Sebagai contoh, kami mengambil perumah dari pemula pneumatik enjin. Anda perlu membuat paip berulir untuknya, yang kemudiannya akan melecur. Bahan kerja adalah paip, diameter luarnya ialah 76 mm. Bahagian awalnya mesti dikurangkan kepada 70 mm dan berulir.
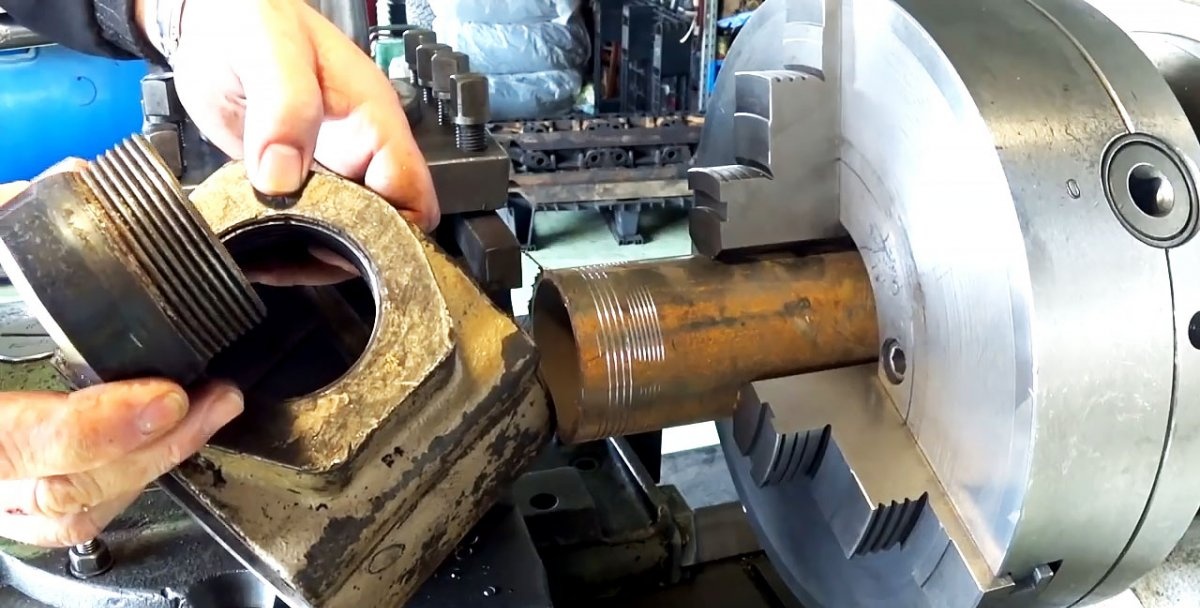
Mengurangkan diameter paip dengan pengecutan
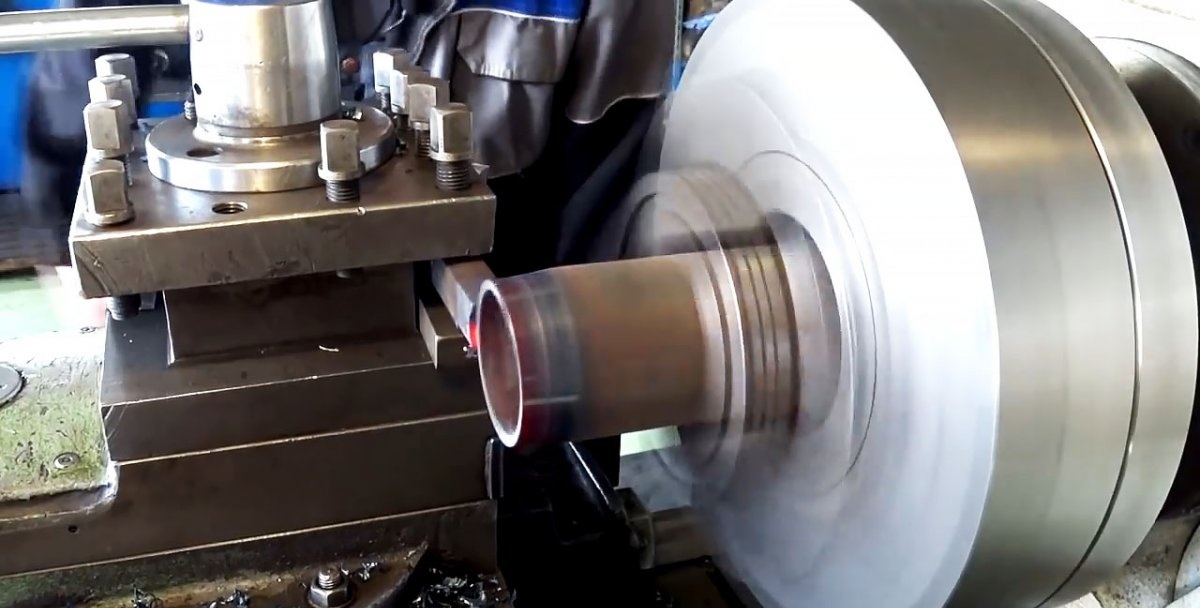
