L'energia termica può essere ottenuta ruotando una parte mentre l'altra è ferma o ruotando nella direzione opposta. Inoltre, le parti devono essere premute contemporaneamente l'una contro l'altra con una forza costante o crescente dall'inizio alla fine. Il processo termina con un tiraggio e un arresto rapido della parte rotante.

Rispetto, per esempio, alla saldatura di testa, un processo basato sull'attrito presenta numerosi vantaggi operativi:
- costi energetici molto ridotti;
- il giunto saldato è sempre affidabile, perché dipende solo dalle caratteristiche termofisiche dei prodotti saldati;
- non è necessaria una preparazione speciale del giunto da unire, poiché scorie, ruggine, grasso e grasso si bruciano o vengono spremuti in grata all'inizio del processo;
- anche la violazione del parallelismo dei pezzi fino a angoli di 6 ± 1 gradi non influisce sulla qualità della connessione;
- l'assenza di fattori negativi sotto forma di radiazioni ultraviolette e emissioni nocive di gas;
- semplicità delle attrezzature tecnologiche, facilmente suscettibile di manutenzione ordinaria, meccanizzazione e automazione.
Il processo di saldatura per attrito su un tornio
Saldatura di barre d'acciaio
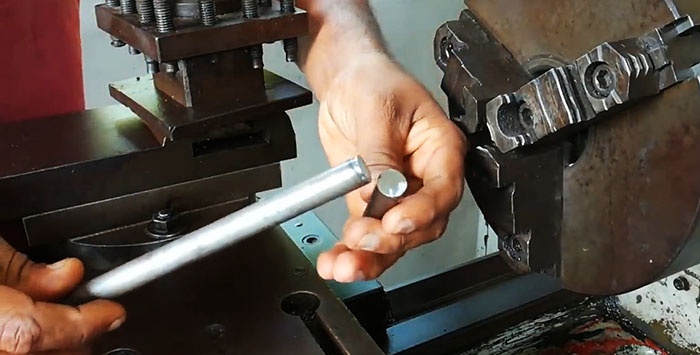
Nel mandrino e nella paletta della macchina serriamo su una barra di metallo, il cui diametro dovrebbe essere superiore a 3,5 mm, ma inferiore a 200 mm. Possono essere sia acciaio, alluminio, rame, bronzo o di metalli diversi:
- acciaio e alluminio;
- acciaio e rame;
- alluminio e bronzo ecc.
Le combinazioni di materiali possono essere molto diverse, nemmeno saldabili nel solito modo. Per la saldatura per attrito a questo proposito, non ci sono restrizioni.
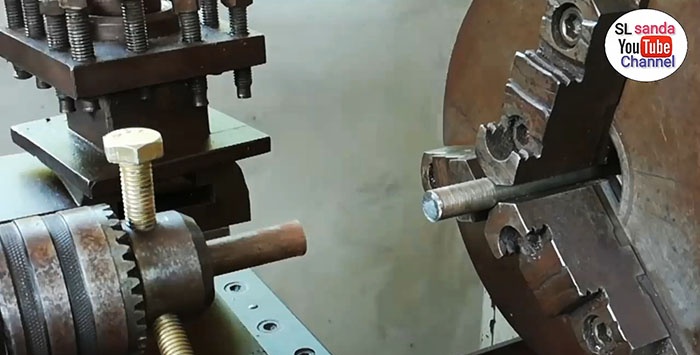
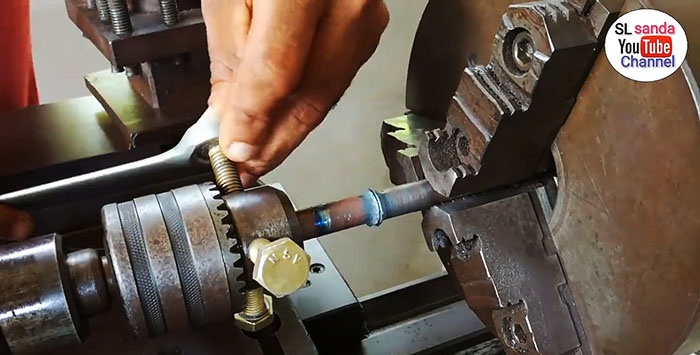
Nel nostro caso, fissiamo la barra nella paletta con l'aiuto di tre bulloni avvitati nei fori della cartuccia, distribuiti uniformemente attorno alla circonferenza di 120 gradi. Con il loro aiuto, eseguiamo l'allineamento relativo all'asta bloccata nella cartuccia serrando o allentando uno o un altro bullone.
