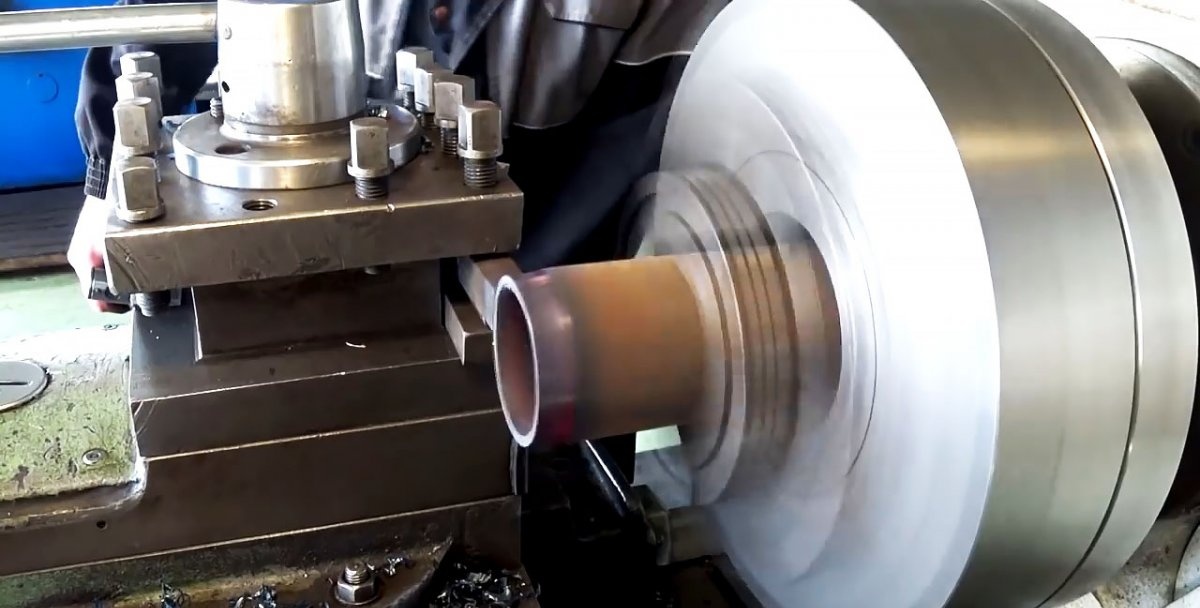
For eksempel er kroppen hentet fra motorens pneumatiske start. Til det må du lage et rør med en tråd, som deretter skaldes. Billeten er et rør hvis ytre diameter er 76 mm. Den første delen må reduseres til 70 mm, og kutt tråden.
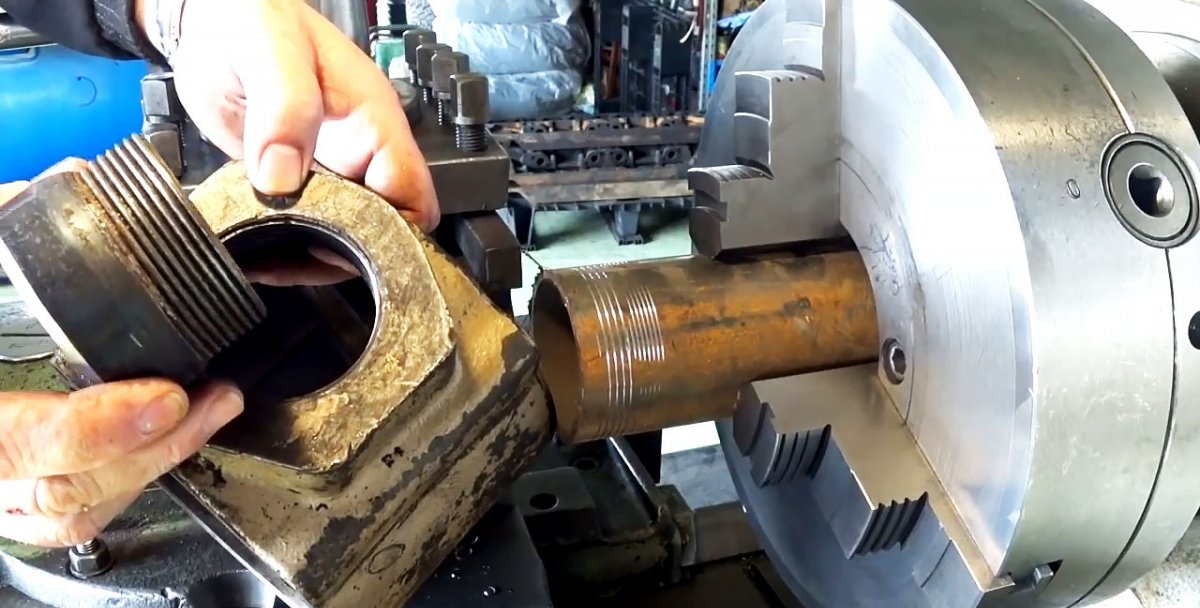
