
Szükség lesz
Előállítása időt, jelentős erőfeszítést, rendkívüli körültekintést és a következő anyagokat igényel:

- rozsdamentes acél csavar M20 × 70;
- recéző kerék;
- eszközök számok felvitelére a kerekekre;
- acélgolyók;
- rugós acélhuzal (0,3 és 0,8 mm).
Felszerelés, ami nélkül nem tudunk meglenni:
- eszterga-, fúró- és marógép;
- pad satu;
- fogó;
- fémfűrészek;
- őrlőgép;
- olló fém- és papírvágáshoz;
- tüskék tekercselő rugókhoz és tartógyűrűkhöz.
Gyártási technológia
A munka három szakaszból áll: alkatrészek és szerelvények gyártása, számok kódkombinációjának összeszerelése és telepítése.
Alkatrészek és szerelvények gyártása
Oldalsó zárbetétek
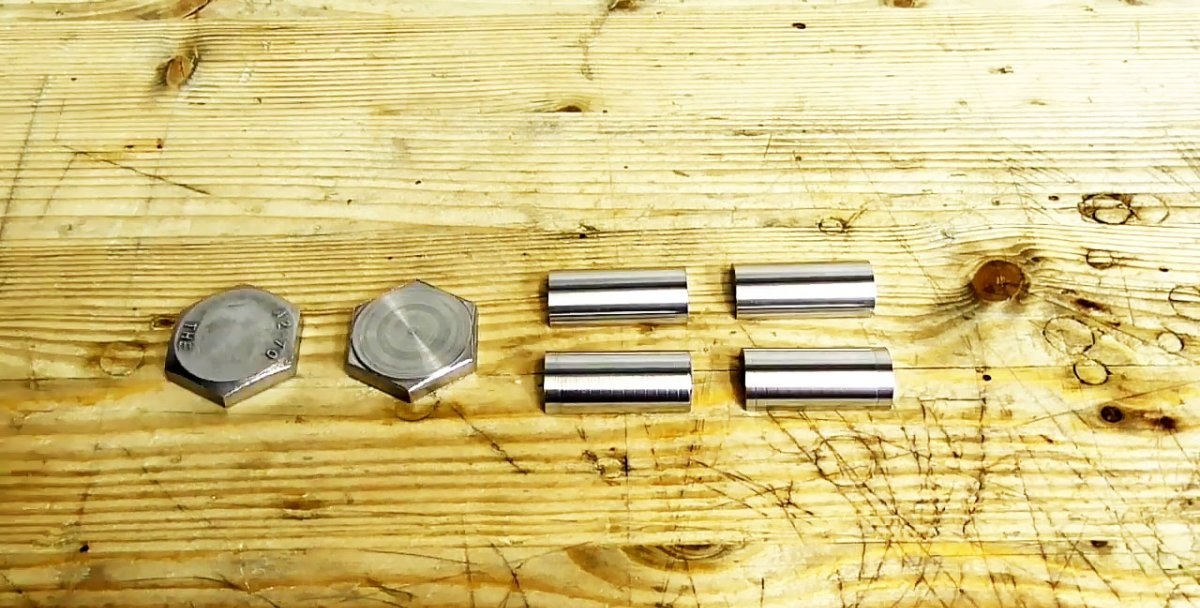
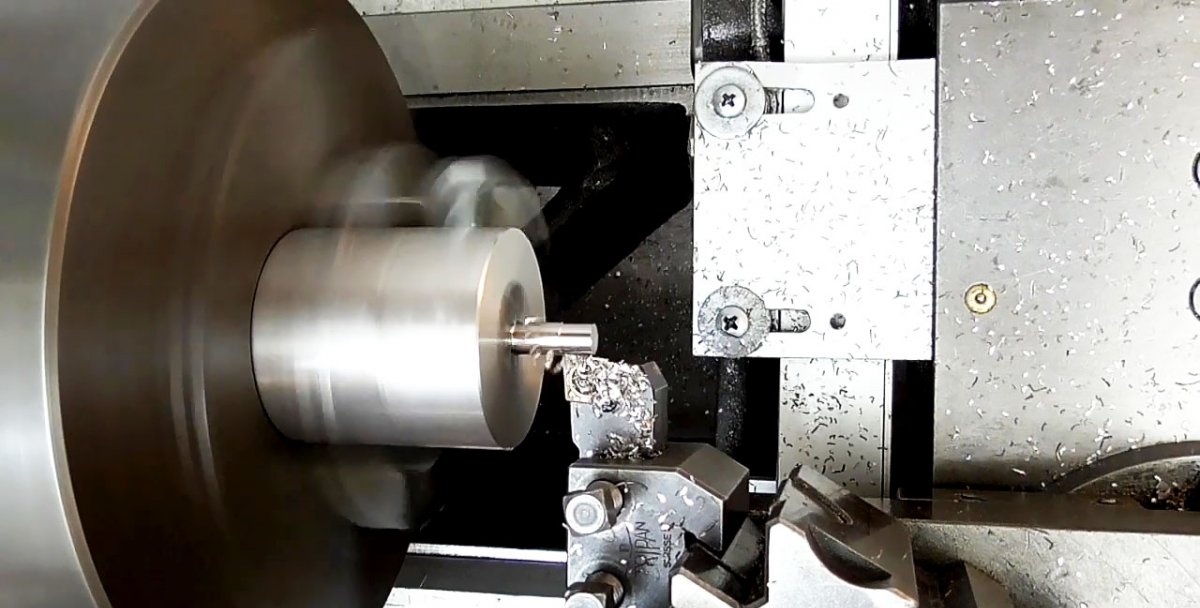
Esztergagépen a csavarfejet két felére osztjuk, és a rudat a menetprofil mélységéig csiszoljuk.
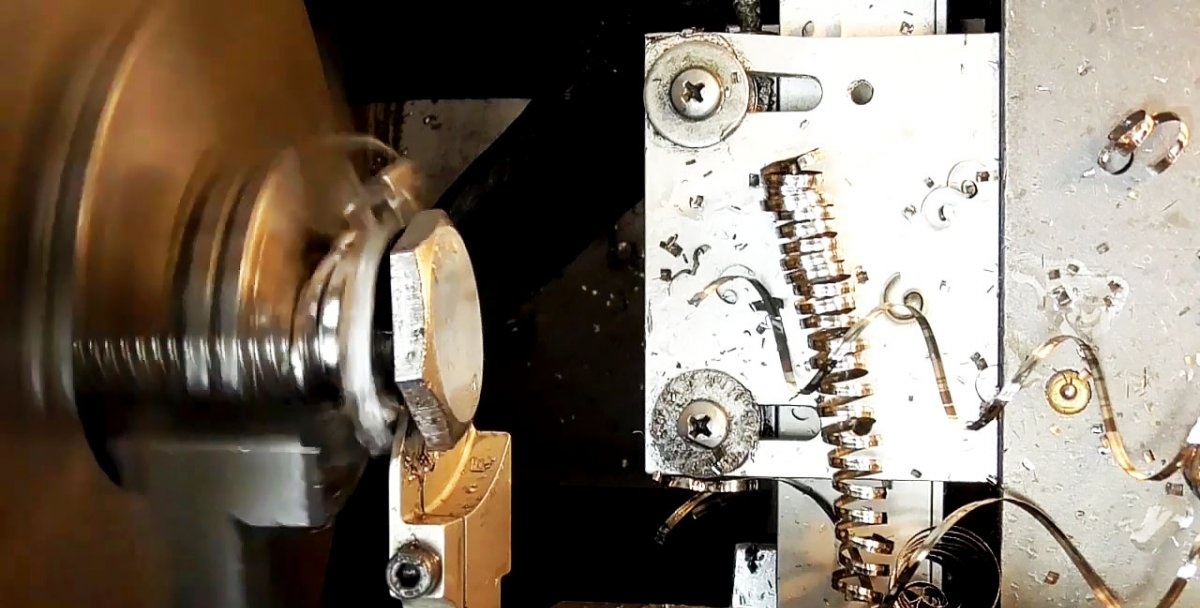
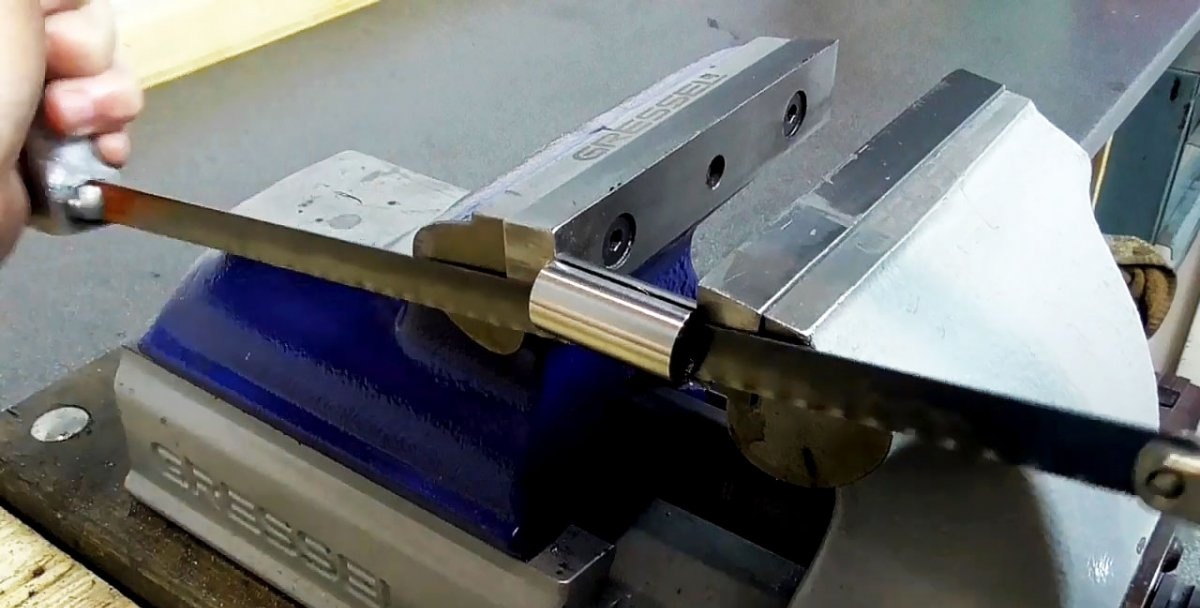
A rúd egyik részét egy satuba szorítjuk, és fémfűrésszel két hosszanti félre fűrészeljük.
Az egyik hatszögletű lemezre sablon és jelölő segítségével rajzolja meg a zár oldalsó bélésének körvonalát.

