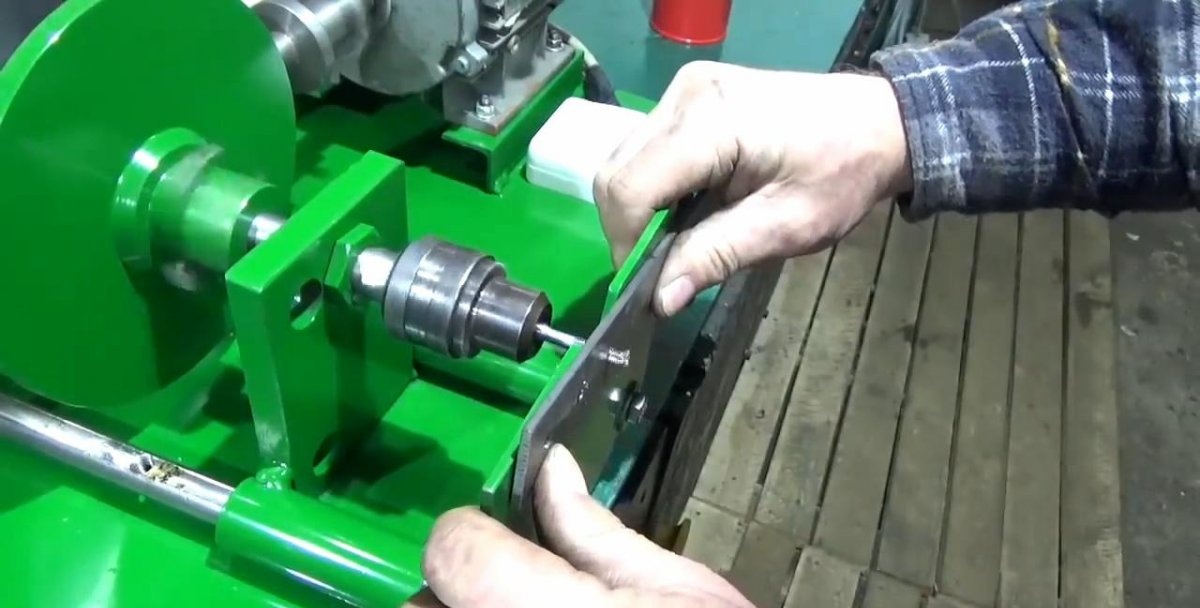
2. Zaciskamy miedziane tuleje w uchwycie tokarskim i dopasowujemy średnicę otworu do rozmiaru, który gwarantuje ich zamocowanie z pasowaniem ciasnym w przeznaczonych do nich otworach.
3. Dociskamy tuleje za pomocą imadła stołowego, upewniając się, że są one całkowicie osadzone w przeznaczonych dla nich otworach, aż ramiona tulei oprą się o powierzchnię płyt.

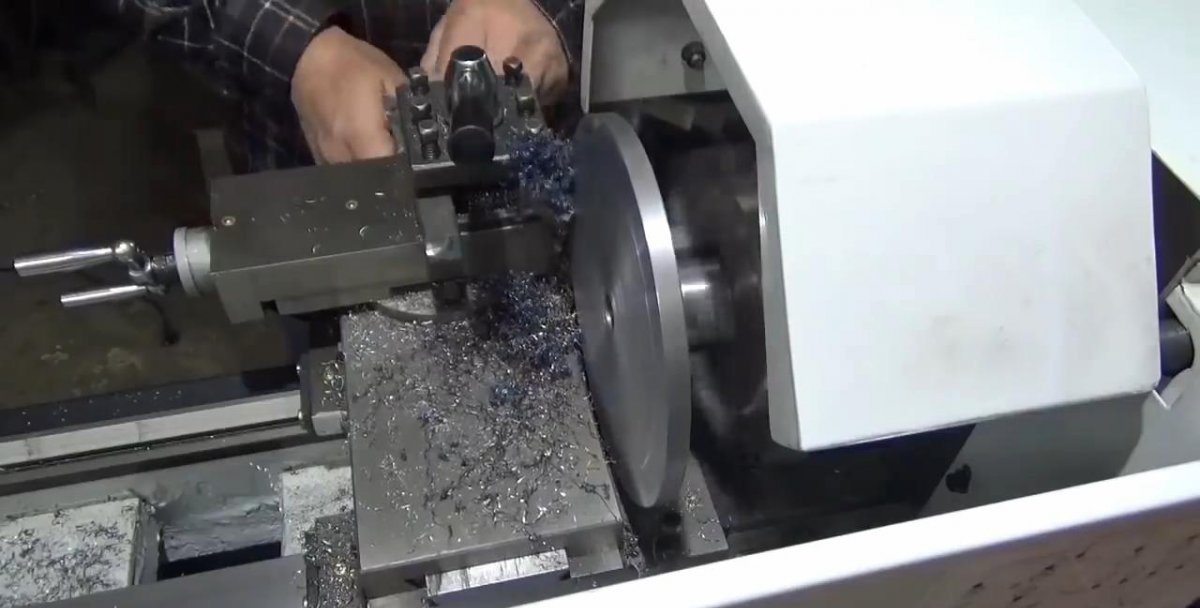
4. Ustaw obrabiany przedmiot na głównej osi maszyny na tokarce.Aby zapewnić minimalne bicie promieniowe obrabianego przedmiotu podczas toczenia, usuwamy tylne podparcie tokarki i tymczasowo umieszczamy uchwyt wiertarski z wiertłem centralnym w jego miejscu, a po włączeniu maszyny wykonujemy wycięcie na końcu obrabianego przedmiotu dla tylnego wsparcia tokarki.