Portiamo la paletta all'estremità delle barre end-to-end e la fissiamo o la tratteniamo con la nostra mano per aumentare la forza di serraggio durante il processo di saldatura, che è richiesta dalla tecnologia di questo metodo di saldatura.
Accendiamo la macchina, a seguito della quale l'asta bloccata nel mandrino della macchina inizia a ruotare. Nel nostro caso, l'asta fissata nella paletta è fissa, ma in linea di principio può ruotare nella direzione opposta, riducendo il tempo di processo.
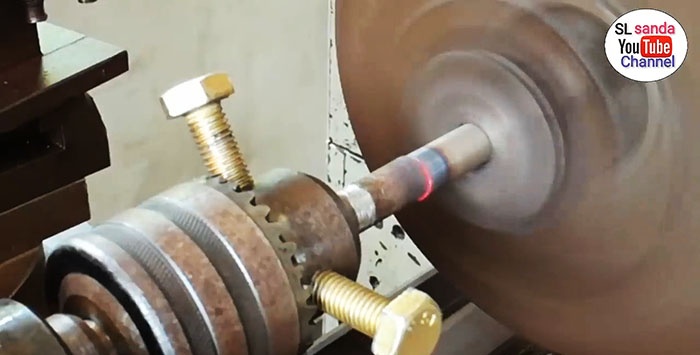
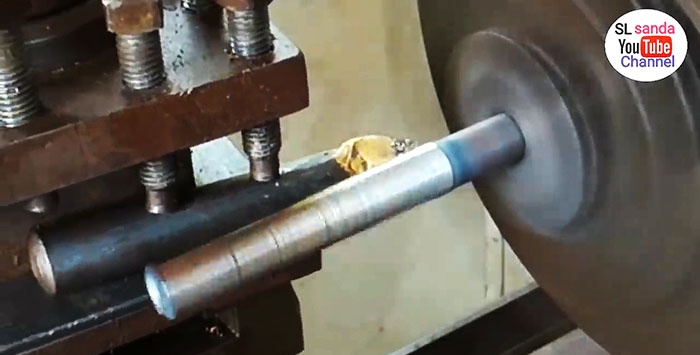
Presto vedremo i colori di scolorimento che hanno avuto inizio nel punto di contatto delle aste e si propagano lungo essi in direzioni opposte, il che è un segno diretto del rapido riscaldamento del metallo a causa dell'attrito.
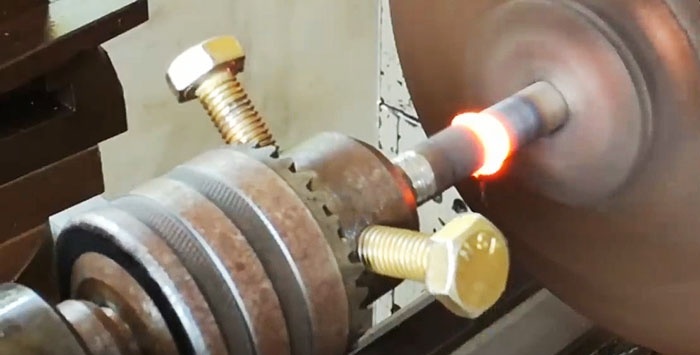
Dopo poco tempo, il metallo nella zona di contatto si illuminerà brillantemente e inizierà a estrudere sotto forma di una formazione anulare oltre i limiti delle dimensioni delle aste. In questo anello ci sarà anche una sbavatura: scala, lubrificante incombusto, inclusioni solide non metalliche, ecc.
Al momento del bagliore più luminoso del punto di contatto, la macchina deve essere spenta bruscamente per consentire al metallo di posizionarsi su due aste. Inoltre, se la paletta non è stata riparata, è necessario aumentare gradualmente la pressione su di essa per compensare il volume del metallo spostato nella zona di contatto e ottenere una connessione più forte e migliore.
Dopo aver aspettato che cessi la luminescenza (e questo è un segno di completo grippaggio del metallo), puoi allentare i bulloni di montaggio e rimuovere la paletta. Ora non resta che verificare la qualità della saldatura per attrito.
Per fare ciò, riaccendere la macchina e trovare un leggero battito dell'asta saldata - una conseguenza di un allineamento impreciso durante l'installazione all'inizio. Questo difetto viene eliminato ruotando insieme alla rimozione della bava estrusa nella zona di contatto.