A felragasztott hatszögeket a zár oldalsó bélésének megjelölt kontúrja mentén köszörűn lecsiszoljuk, a végükön lyukakat fúrunk.


A lyukakba behelyezzük a kerek sablonok „lábait”, amelyek csak a darálón lévő zár oldalpárnáinak körvonalának megrajzolására szolgálnak.

Fúrógépen fúróval és szármaróval kialakítjuk az oldallemezek furatainak befejező profilját. A nagy lyuk körül szármaró segítségével körben egyenletesen 9 bemélyedést készítünk.
Egy puha kerék segítségével polírozza le a zár oldalsó burkolatának minden felületét.


Pins
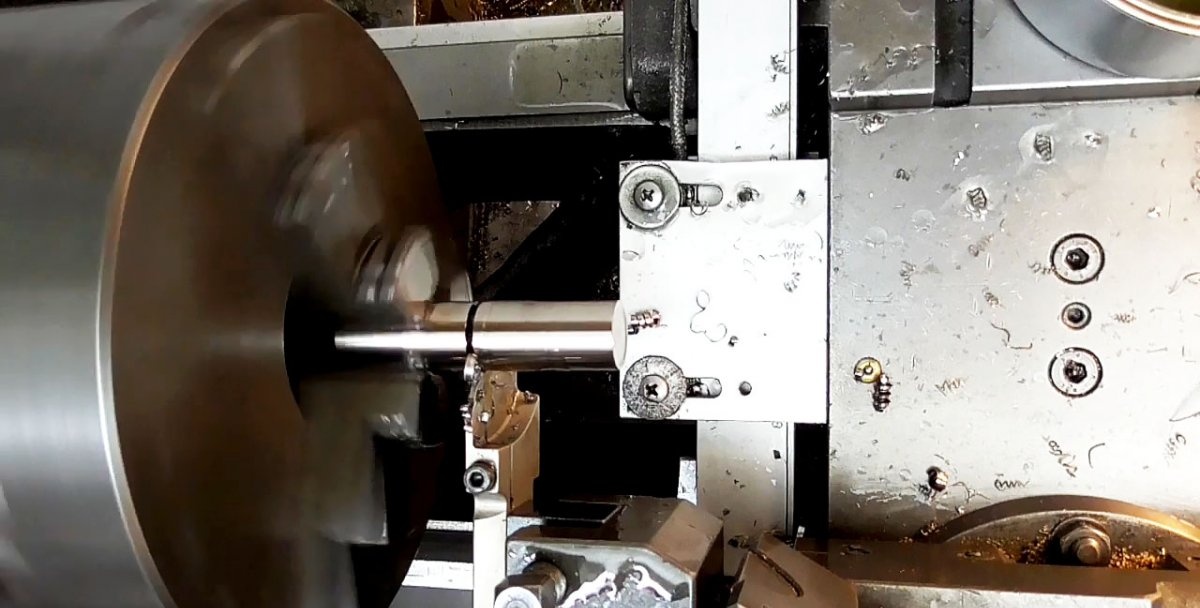
4 félhengerből egy speciális bilincs segítségével esztergagépen egy kerek rudat élesítünk a munkadarab közepéig.

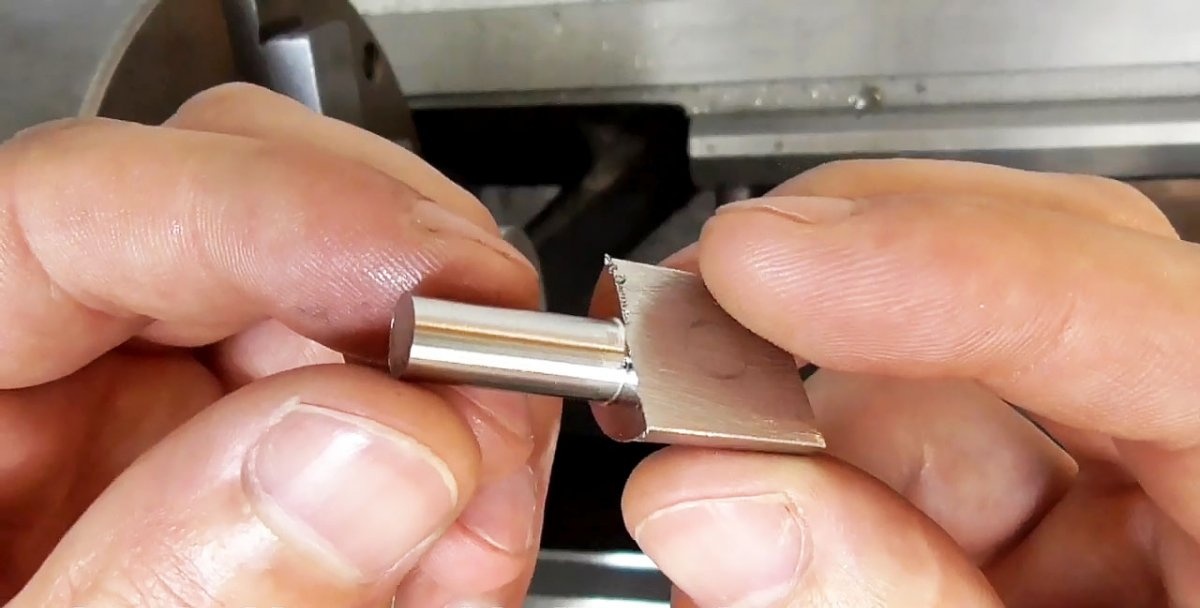


Az első csap a szerelési oldalon lévő kerekekhez való. Egyik oldalán van egy furat üléke, a másikon pedig egy gyűrű alakú horony a rögzítőgyűrűhöz és egy zsákfurat.