Tuan pertama mengecilkan bahagian paip dengan hujung pemotong keluli ke diameter yang diperlukan 70 mm. Anda perlu mengawal saiz bahan kerja dengan caliper. Pemprosesan pengecutan kasar dilakukan pada kelajuan 630 rpm.
Keseluruhan operasi dilakukan dalam beberapa pas.
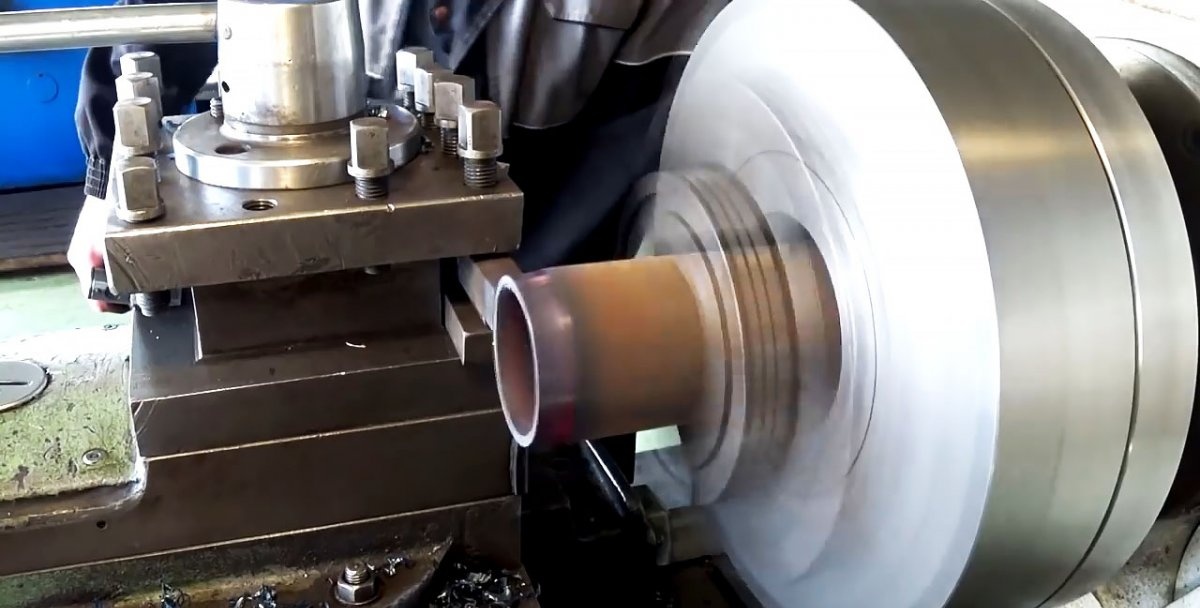
Paip mengecut dan terus diregangkan.
