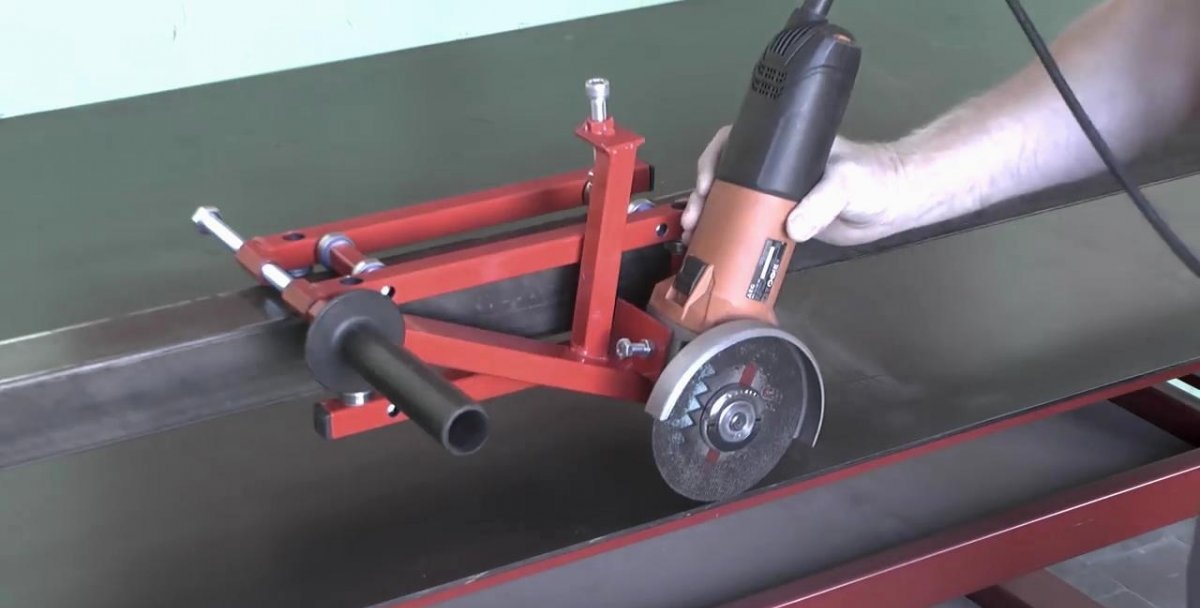
Możesz dostać pełnoprawną maszynę do cięcia materiału arkuszowego nawet na bezie zwykłego szlifierki, co pokażę. Zrobiłem prowadnicę liniową, za pomocą której można ciąć płytki metalowe, drewniane, plastikowe, a nawet ceramiczne. Jest stosunkowo niedrogi w produkcji, zajmuje niewiele miejsca i jest wszechstronny.
Zużyte materiały
Aby zrobić stojak na młynek według mojego rozmiaru, potrzebujesz:
- rura profilowa 40x20 mm - 0,32 m;
- rura profilowa 20x20 mm - 1,38 m;
- rura profilowa 15x15 mm - 0,34 m;
- taśma 40 mm - 0,14 m;
- taśma 20 mm - 0,16 m;
- łożyska serii 100 - 16 szt .;
- Śruby M10 na sześciokąt 75 mm - 8 szt .;
- Nakrętki M10 - 12 szt .;
- Podkładki 10 mm - 32 szt .;
- Nakrętki długie M12 - 3 szt .;
- długa nakrętka M10;
- Śruba M12 z pełnym gwintem 200 mm;
- śruby M10 40 mm - 2 szt .;
- Śruba sześciokątna 70 mm;
- zaślepki do profilu 20x20 - 6 szt .;
- zaślepki do profilu 40x20 - 1 szt .;
- rura profilowa 50x50 na prowadnicę - 2 m lub więcej.