Maróval hosszirányú hornyot készítünk benne a zsákfurat teljes hosszában.




A második csap a rögzítési oldalról úgy néz ki, mint egy tömör, kerek rúd, amely a zár oldalsó lemezén lévő lyukat és egy vak hosszirányú fúrást tartalmaz.



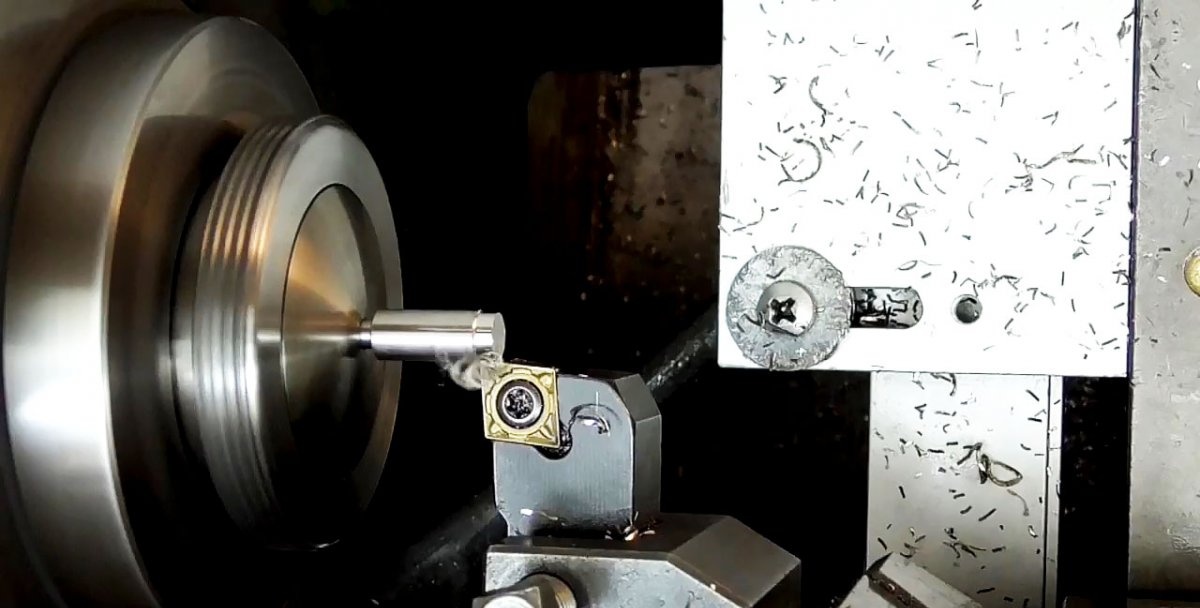
A mozgóoldali harmadik kulcscsap is a tömör henger alá van megmunkálva. Ezután az egyik oldalt egy tömítéssel ellátott patronba szorítják, hogy a görgő tengelyét elmozdítsák a patron forgástengelyétől. Ennek eredményeként, ha egy maróval megmunkálják, egy kisebb átmérőjű kerek csap képződik, amelynek közepe nem esik egybe a csap középpontjával.


Majd marással két-két polcot alakítunk ki az eltolt csap mindkét oldalán. Az eredmény egy rúd, amelynek két oldala körívekkel van összekötve.

Ugyanezzel a maróval szimmetrikus megmunkálással csökkentjük a rúd keresztmetszetét a nagyobb oldalon.

