Reikės
Darbui naudosime gana prieinamas ir nebrangiai kainuojančias medžiagas ir gaminius:
- silikonas „ELASTOLUX-M“, skirtas formoms gaminti;
- silikonas "ELASTOFORM" pagrindo gamybai;
- žibalo ar vazelino separatorius;
- formos, kurios bendras svoris yra 1 kg, priespauda;
- įpurškiamas poliuretanas „UNICAST 9“ (pagrindas, A dalis);
- kietiklis (B dalis);
- tikslios svarstyklės;
- plastikinis stiklas.
Poliuretano gaminių liejimo į silikonines formas technologija
Visų pirma, 3D spausdintuve reikia atsispausdinti pagrindinį modelį su vartymo sistema. Arba paimkite gatavą dalį, kuri turi būti pakartota, klijuokite dantų krapštuką eglių vaidmenyje. Jis bus reikalingas daugkartinio naudojimo silikoninių formų gamybai.

Jai naudojame silikoną, pasižymintį dideliu elastingumu ir pakankamu tvirtumu. Pagrindo pagrindui, kurio storis yra 10–15 mm, tinka pigesnis ELASTOFORM tipo dviejų komponentų silikonas.
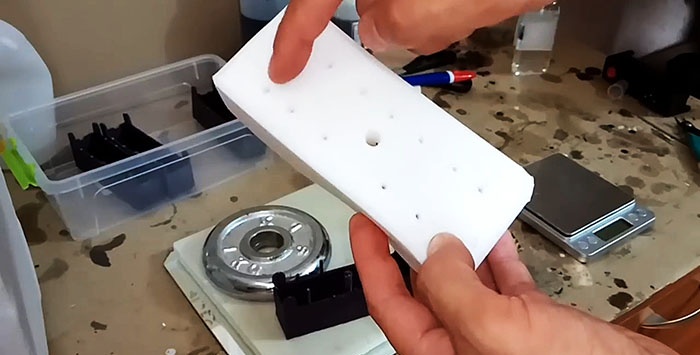
Pagaminta silikono forma.

Kaip vyksta liejimo procesas
Mes įdėjome silikono formą ant pagrindo. Jei jis bus naudojamas pakartotinai, tada jis periodiškai sutepamas separatoriumi, kurio pagrindą sudaro žibalas arba vazelinas.
Ant silikono formelės paspauskite išsklaidytą krovinį (priespaudą), sveriantį iki vieno kilogramo, ant viršaus. Norėdami užpildyti injekcijos medžiagą tvarkingai ir greitai, mes atliekame popierinį piltuvą. Po to galime manyti, kad pelėsiai yra paruošti liejimui.

Pilant imame pigiausią UNICAST 9 įpurškiamą poliuretaną (A dalis) ir kietiklį (B dalis), kuriuos sumaišome santykiu 1: 0,6.

Kokybiškam maišymui reikalingos tikslios svarstyklės ir plastikinis puodelis. Į pagrindą galite pridėti bet kokios spalvos dažų, kurie parduodami atskirai. 1 kg poliuretano reikia 90–100 lašų dažų.


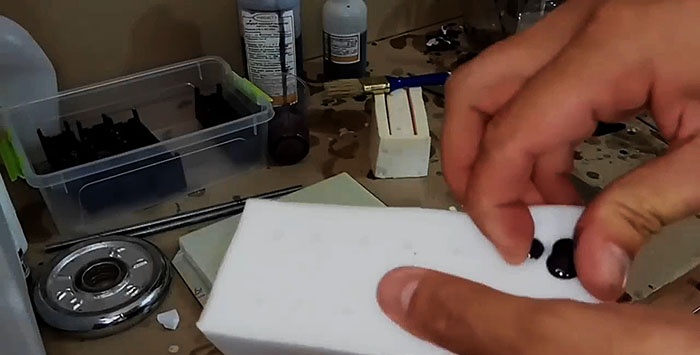
Į stiklines ant svarstyklių supilame 22 gramus skysto poliuretano ir 13,2 gramų kietiklio ir gerai maišome 30 sekundžių, ne daugiau, nes ji jau pradės kietėti. Maišydami pajusime, kad stiklas įkaista, vadinasi, prasidėjo polimerizacijos procesas. Mišinys paruoštas užpildyti.
Užpildykite mišinį be pertraukų, kol iš eglių nutekės skystas poliuretanas. Pradinis kietėjimas užtruks maždaug dvi minutes, o pilnas - 10–15 minučių, tačiau geriau laikyti užpildą 20–30 minučių forma.

Po pusvalandžio mes pradedame pašalinti poliuretano liejinius iš silikono formos.


Pirmiausia nupjauname popierinį piltuvą, kuriame jame yra užšaldytas poliuretano perteklius, tada perteklių, išeinantį iš eglių, kartu su „kojomis“. Tai mums palengvins formos produkto pašalinimą iš formos.
Be to, silikono forma yra labai lanksti, o tai taip pat padeda lengvai ištraukti liejinį iš jo be jokių sunkumų.


Belieka šiek tiek apdirbti skyles, nulaužti ar nupjauti egles ir gręžti skyles gręžtuvu. Po to formos produktas praktiškai nesiskiria nuo pagrindinės formos.

Liejimo ir 3D spausdinimo palyginimas
Injekcija, palyginti su 3D spausdinimu, yra greitas procesas. Norėdami atspausdinti tokią dėžutę 3D spausdintuve, užtruks 4,0–4,5 valandos. Tokiu atveju 3D modelis dažnai pasirodo sugedęs ir viską reikia pradėti iš naujo. Liejimo procesas užtrunka daugiausia 30 minučių. Kitas punktas yra pigumas. Liejimas yra daugiau nei 3 kartus pigesnis nei 3D spausdinimas.








