Możliwe jest, że specjalista w dziedzinie obróbki metalu będzie musiał wiercić stal szybkotnącą klasy P18. Będzie to wymagało wiertła, którego charakterystyka musi przekraczać przetwarzany materiał.
Szybki frez P18 to stal narzędziowa, która służy do produkcji frezów, wiertarek, frezów, rozwiertaków, przeciągarek itp. Za ich pomocą można obrabiać stale konstrukcyjne o wytrzymałości do 1 tysiąca MPa.
Użyte materiały i narzędzia
Do naszego praktycznego eksperymentu potrzebujemy:
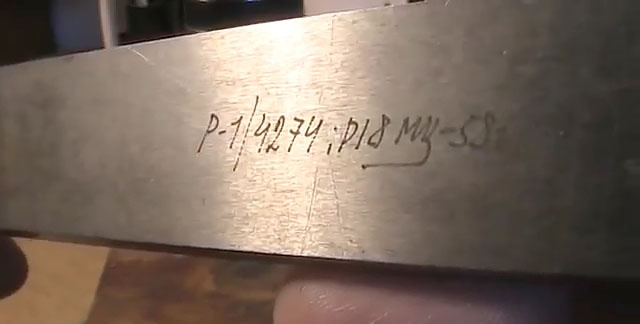
- Narzędzie tnące ze stali P18, wyprodukowane w 1958 roku.
- Nie jest to nowe wiertło piórkowe o średnicy 5 mm do ceramiki i szkła.
- Wiertarka stołowa z regulowaną prędkością wrzeciona.
- Szlifierka szmerglowa.
- Suwmiarka z noniuszem.
- Szorstki pilnik do metalu.
- Kawałek kwadratowego pręta wykonany ze stali P18.
- Nóż wykonany ze stali P6M5.

Proces testowy
Do eksperymentu postawiliśmy na narzędzie tnące ze stali P18, które zostało wyprodukowane w Związku Radzieckim, co jest niezawodną gwarancją jego wysokiej jakości. Jest to dość trwały materiał. Oprócz narzędzi tokarskich wykonuje się z niego różne narzędzia, które służą do obróbki stali konstrukcyjnych i innych metali.
Jako narzędzie testowe wybrano wiertło o średnicy 5 mm, używane i produkowane w Chinach, które jest powszechnie stosowane do metalu, ceramiki, szkła i kamienia.

Aby przywrócić charakterystykę cięcia tego wiertła, delikatnie dostosuj go na ściernicy za pomocą napędu mechanicznego.


Wkładamy wiertło do uchwytu wiertarki stołowej i bezpiecznie zaciskamy kluczem.
Dla porównania zmierz grubość części tnącej narzędzia tnącego za pomocą suwmiarki. Okazało się, że jest równy 3,5 mm.

Jesteśmy przekonani, że pionowy skok wrzeciona jest wystarczający do wiercenia otworów w nożu. Aby to zrobić, musisz upewnić się, że koniec wiertła osiągnie płaszczyznę podstawową i nadal istnieje pewna rezerwa mocy.
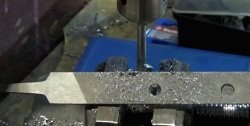
Zaczynamy wiercić, od czasu do czasu osłabiając nacisk na narzędzie. Jest to konieczne do co najmniej częściowego chłodzenia i czyszczenia wiórów i cząstek metalu powstających podczas wiercenia.

W momencie, gdy górna część narzędzia wychodzi z przeciwnej strony, zatrzymujemy proces i przekręcamy frez na drugą stronę. Umieszczamy wiertło na znaku i kończymy proces.

Otwór przelotowy w obszarze części tnącej noża ze stali P18 jest gotowy! Spędziliśmy na tym nie więcej niż 2-3 minuty, nie wkładając wiele wysiłku, bez komplikacji, zresztą od jednego ostrzenia wiertła.
Zgrubny pilnik ręczny do metalu oczywiście nie nadaje się do obróbki stali P18, z tym wyjątkiem, że za jego pomocą można usunąć zadziory powstałe podczas wiercenia otworu.

Aby sprawdzić wyniki, bierzemy kwadratowy pręt ze stali P18, wiercimy go i upewniamy się, że proces przetwarzania i jego wyniki pozostaną takie same, nie inaczej niż za pierwszym razem.
Spróbujmy wywiercić kwadrat tym samym wiertłem bez szlifowania, a raczej frez wykonany ze stali szybkotnącej P6M5, którego właściwości skrawania są wyższe niż w przypadku narzędzi wykonanych ze stali P18, szczególnie w dopuszczalnej temperaturze roboczej. Dzięki temu materiałowi wiertło dobrze sobie radzi.
Zaskakujące jest to, że zwykłe tanie wiertło z piórami chińskimi 5 mm, przeznaczone głównie do pracy z ceramiką i szkłem, z łatwością wierci nie tylko stal narzędziową P18 o dużej prędkości, ale także bardziej trwałą - gatunek P6M5.

Ostateczne wnioski
Uważamy, że przy nieco więcej czasu i wysiłku ten sam wynik można osiągnąć za pomocą wiertła wykonanego z tej samej stali P18. Co więcej, wybór optymalnej prędkości, która wyraźnie powinna być niższa.
Okresowe smarowanie wiertła ułatwi również proces, co przyczyni się do lepszej obróbki metalu i nieco ochłodzi narzędzie podczas wiercenia. Możesz potrzebować kilku ostrzeń.
Oczywiście jedna dziura jest łatwa do wykonania. Tutaj nie jest wymagana szczególna skrupulatność, co najważniejsze, wystarczy wytrwałość i cierpliwość. Ale gdy konieczne jest wywiercenie co najmniej kilkunastu otworów w tym szybkim nożu, wtedy wszystkie wady ostrzenia, trybu wiercenia, braku smarowania i chłodzenia narzędzia będą odgrywać decydującą rolę.