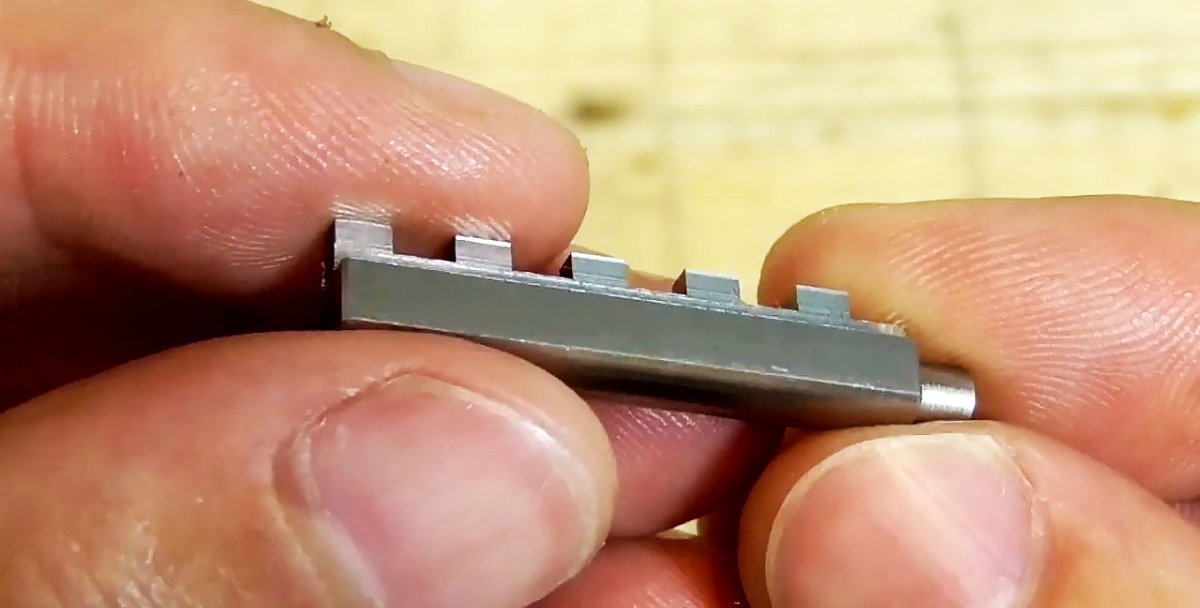
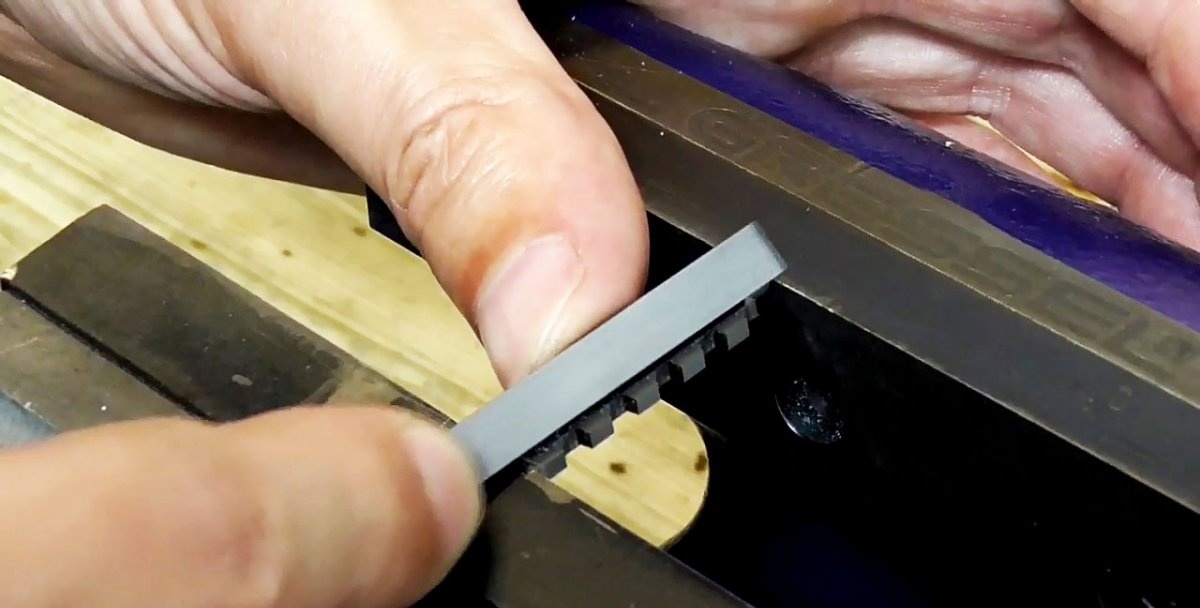
Egy szármaró segítségével 5 téglalap alakú és egyenlő hornyot készítünk. Ennek eredményeként 5 egyenlő kiemelkedés is kialakul.
Reszelővel, tűreszelővel és csiszolópapírral a rúd az összes kiemelkedéssel megkapja a kívánt formát, a széleket és a bordákat pedig lekerekítik. Végül ezt és az összes többi rudat egy puha kerékkel fényesítsd át.


A rudat behelyezzük a helyére a zár oldallemezébe.
A negyedik csap, amely a mozgatható oldalon a felső tengely funkcióját látja el, a zár oldallemezében lévő furat méretére van megmunkálva, és egyik oldalán reszelő és puha kör segítségével félgömb alakúra formázzuk. . Be is illesztjük a helyére.


Hegesztés, csiszolás, polírozás
A hátoldalon lévő összes csapot a zár oldallapjaihoz hegesztjük.

A hegesztési varratokat köszörűn csiszoljuk, polírozzuk, a széleket reszelővel lekerekítjük, csiszolópapírral befejezzük és puha koronggal polírozzuk.

Egy reszelőkészlet segítségével a csap végén hornyot alakítunk ki egy hosszanti hornygal. Megpróbáljuk a mozgatható csapok beillesztését a rögzítettek furataiba.