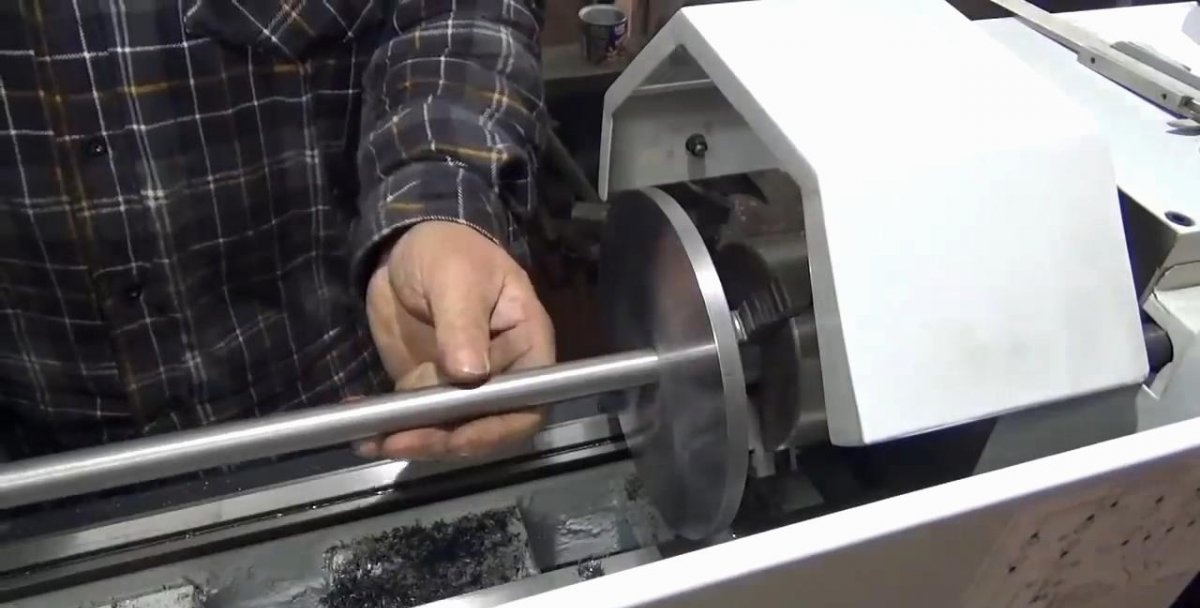
5. Wykonujemy zewnętrzne obracanie przedmiotu obrabianego poprzez kontrolowanie średnicy za pomocą suwmiarki, aby nie osłabić przyszłej głównej osi. Po osiągnięciu danego rozmiaru sprawdzamy swobodne przesuwanie się osi wzdłuż tulei podpory mocy maszyny do gwintowania. Jeśli to nie wystarczy, włącz tokarkę i przeszlifuj tuleję do osi.

6. Szlifujemy koniec roboczy osi pod gniazdem wkładu z tuleją zaciskową, odtłuszczamy go odpowiednim płynem i mocujemy wkład.

7. Wyrównujemy powierzchnię dysków, które będą oddziaływać z gumowaną tuleją napędową, obracając tokarkę i osiągając wymaganą średnicę otworu w piaście. Dokładność sprawdzamy, wkładając oś i obracając ją z jednoczesnym ruchem osiowym. Ruchy te należy wykonywać bez zacinania się lub zacinania.
8. Wzdłuż obwodu podstawy maszyny kładziemy narożniki, łączymy je w narożach i spawamy między sobą a blachą podstawy.

