Biasanya, pelarik digunakan untuk membosankan, mengikat, mencairkan semula, mengimbangi dan menggerudi, tetapi keupayaan mereka tidak berakhir di sana. Saya mencadangkan untuk mempertimbangkan cara bagaimana untuk menggunakannya untuk menyegarkan keyway pada lengan. Untuk ini, saya menggunakan mesin pemotong skru 1K62.

Kit alat
Untuk melakukan kerja, sebagai tambahan kepada mesin, anda perlu:
- pemotong yang membosankan;
- memotong pemotong;
- minyak untuk pelinciran.
Mana-mana alat membosankan boleh digunakan, sudah tentu, dalam had diameter lengan. Bagi alat mortising, bahagian rentasnya dipilih untuk lebar jalur yang diperlukan. Minyak pelincir hanya diperlukan jika anda perlu bekerja dengan logam keras. Untuk keluli ringan, tertakluk kepada penggunaan pemotong berkualiti tinggi, tidak perlu, kerana chamfering dan chiselling tidak menyebabkan terlalu panas kritikal, yang dapat mempercepatkan lelasan alat canggih.

Fasa persiapan
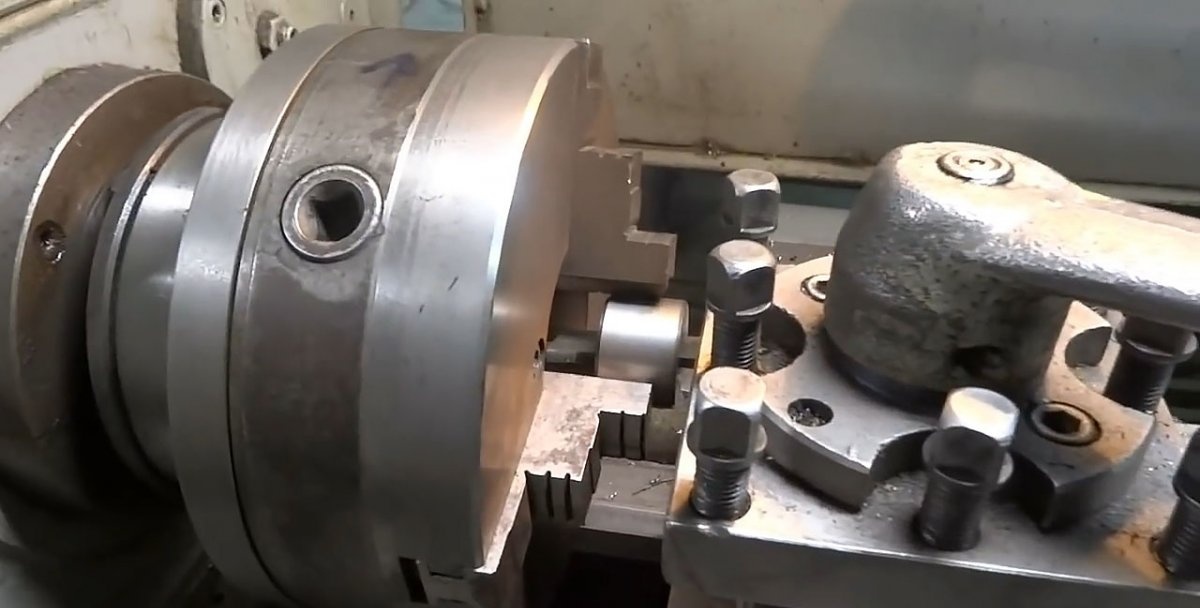
Lengan dipasang di dalam tiga rahang. Sebelum melakukan chiselling, anda mesti terlebih dahulu menyediakan chamfer dalaman dan luaran dengan alat yang membosankan. Mereka dibuat hanya dari sisi dari mana alat pemukul akan masuk. Ini adalah proses yang paling biasa yang diketahui walaupun kepada seorang pencinta yang berubah, oleh itu ia tidak memerlukan pertimbangan yang berasingan.

Selepas menyediakan bevel pada mesin, anda perlu menetapkan kelajuan minimum untuk mengelakkan spindle dari rolling. Untuk banyak mesin, cam chuck boleh memberi bermain di bawah beban, jadi dalam kes ini, perlu meletakkan spacer. Untuk melakukan ini, bolt yang sesuai dengan kacang diletakkan di bawahnya. Apabila ia dipintal, panjang berhenti bertambah, jadi ia ditekan dengan ketat terhadap kartrij, dengan itu mengeluarkan rolling.

Alat mortising sedikit diapit pada pemegang alat. Dia meletakkan pusat lengan, yang kemudiannya perlu melakukan pelarasan halus. Untuk melakukan ini, dia melangkah ke dalam lengan, bergerak secara longitudinal dengan sokongan pada slaid. Gores yang terhasil harus berjalan di sepanjang lubang lengan dari satu tepi ke yang kedua. Harus ada calar di garisan potong. Sekiranya ia, maka ini bercakap mengenai kehadiran kecenderungan. Apabila pemotong ditetapkan dengan betul, ia mestilah diapit dengan ketat, kerana beban apabila pahat lebih tinggi dari semasa melakukan operasi beralih standard.
Proses pukulan
Oleh kerana lengan dalam mempunyai radius, perlu memotongnya sebelum memulakan rujukan untuk kedalaman alur untuk mendapatkan kawasan yang lebih luas, yang akan menjadi titik rujukan sifar. Untuk melakukan ini, menggunakan caliper, saya memindahkan pemotong di dalam lengan sepanjang slaid longitudinal, mengeluarkan serpihan logam nipis. Selepas ia kembali ke kedudukan asalnya, saya mendekati tepi canggih yang telah di sepanjang slaid melintang ke badan lengan dengan 0.1 mm. Sekali lagi, saya melakukan pergerakan membujur sepanjang pengangkutan. Saya ulangi proses itu sehingga longkang itu kehilangan jejarinya. Sebaik sahaja dia meninggalkan, ini akan menjadi titik sifar untuk rujukan.

Sekarang saya meneruskan ke pintu gerbang. Dalam kes saya, kedalamannya hendaklah 2.6 mm.Menggunakan langkah 0.1 mm, anda perlu membuat 26 gerakan pemotong untuk mencapai kedalaman sedemikian.


Selepas mendalamkan alur dengan 2.6 mm, perlu tanpa mengubah tetapan pada dail untuk membuat beberapa pergerakan pemotong yang lebih berulang untuk membersihkan pesawat daripada burr kecil. Seterusnya, lengan dikeluarkan dari kartrij. Akhir kedua agak kasar, tetapi ia mudah diselesaikan. Alat membosankan sekali lagi dipasang pada pemegang alat, dan chamfers yang kemas dihapuskan. Selepas itu, lengan boleh digunakan untuk tujuan yang dimaksudkan.
Chingelling lathe adalah panjang, walaupun tidak rumit, proses. Dalam kes saya, pergerakan longitudinal caliper adalah bermotor, jadi semuanya dilakukan dengan cepat. Ia adalah mungkin untuk meresap alur pada mesin bajet dengan memandu manual, tetapi dalam kes ini ia akan mengambil lebih banyak masa.