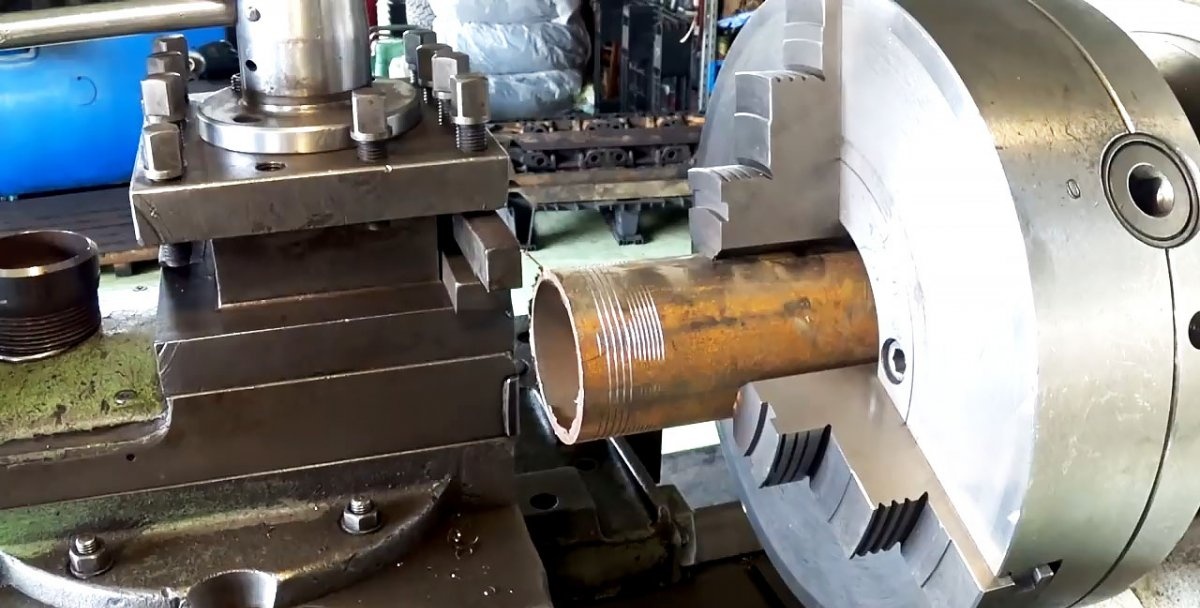
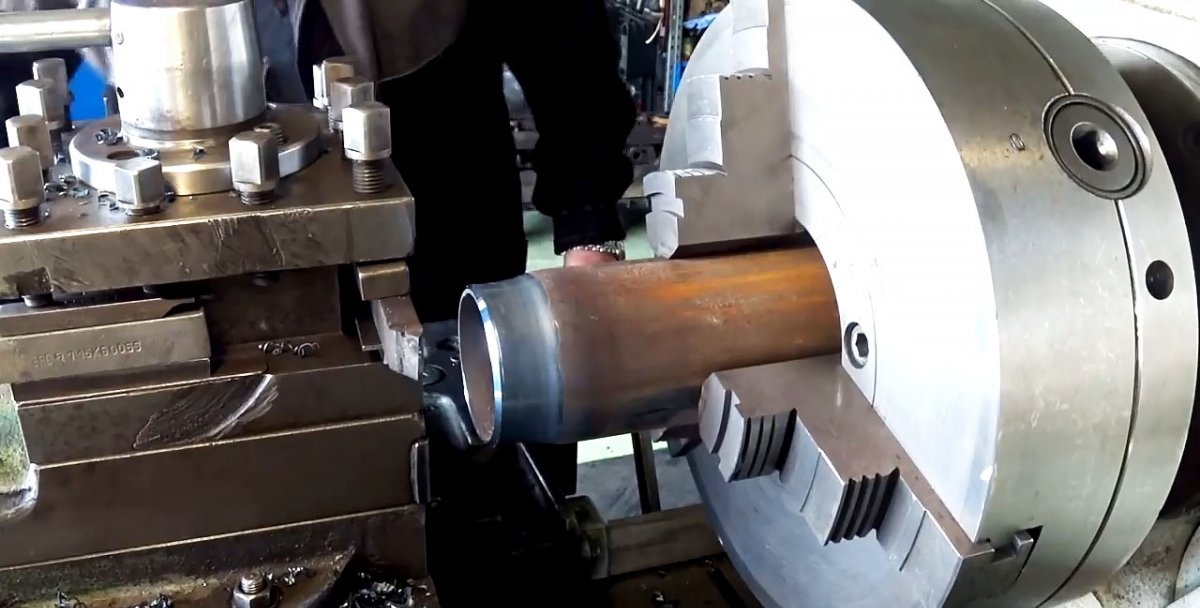
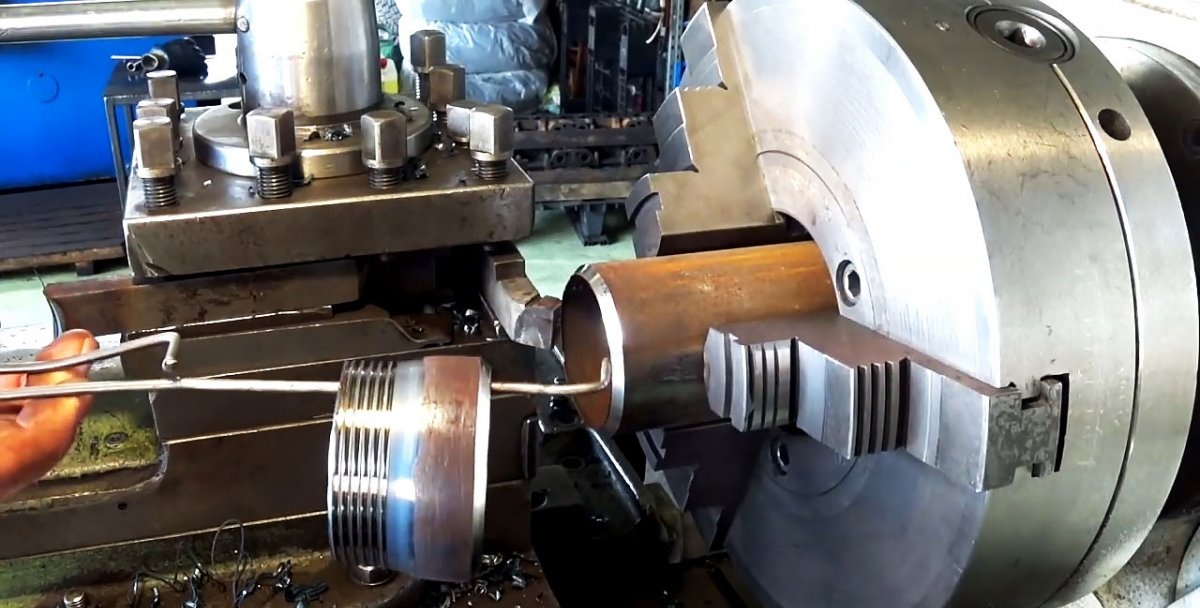
Seterusnya, gerabak alih dengan platform tekanan dilaraskan kepada benang. Tetapan pemotong dan mesin ditukar. Sebelum memotong benang, chamfer dikeluarkan.