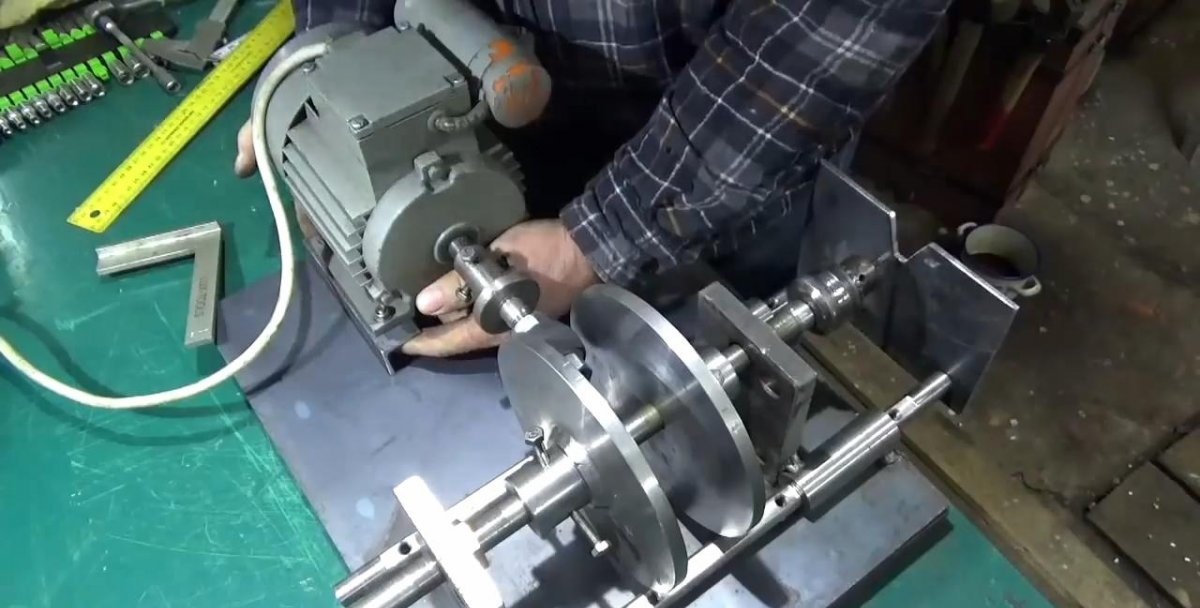
9. Na jednej krawędzi podstawy instalujemy oś główną z dwoma podporami, pomiędzy którymi znajdują się dwie napędzane tarcze do pracy i pracy na biegu jałowym. Próbujemy zastosować prowadnice z rurkami i silnikiem elektrycznym z tuleją (gumowaną) zamontowaną na jej osi.

10. Po raz kolejny sprawdzamy poprawność i dokładność układu i za pomocą spawarki spawamy łożyska mocy osi głównej do podstawy maszyny. Następnie ponownie sprawdzamy swobodę obrotu osi w podporach i jej postęp do przodu i do tyłu.

11. Na zewnętrznej stronie przedniego wspornika mocy na styku z podstawą równo z jego przednią krawędzią spawamy cylindryczne prowadnice, wzdłuż których poruszą się pręty prowadzące.