Produkcja szyn i wagonów

Najpierw musisz wykonać wózek rolkowy do prowadnicy liniowej. Podstawą będzie rurka profilowa o przekroju 20 x 20 mm. Wymagane są 4 sztuki o długości 300 mm.

Teraz musisz wywiercić otwory na przyszłe połączenia części. Ich środki znajdują się 25 mm od każdej krawędzi rur profilowych. Wymagane jest wiertło o średnicy 11 mm.
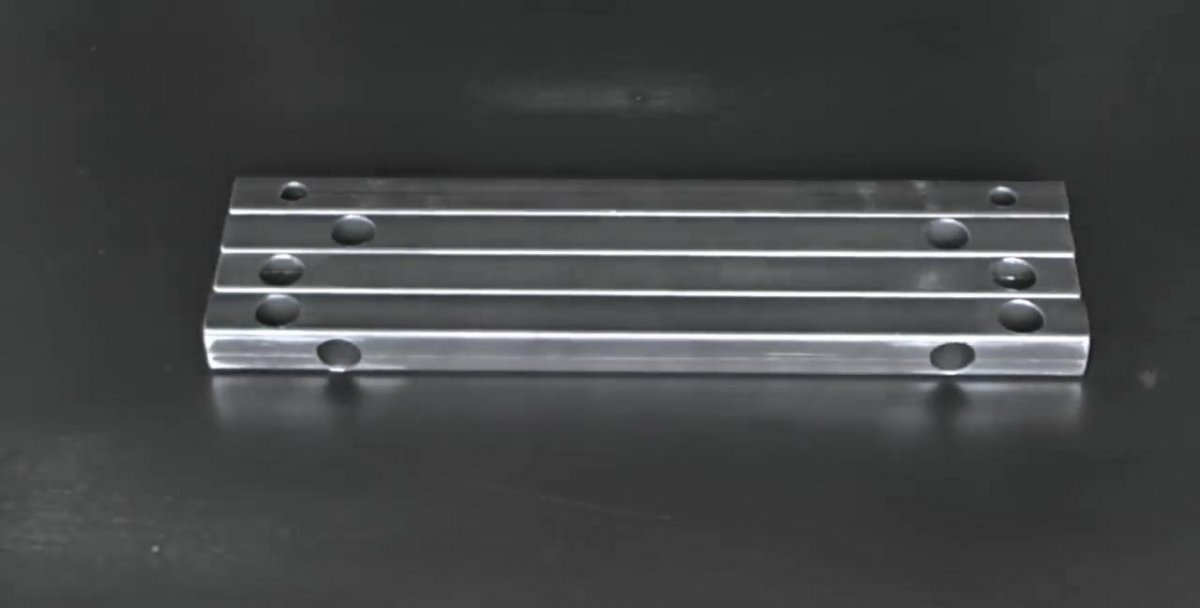
Przekręcając oświecony profil na drugą stronę i cofając się już o 50 mm, po obu stronach wykonuje się podobne otwory przelotowe. Zastosowano wiertło 11 mm.
Aby ukryć śruby używane później w montażu wózka, należy wykonać otwory przelotowe w obrabianych przedmiotach. W tym celu należy wywiercić jedną ścianę każdego profilu za pomocą wiertła o średnicy 17 mm. Tak więc finalizowane są wszystkie 16 dołków, pozostałe 16 przylegających do nich pozostaje nietkniętych.

Teraz musisz zrobić ramię, aby zabezpieczyć samą młynek. W tym celu stosuje się rurę profilową 40x20 o długości 300 mm.

Aby dodatkowo móc regulować głębokość przejścia podczas cięcia, wymagany jest dodatkowy element regulacyjny. Wykonany jest z rury profilowej 20x20 mm. Przygotowano długość 160 mm. Jego końce są cięte pod kątem 45 stopni. Możesz go wyciąć wzrokiem, ponieważ dokładność nie jest tak ważna.