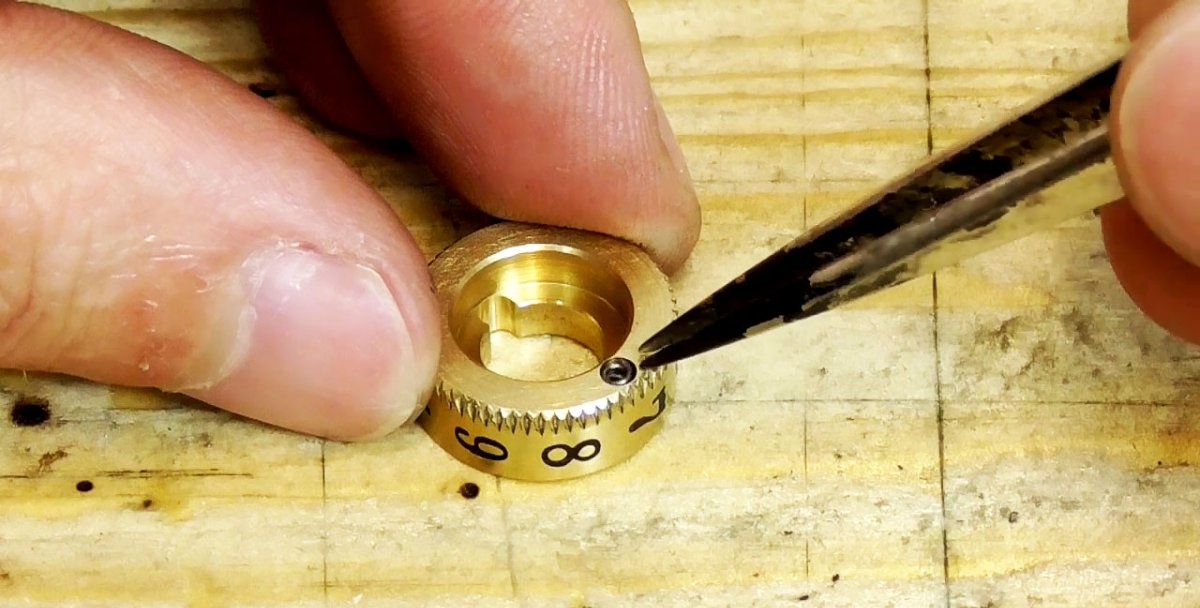
Sárgaréz kerekek számokkal
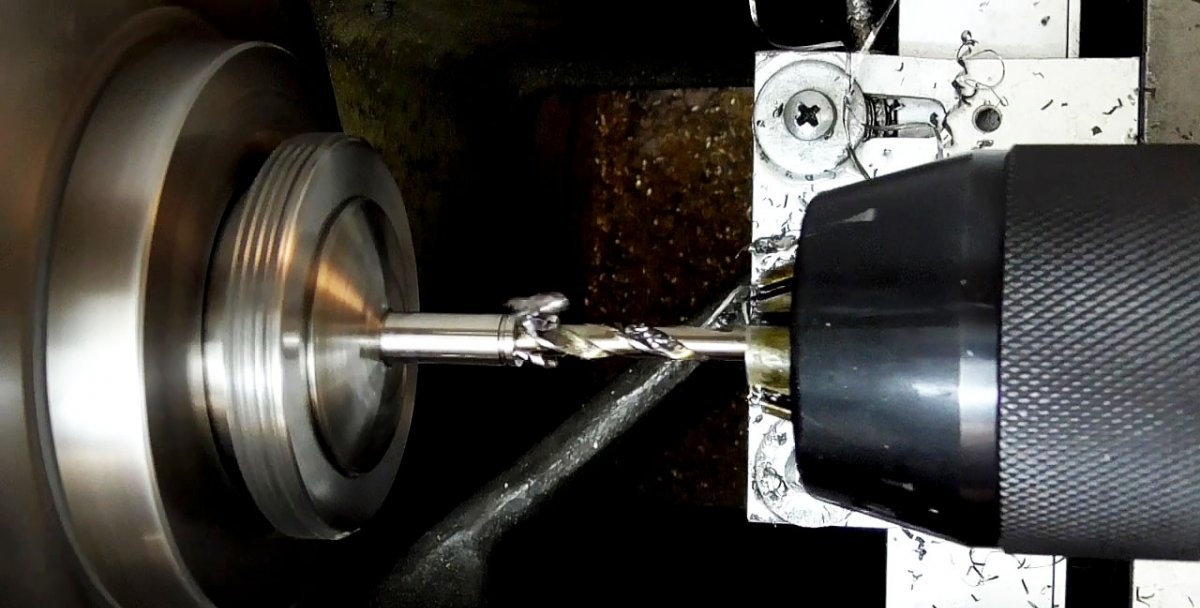
4 db számmal ellátott sárgaréz kereket készítünk. A méretre vágás után esztergagépen levágjuk a nyersdarabjaikat, először átmenő lyukat fúrva a közepébe, és egyrészt kitágítjuk egy bizonyos mélységig.




Az ötödik kerék abban különbözik a többitől, hogy mindkét oldalán központi horony található, amelyek közül az egyik mélyebb, mint a másik.
Az alakító kerekekre felvitt számoszlopok szilikonnal bevont papírra vannak nyomtatva tükörképben.
Függőleges számcsíkokat vágunk ki ollóval és felragasztjuk a formázó kerekekre.

A számokat átvisszük az alakító kerekek felületére, görgetve őket egy forró vasaló talpán. Ennek eredményeként a papír elválik, és a gyűrűre egy számokkal ellátott szilikonréteg tapad.

A kerekek minden felületének védelme érdekében, kivéve a számozottakat, körömlakkal fedjük le.

A kerekeket drótra fűzzük, egy ferde árok aljára helyezzük, és 45 percig maratáshoz vas(III)-klorid oldattal töltjük fel, ami vonzóvá teszi a kerekeket, kontrasztossá a számokat.