Reduser krymping av rørdiameter
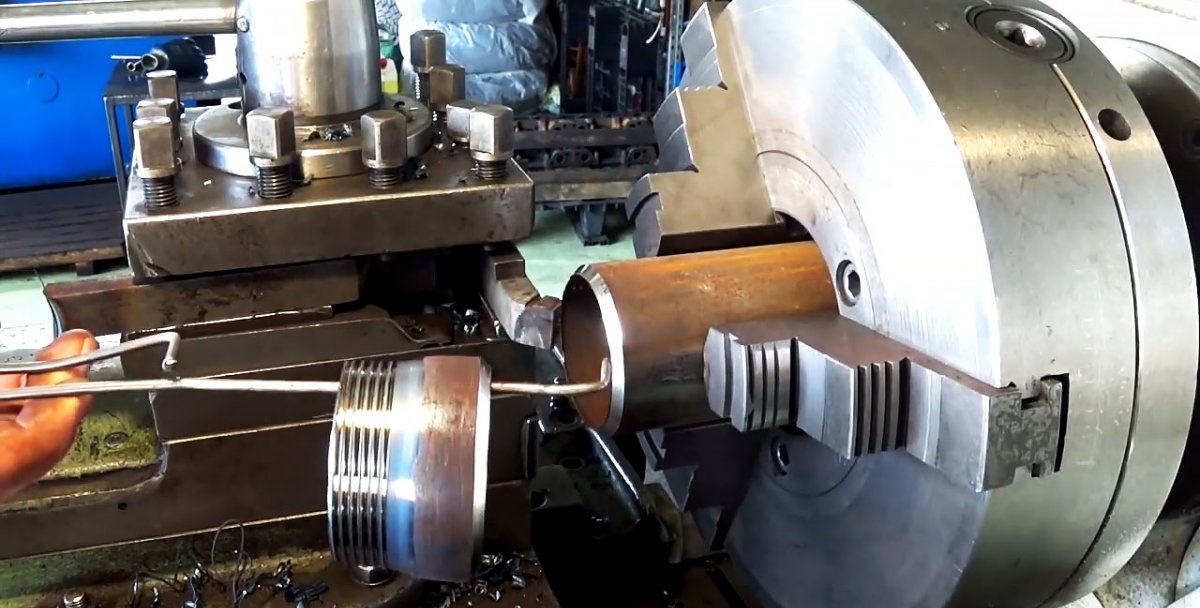
For startere setter lederen enden av røret til ønsket diameter på 70 mm med enden av stålkutteren. Det er nødvendig å kontrollere størrelsen på arbeidsstykket med en bremseklave. Grov krympebehandling utføres med en hastighet på 630 o / min.
