Det er mulig at en spesialist i metallbearbeiding vil måtte bore høyhastighets stålkvalitet P18. Dette vil kreve en bor, hvis egenskaper skal overstige materialet som behandles.
Hurtigkutteren P18 er verktøystål, som brukes til fremstilling av kuttere, bor, fresemaskiner, rimmere, bremmer osv. Med deres hjelp kan konstruksjonsstål med en styrke på opptil 1000 MPa behandles.
Brukte materialer og verktøy
For vårt praktiske eksperiment trenger vi:
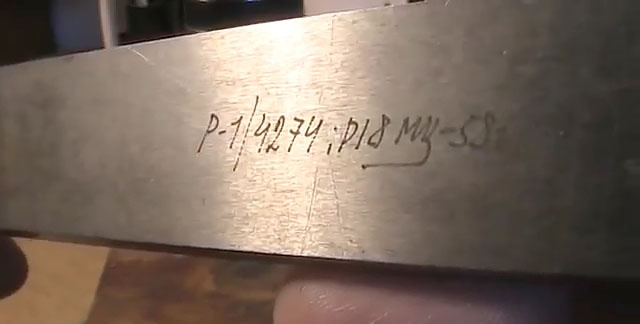
- Skjæreverktøy laget av P18 stål, produsert i 1958.
- Ikke en ny fjærbor med en diameter på 5 mm for keramikk og glass.
- Benkbor med justerbar spindelhastighet.
- Emery slipemaskin.
- Vernier tykkelse.
- Grov fil for metall.
- Et stykke firkantet stang laget av P18 stål.
- Kutter laget av stål P6M5.

Testprosess
For eksperimentet slo vi oss til ro med et skjæreverktøy laget av P18-stål, som ble laget under Sovjetunionen, som er en pålitelig garanti for den høye kvaliteten. Dette er et ganske holdbart materiale. Bortsett fra dreieverktøy, er forskjellige verktøy laget av det, som brukes til å behandle konstruksjonsstål og andre metaller.
En testbore som ble brukt og produsert i Kina, som vanligvis brukes til metall, keramikk, glass og stein, ble valgt som testverktøy.

For å gjenopprette skjæreegenskapene til dette boret, finjuster det litt på slipeskiven med en mekanisk drivenhet.


Vi setter boret inn i chucken til benkboret og klemmer fast med en nøkkel.
For referanse måler du tykkelsen på skjæredelen av skjæreverktøyet ved hjelp av en bremseklave. Det viste seg å være lik 3,5 mm.

Vi er overbevist om at spindelens vertikale slag er tilstrekkelig for gjennomboring av kutteren. For å gjøre dette, må du sørge for at enden av boret når basisplanet, og at det fremdeles er noe kraftreserve.
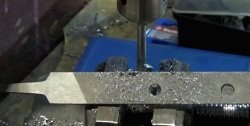
Vi begynner å bore, fra tid til annen svekke trykket på verktøyet. Dette er nødvendig for minst delvis avkjøling og rensing av flis og metallpartikler dannet under boring.

I det øyeblikket når toppen av verktøyet kommer ut fra motsatt side, stopper vi prosessen og vender kutteren til den andre siden. Vi setter boret på markeringen og bringer prosessen mot slutten.

Det gjennomgående hullet i området til skjæredelen av kutteren laget av P18 stål er klar! Vi brukte ikke mer enn 2-3 minutter på dette, uten å legge mye krefter, uten komplikasjoner, fra en skjerping av boret.
En grov håndfil for metall er selvfølgelig ikke egnet til behandling av P18-stål, bortsett fra at du med sin hjelp kan fjerne borene som ble dannet under boringen av hullet.

For å sjekke resultatene, tar vi en firkantet stålstang P18, borer den og sørger for at prosesseringsprosessen og dens resultater forblir de samme, ikke annerledes enn første gang.
La oss prøve å bore et kvadrat med det samme boret uten å gjenvinne, eller rettere sagt en kutter laget av høyhastighetsstål P6M5, hvis skjæreegenskaper er høyere enn verktøyene laget av P18-stål, spesielt ved den tillatte driftstemperaturen. Og med dette materialet takler drillen godt.
Overraskende nok bor den vanlige billige kinesiske fjær 5mm-boren, som først og fremst er designet for å jobbe med keramikk og glass, lett ikke bare høyhastighets verktøystål P18, men også mer holdbar P6M5.

Endelige konklusjoner
Vi tror at med litt mer tid og krefter, kan det samme resultatet oppnås ved å bruke en bor laget av samme P18-stål. Videre velger du den optimale hastigheten, som helt klart burde være lavere.
Periodisk smøring av boret vil også lette prosessen, noe som vil bidra til bedre metallbearbeiding og noe avkjøle verktøyet under boring. Du kan trenge noen få skjerpinger.
Ett hull er selvfølgelig enkelt å lage. Her kreves det ikke spesiell nøyehet, viktigst av alt, utholdenhet og tålmodighet vil være nok. Men når det er nødvendig å bore minst et dusin hull i denne hurtigkutteren, vil alle feilene med skjerping, boremodus, mangel på smøring og kjøling av verktøyet spille en avgjørende rolle.