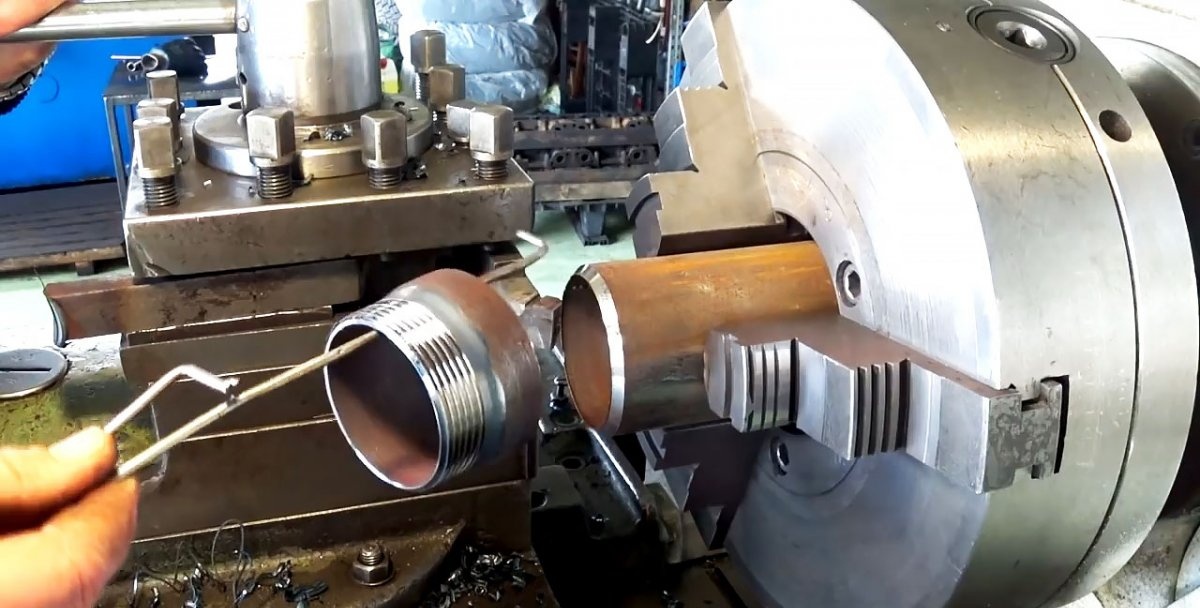
Pemotongan benang akan dilakukan pada kelajuan 400 rpm. Kedudukan benang: M70 langkah 3. Pemotong yang dipilih untuknya ialah sebatang rod.
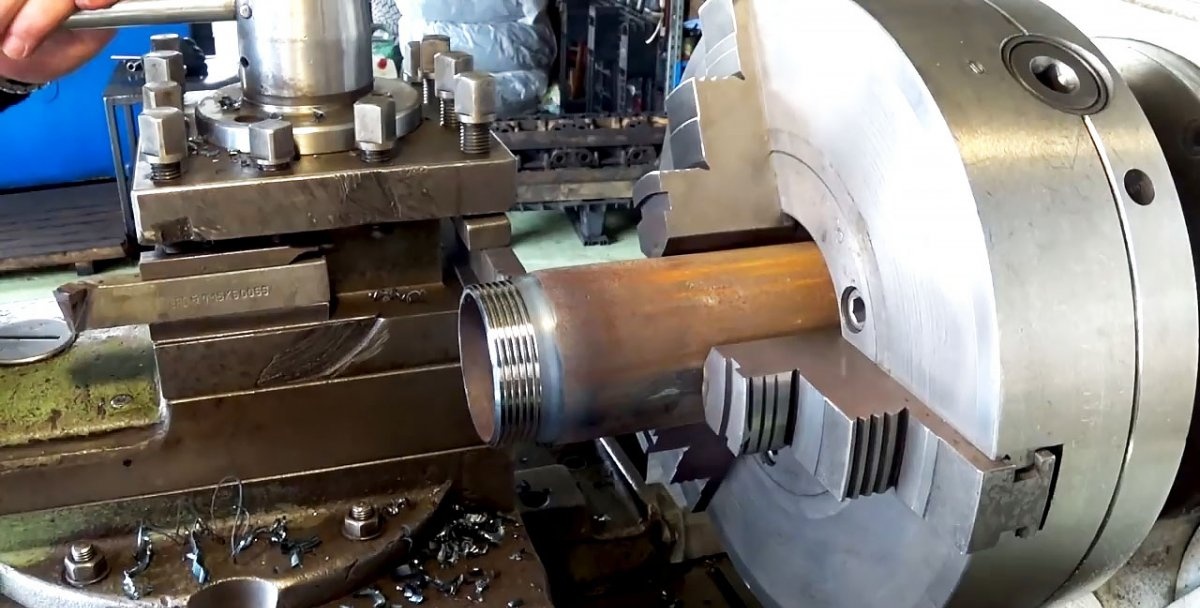
Dalam empat pas, kedalaman benang yang dikira penuh dipotong.Hasilnya ialah 6 benang, cukup untuk mengikat paip di kepala perumahan pemula udara.