Z rury profilowanej o przekroju 15 x 15 mm należy przyciąć małe przekładki o długości 40 mm. Wymaganych jest łącznie 8 sztuk.

Po zakończeniu tych pustych miejsc nadszedł czas, aby je zebrać. Śruba M12 z pełnym gwintem o długości 200 mm będzie używana jako pętla łącząca. Nakręca się na nią 3 długie nakrętki M12.
Mając stałe śruby z nakrętkami z zaciskami do stołu, musisz przymocować półfabrykaty z pary profili 20x20 i jednego 40x20. Rury należy przyspawać do nakrętek.

Ze stalowej taśmy o szerokości 40 mm należy wyciąć 2 elementy o długości 50 mm. Wyśrodkuj bliżej krawędzi, wywierć otwór o średnicy 11 mm.

Płytki należy przykręcić do reduktora młynka w standardowych otworach służących do zamocowania uchwytu. W niektórych narzędziach można wykonać te otwory pod śruby M8, które należy wziąć pod uwagę. Aby zapewnić niezawodność, śruby zaciskowe M10 40 mm muszą być wyposażone w nakrętki.Śruby są wkręcane w skrzynię biegów przez płytę i dokręcane za pomocą nakrętek.
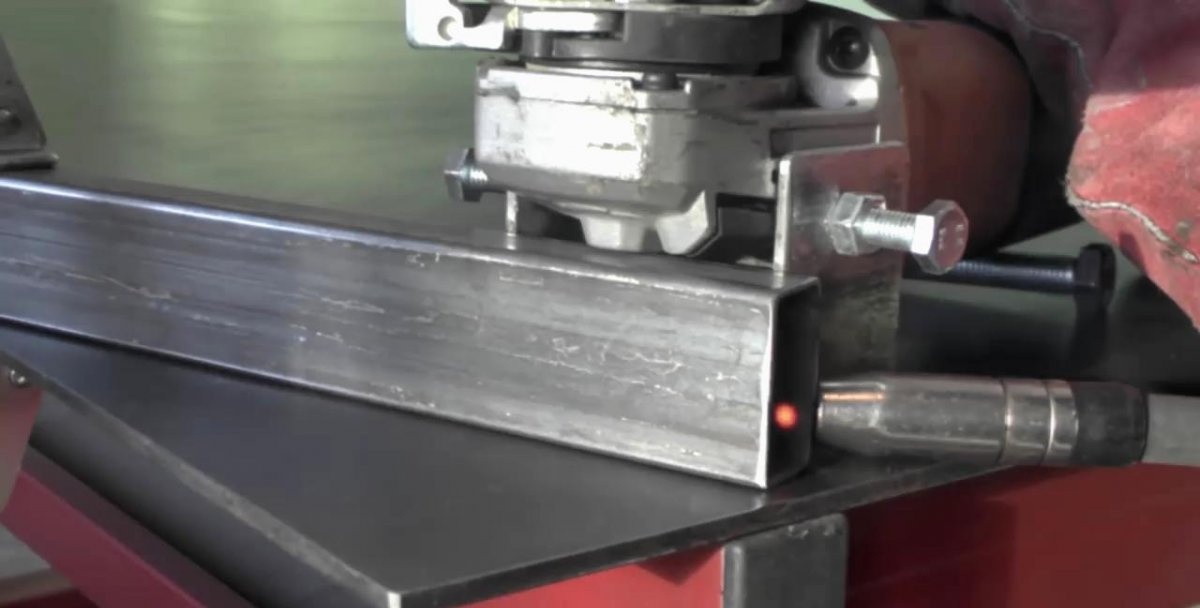
Konieczne jest przymocowanie szlifierki z płytami do przedmiotu obrabianego z profilu 40x20 mm i spawanie. Następnie narzędzie można usunąć, aby nie zaszkodzić, jeśli mocowanie jest już bezpiecznie ugotowane.