Una scanalatura più profonda del metallo indica che non sono visibili elementi nella zona di saldatura delle due aste. Sembra che questo non sia il luogo di contatto delle due aste, ma il corpo di una di esse.

Eseguiamo il seguente controllo di qualità della saldatura per attrito. Fissiamo le aste collegate in questo modo in una morsa e utilizziamo il disco smerigliatrice nell'area di contatto per eseguire uno “scaffale”, e ancora una volta siamo convinti dell'uniformità del metallo, che indica anche la qualità della saldatura.

Connessione a bullone

La saldatura a frizione può essere utilizzata per collegare i bulloni di produzione di massa con le teste. Il processo non è diverso dal processo con aste: un bullone è bloccato nel mandrino della macchina, l'altro - la paletta.
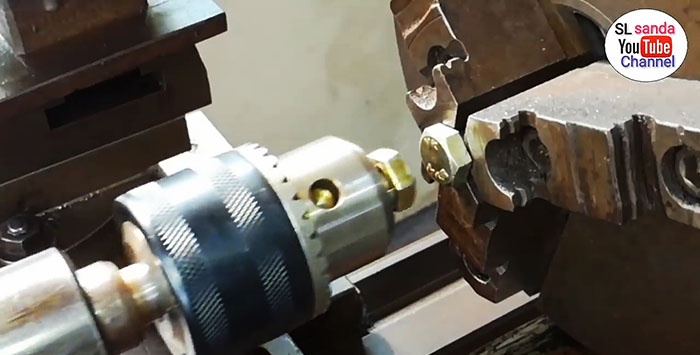
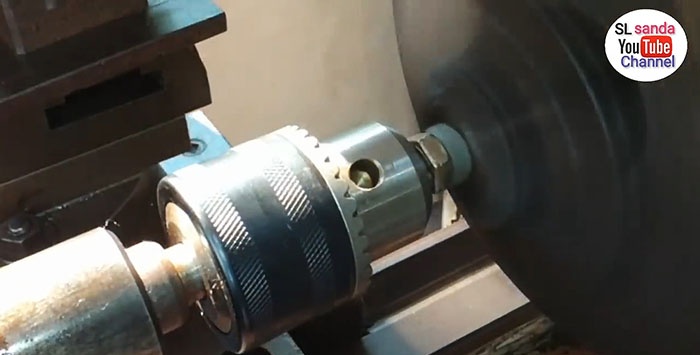
Usando quest'ultimo, i bulloni vengono messi in contatto dalle teste e la macchina si avvia. È inoltre necessario aumentare la forza di serraggio e cogliere il momento di saldatura per spegnere l'azionamento in tempo.
La saldatura per attrito può combinare materiali che altri tipi sono difficili da saldare o non saldare affatto: acciaio e alluminio, acciai austenitici e pearlitici. Con il suo aiuto, gli spazi vuoti di plastica sono anche facilmente collegabili.
I calcoli e la pratica dell'uso del composto per attrito dimostrano che questo metodo è più adatto per pezzi il cui diametro è compreso tra 6 e 100 mm. Le aste di saldatura con un diametro superiore a 200 mm sono economicamente non redditizie, poiché il processo richiederà una grande potenza (0,5 mila kW) e una forza assiale (3 × 106 N). Non funzionerà in questo modo per collegare bielle con un diametro inferiore a 3,5 mm a causa della necessità di garantire giri elevati (200 rpm) e della difficoltà di determinare il momento in cui l'azionamento è spento.