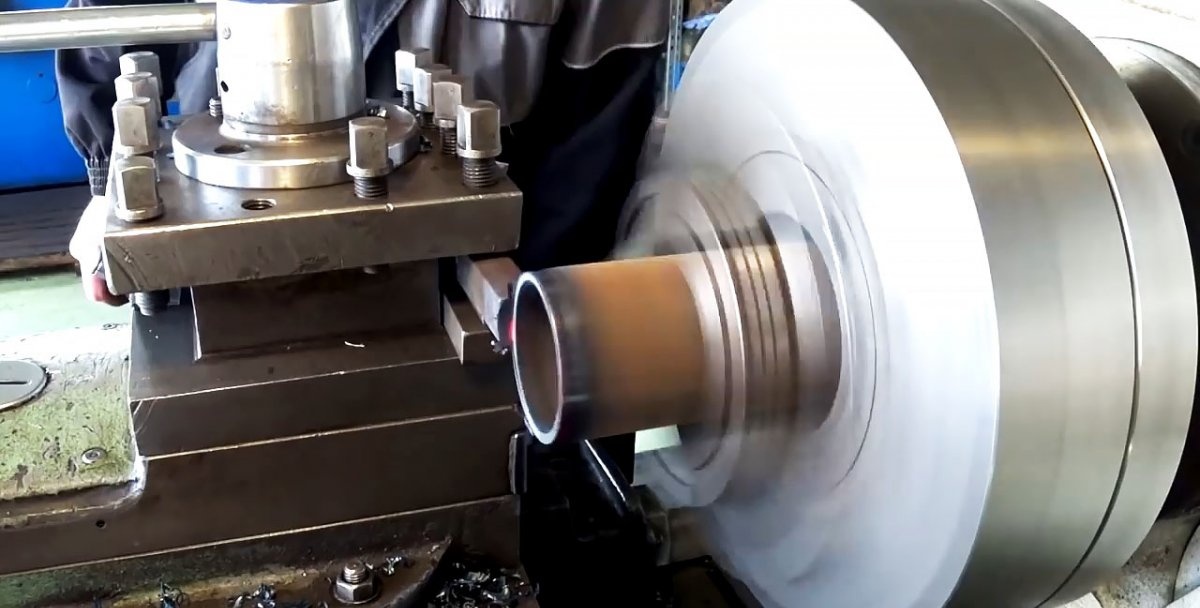
Setelah selesai memotong benang, tuan memotong bahan kerja dengan pemotong bengkok.
Perkara ini patut diberi perhatian, kerana biasanya jenis pemotong khas direka untuk menghadap - memotong. Kelebihannya ialah ia membolehkan anda melakukan ini dengan ketepatan maksimum. Tetapi dalam kes ini ia tidak penting, tetapi chamfer yang dibuat dengan pemotong melalui berguna untuk kimpalan yang lebih tahan lama. Selepas itu ia boleh dibersihkan supaya sendi tidak akan ketara sama sekali.
Apabila memangkas, logam menjadi panas, jadi ia adalah paling mudah untuk menyokong bahan kerja dengan sesuatu semasa operasi ini, sebagai contoh, sekeping elektrod atau rod, dan kemudian menyejukkannya. Seperti yang kita semua lihat, pelarik pemotong skru DIP-3001M63 dapat mengatasi tugas sedemikian dengan baik, terutamanya apabila tuan memusing sebenar berada di belakangnya.