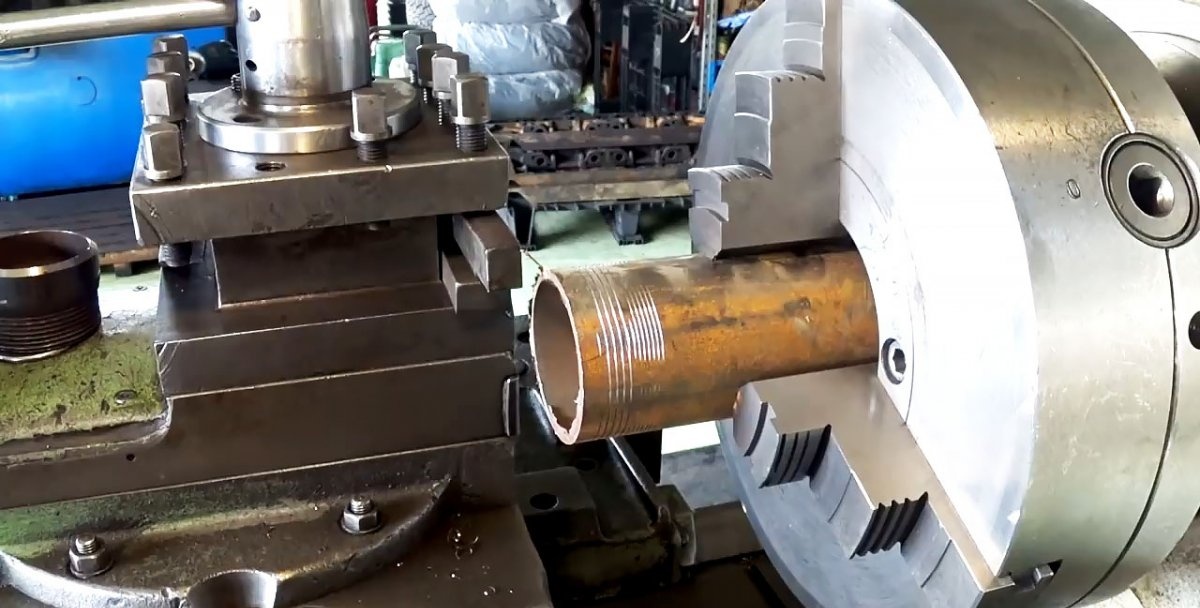
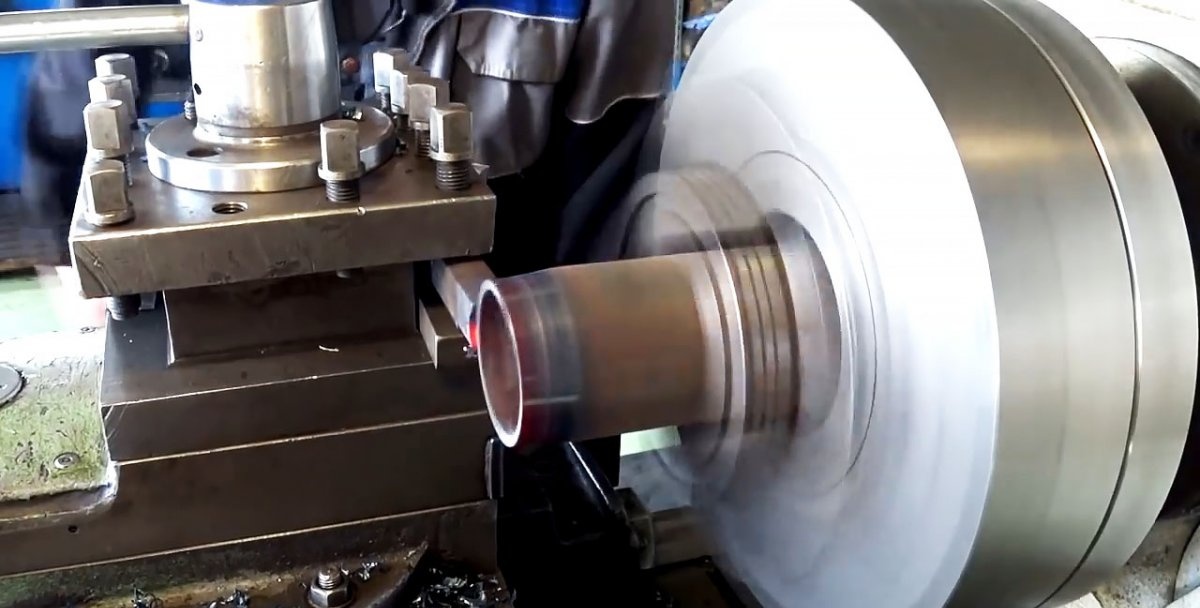
Hele operasjonen utføres i flere pasninger.
Røret krymper og forlenges ytterligere.
Videre er den bevegelige vognen med klemmeplattformen justert til tråden. Kutteren endres og maskininnstillingen. Før avskjæring fjernes avfasingen.