Ezután egy speciális tüskére fűzzük fel a kerekeket, húzzuk meg anyával és rögzítsük az eszterga tokmányába. Ezután csiszolópapírral feldolgozzuk a kerékblokkot, és egy ronggyal polírozzuk.
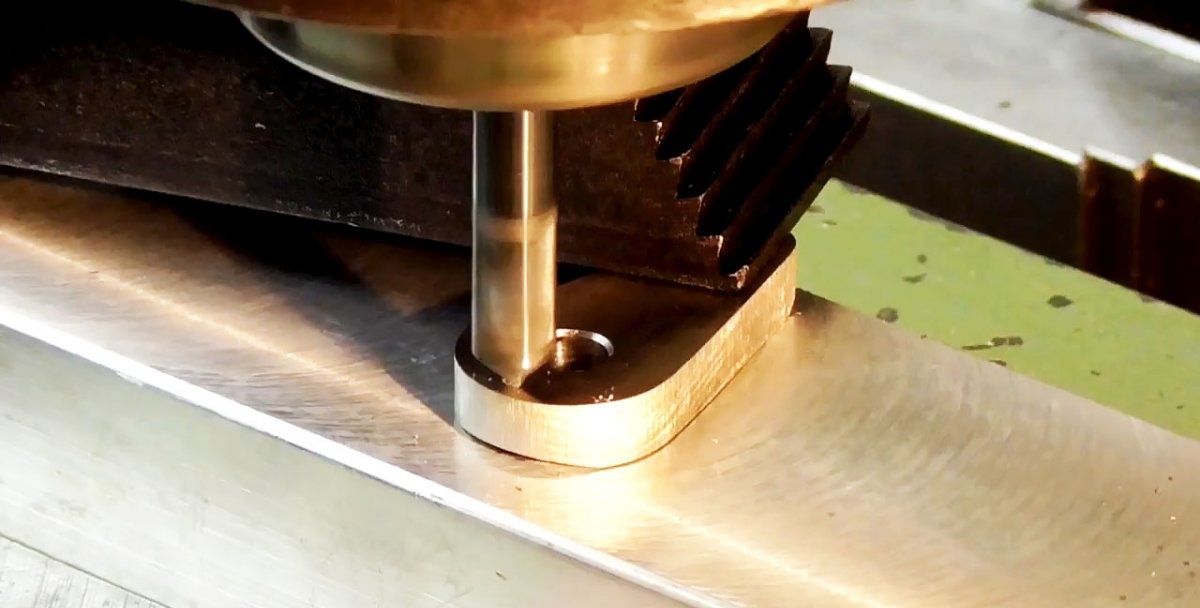
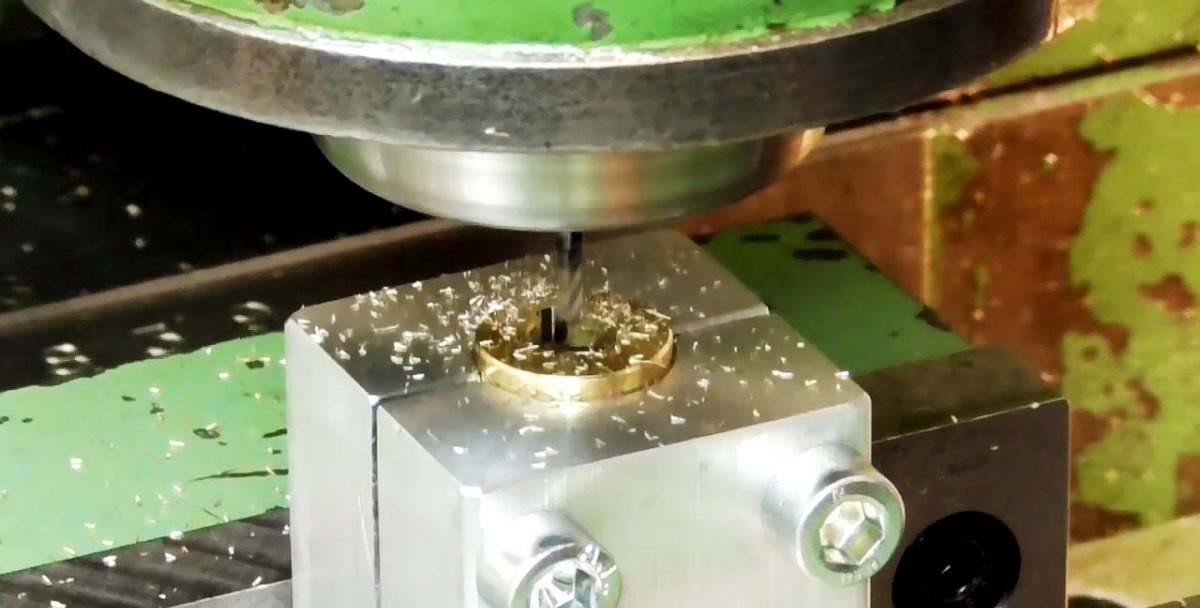
A kerekeket egy speciális tartóba szorítjuk, és marógéppel maróval félkör alakú hornyot készítünk, amíg ki nem lép egy nagy lyukba.
A kerekek végein körben egyenletesen 9 bemélyedést készítünk.

A kerekeket egyenként rögzítjük a tüskére és befogjuk az eszterga tokmányába. A beállított recézést a kerékre visszük, megkenjük olajjal és bekapcsoljuk a gépet. A kerék végén egy keskeny csíkkal kör alakú bevágás van felgöngyölve.


Vágóval távolítsa el a sorját a bevágás végéről.
Fúróval 0,8 mm-es zsákfuratokat fúrunk a kerekek végein, a félkör alakú horonnyal szemközti bevágással.

Ismét egyenként rátesszük a kerekeket a tüskére, és a digitális mélyedéseket fekete festékkel kenjük fel, a felesleget sima felülettel eltávolítjuk, a forgó kerékhez nyomjuk, majd puha ruhával.