Okiem, nieco odchodząc od mocowania płyty, spawany jest wcześniej wykonany przedmiot z profilu 20x20 o długości 160 mm. Na wolnym końcu gotuje się odcinek z tego samego paska, co uchwyt do szlifierek kątowych. W wystającym uchu płyty wierci się otwór, a na nim przyspawana jest nakrętka M10. Aby wzmocnić konstrukcję, oprócz boku profilu, konieczne jest przyspawanie taśmy stalowej o długości 160 mm, również przyciętej pod kątem 45 stopni.

Teraz prace spawalnicze są całkowicie zakończone i możesz rozpocząć montaż. Czas pomalować detale.


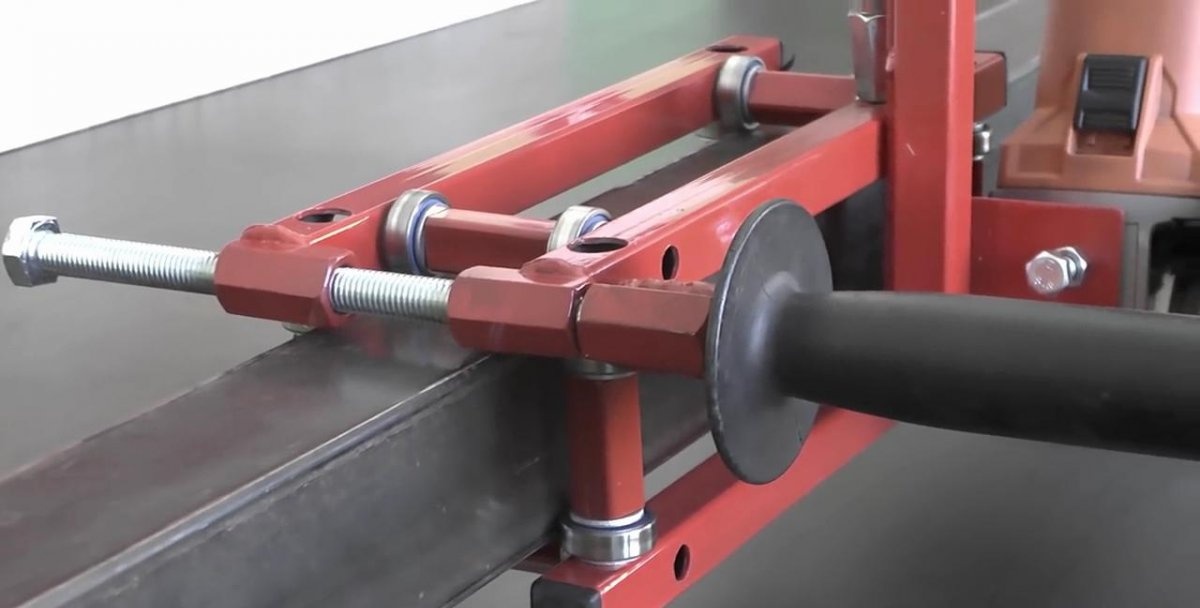
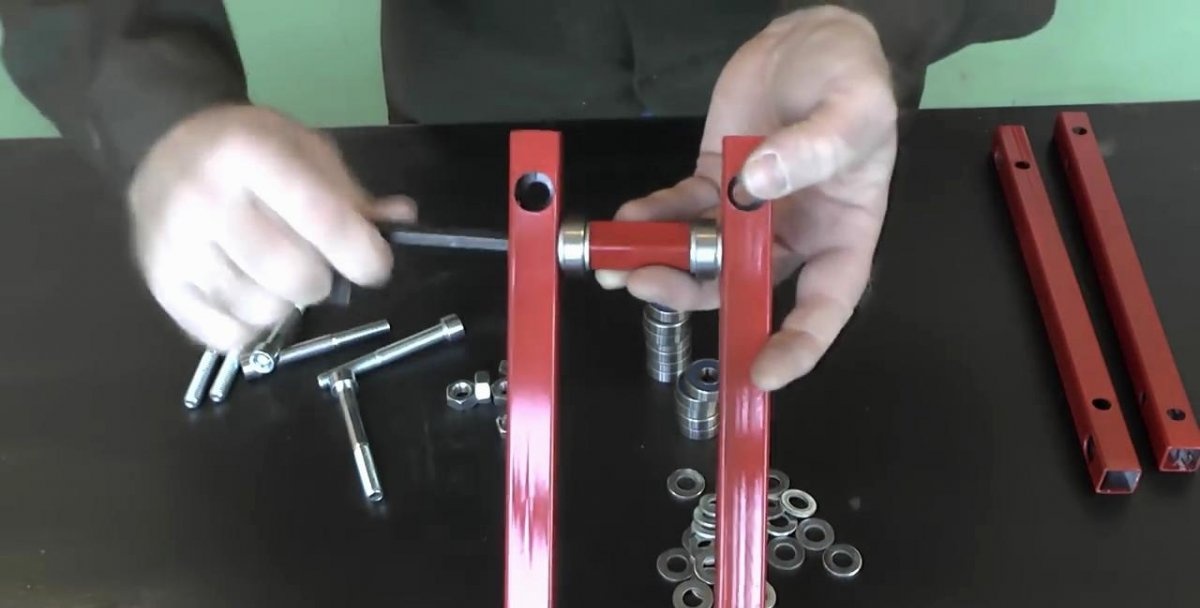
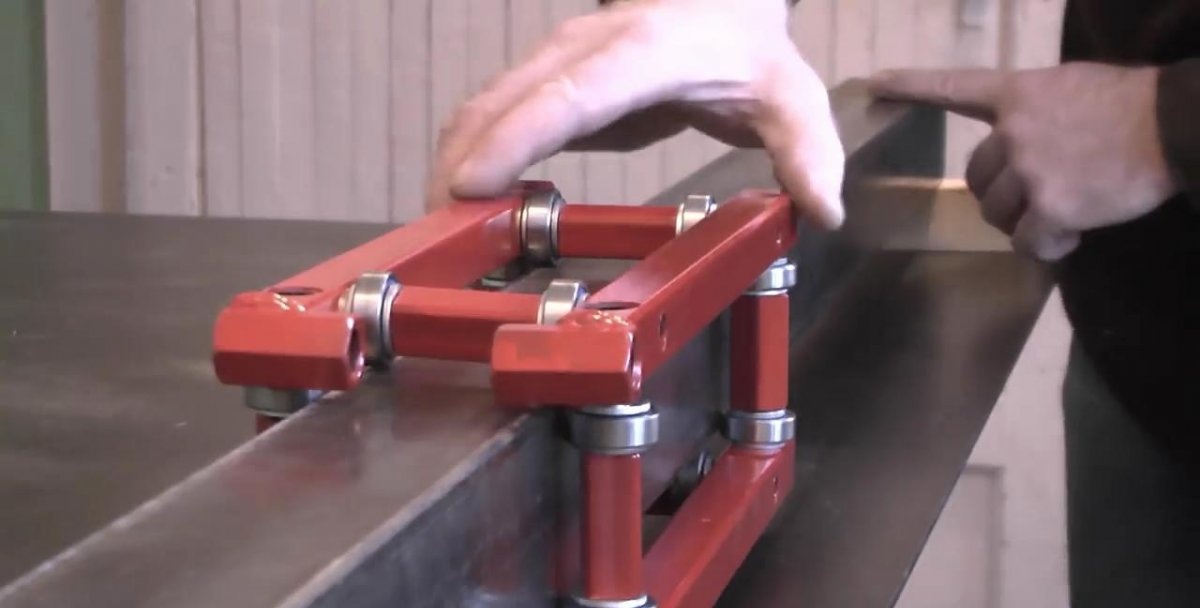
Czas złożyć wózek. Będzie to wymagało śrub M10 dla sześciokąta o długości 75 mm. Konieczne jest dokręcenie przedmiotów rur profilowych 20x20 mm między sobą. W tym samym czasie wybierane jest ciasto: podkładka, łożysko, podkładka, przekładka, podkładka, łożysko, podkładka. Powtarzając to jeszcze 7 razy, wynikiem jest skończony przewóz.