12. Zaznaczamy półki narożników silnika elektrycznego, zaznaczamy miejsce otworów do montażu silnika stemplem środkowym i wiercimy je pod śrubami M8. Montujemy narożniki z zamontowanym silnikiem, sprawdzamy dokładność montażu (prostopadłość osi silnika do głównej osi maszyny) i przyspawamy narożniki do podstawy.
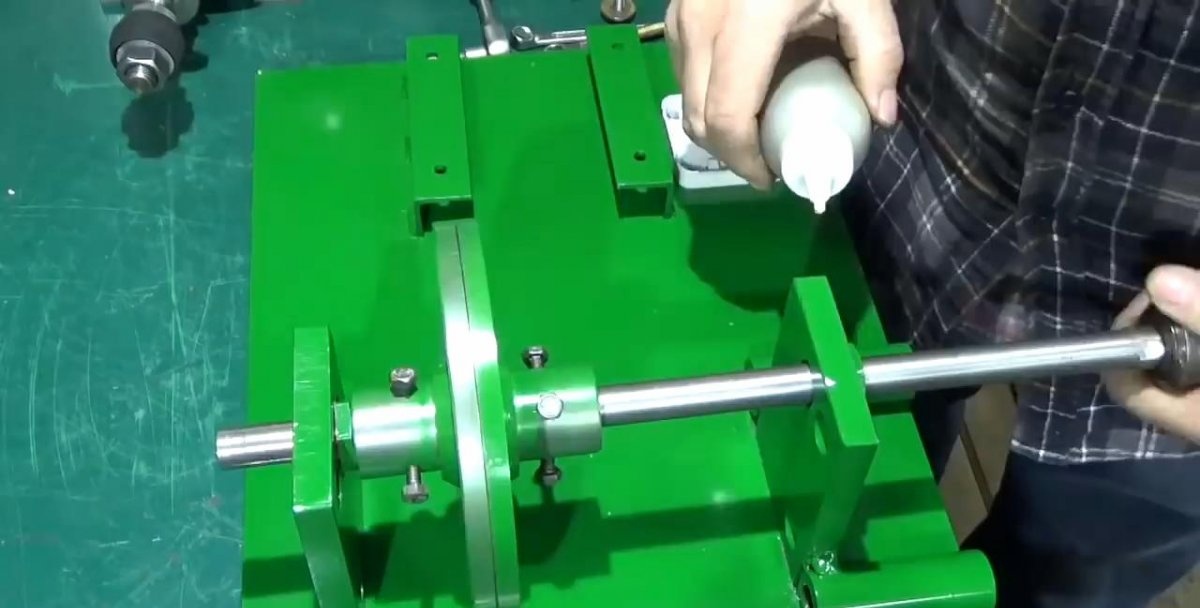
13. Następnie ponownie demontujemy układ maszyny i malujemy części, z wyłączeniem interakcji ze sobą (oś, tuleje, prowadnice, powierzchnie robocze dysków itp.). Pozostaw farbę do wyschnięcia i przejdź do końcowego montażu maszyny, smarując powierzchnie cierne olejem maszynowym.
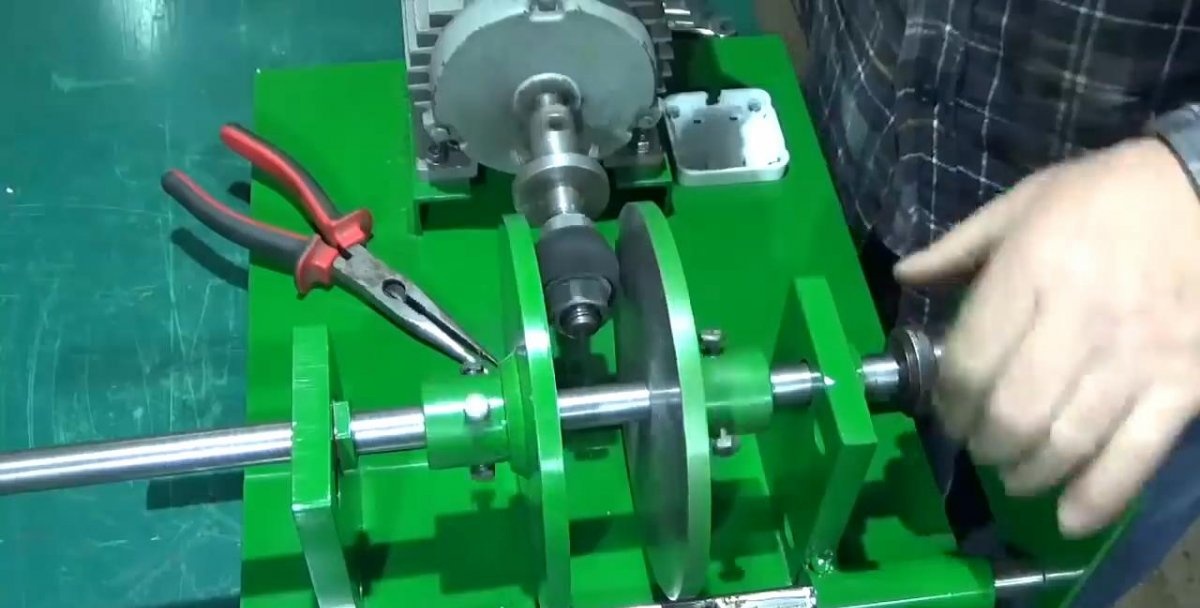
14. Naprawiamy silnik elektryczny w skalibrowanym miejscu, instalujemy prowadnice na miejscu. Mocujemy panel ze szczeliną na kran w ich przednie końce. Dokręć śruby mocujące tarczę do głównej osi od przesunięcia wzdłużnego, lekko dociskając je do prowadzącej tulei ciernej.

15. Zamontuj i zamknij pokrywę przełącznika silnika. Maszyna do gwintowania jest w pełni sprawna.
16. Sprawdzamy jego działanie poprzez naprzemienne wycinanie gwintów w otworach dla M5, M6 i M8, wstępne smarowanie gwintowników. Podczas dociskania powierzchni nośnej częścią, w której wiercony jest gwint, narzędzie obraca się w prawo i przecina gwint. Podczas wyciągania części z gwintowanym gwintem gwintownik zaczyna się obracać w lewo i odrywa się od powstałego gwintu.



Obejrzyj szczegółowy film
Zobacz szczegółowy samouczek wideo na temat tworzenia nici własnymi rękami.