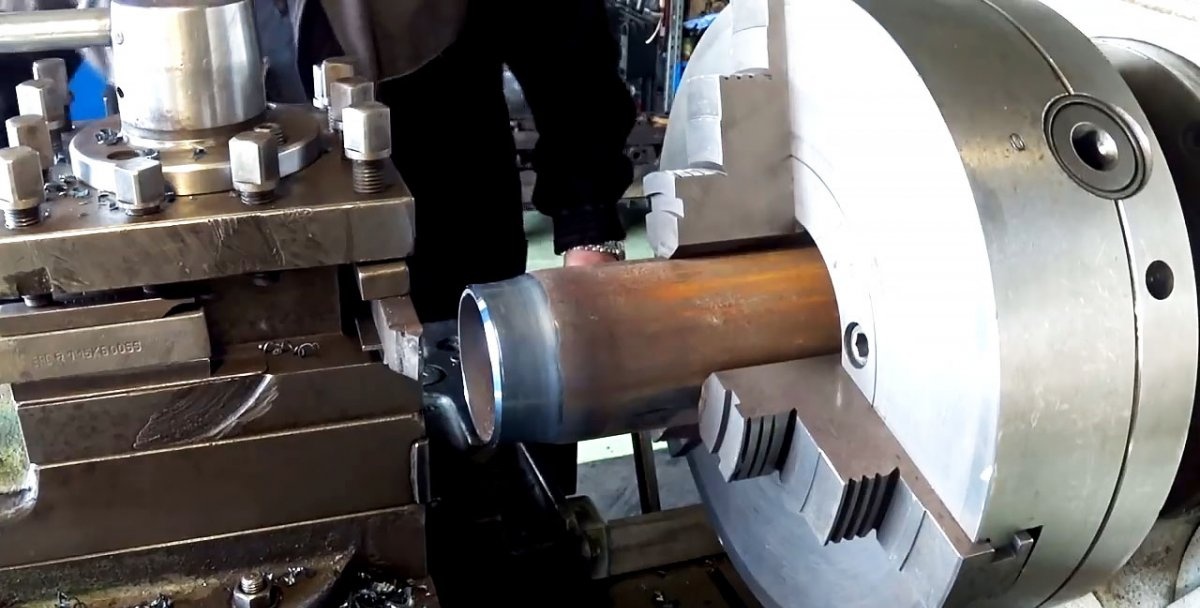
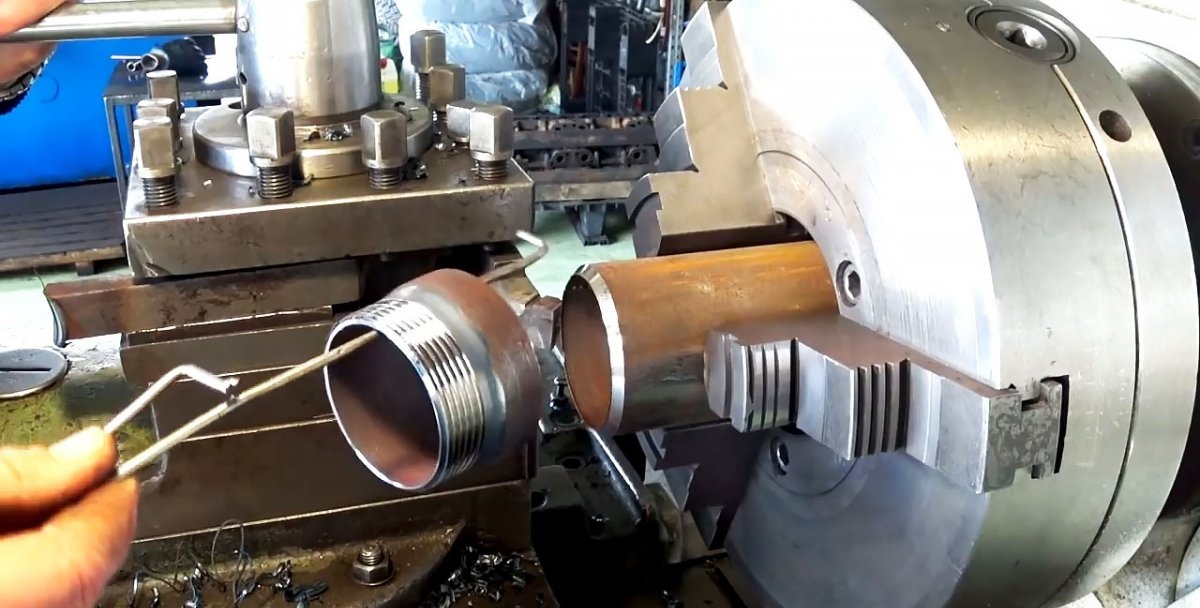
Gjengekutting vil bli utført med en hastighet på 400 o / min. Betegnelse på en tråd: M70 trinn 3. Kutteren for den er valgt kjerne.