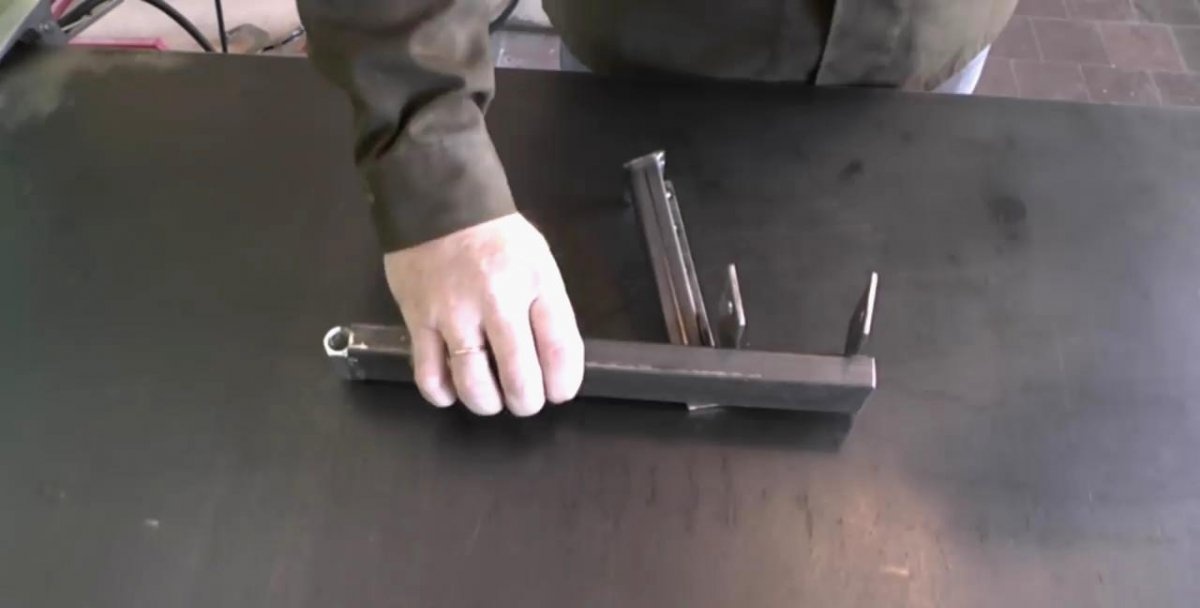
Teraz musisz zebrać ramię dla młynka. Jest do niej przykręcona śrubami i dociśnięta nakrętkami. Podczas montażu tego urządzenia należy dobrze dokręcić gwint, aby narzędzie nie zwolniło się podczas pracy.

Wózek rozpoczyna się na rurze prowadzącej o profilu 50x50 mm, pod którą został faktycznie wykonany. Pozostaje wkręcić długą śrubę, łącząc w ten sposób ramię z młynek. Śruba nie może być całkowicie dokręcona, aby w długiej nakrętce było miejsce na zabezpieczenie standardowego uchwytu przed narzędziem.

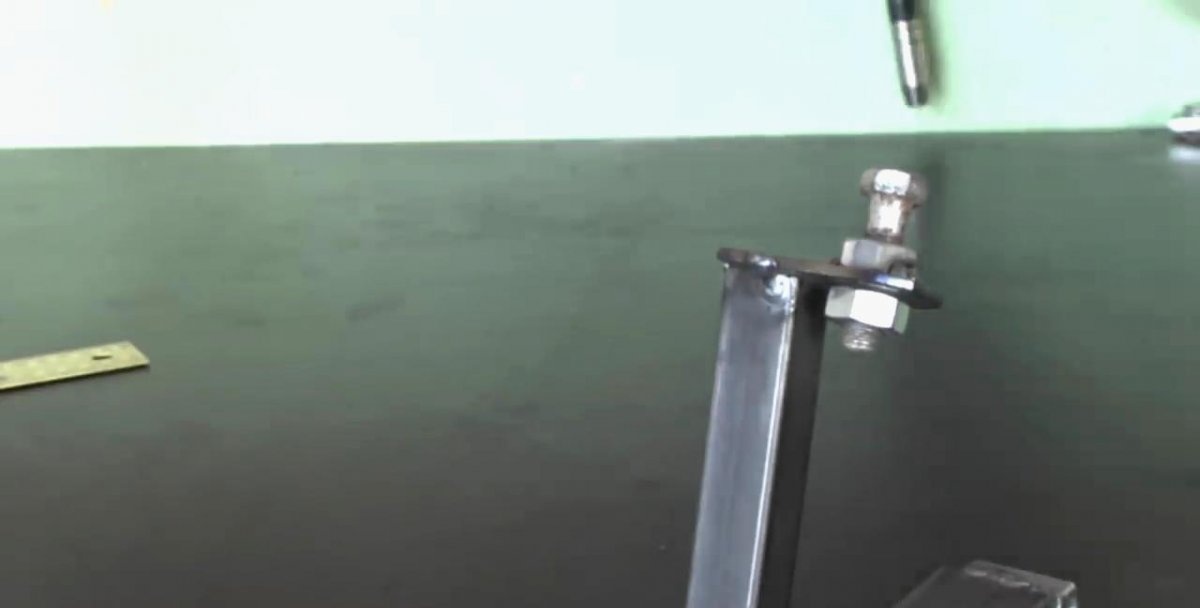
Teraz musisz ustawić mechanizm regulacji głębokości cięcia. Aby to zrobić, w oku profilu pionowego na ramieniu szlifierki wkręć śrubę M10 o długości 70 mm pod sześciokątem z pełnym gwintem. Ponieważ nie miałem sprzętu o odpowiedniej długości, zwiększyłem go, nakładając długą nakrętkę i nakrętkę zabezpieczającą.
Aby nadać projektowi gotowy wygląd, nie zaszkodzi umieszczenie plastikowych zaślepek na końcach rur profilowych.