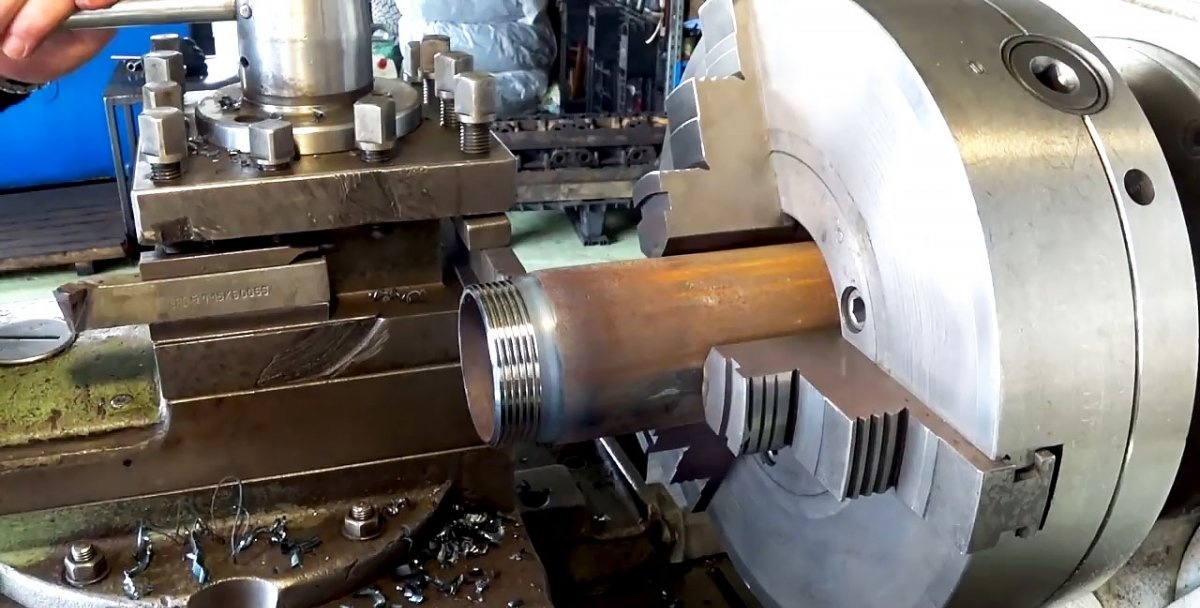
I fire passeringer kuttes en full estimert gjengedybde. Som et resultat ble 6 tråder oppnådd, akkurat nok til å feste røret i hodet til pneumostarterhuset.
Når tråden er ferdig, kutter mesteren arbeidsstykket med en rett bøyd kutter.
Dette punktet er bemerkelsesverdig, fordi det vanligvis brukes en spesiell type kuttere til skjæring. Fordelene er at det lar deg gjøre dette med maksimal nøyaktighet. Men i dette tilfellet er det ikke viktig, men avfasingen laget av gjennomskjæreren er nyttig for en mer holdbar sveis. Etter at det kan rengjøres slik at krysset ikke en gang blir merkbart.
Ved trimming varmes metallet opp, så under denne operasjonen støttes arbeidsstykket mest praktisk med noe, for eksempel med et stykke elektrode eller en stang, og deretter avkjøles. Som vi alle har sett, takler DIP-3001M63 skrueknekkeben perfekt slike oppgaver, spesielt når ekte svingmestere står bak den.