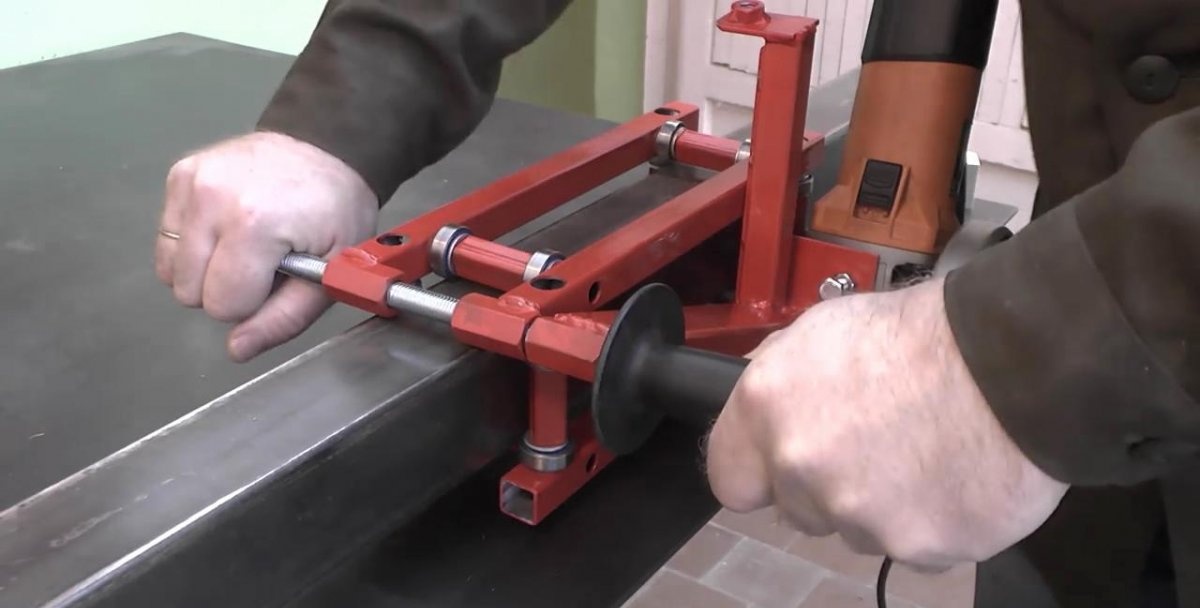
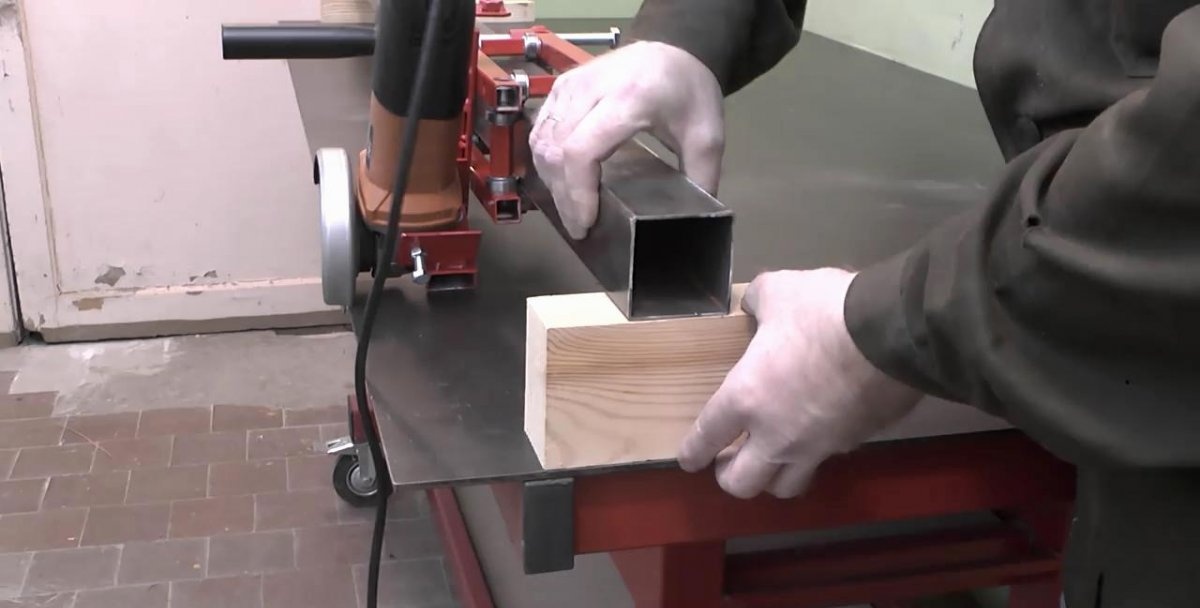
Prowadnica liniowa z wózkiem rolkowym jest gotowa do użycia. Jego wysokość jest regulowana podszewką z drewnianych klocków. Narzędzie jest umieszczone wzdłuż krawędzi stołu. Półprodukty do cięcia są dociskane przez parę zacisków stołowych. Dla wygody możesz wykonać cięcie w kilku przejściach, za każdym razem dodając głębokość nacięcia.