További alkatrészek, összeszerelés és kódolás
Speciális rugók tekercselésére szolgáló tüske segítségével, esztergagépre szerelve, 0,3 mm-es rugóacél huzalból 5 db hasonló rugót készítünk.

A drót tüskén tartásához a rugók feltekerésekor fogót, a végek levágásához pedig fémollót használunk.
A számokkal ellátott kerekek összeszereléséhez a rugókon kívül 5 db 2 mm-es acélgolyóra lesz szükségünk.
A kerekek vakfurataiba rugót szúrunk, és a tetején egy labdával fedjük le.

Ezután mind az 5 kereket rugóval és golyóval felfűzzük a felső tengelyre.
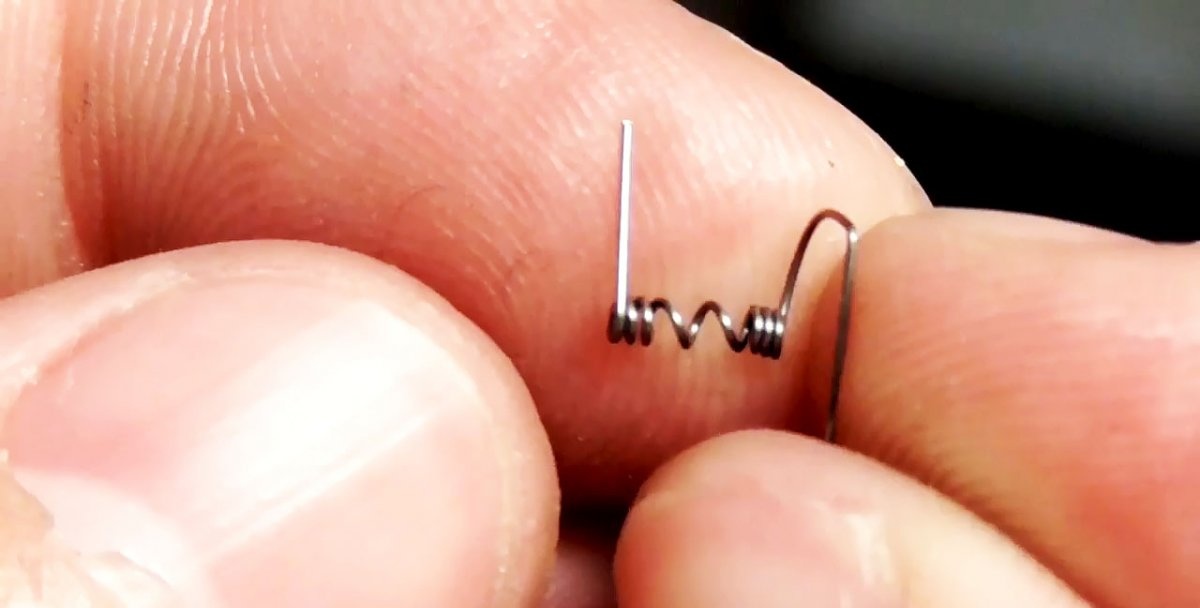
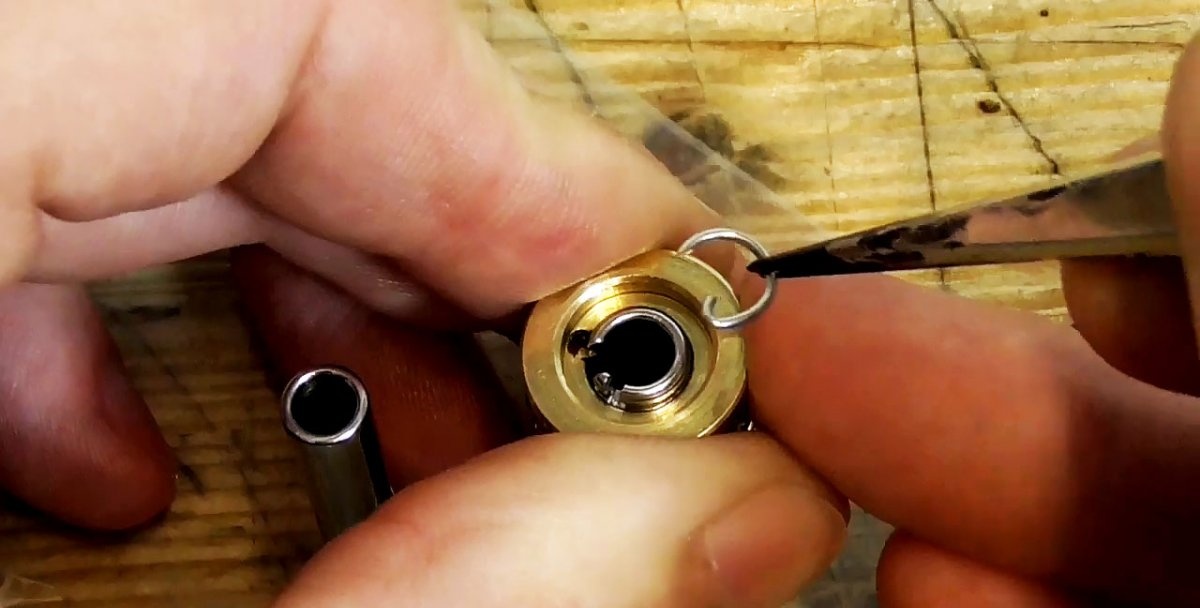
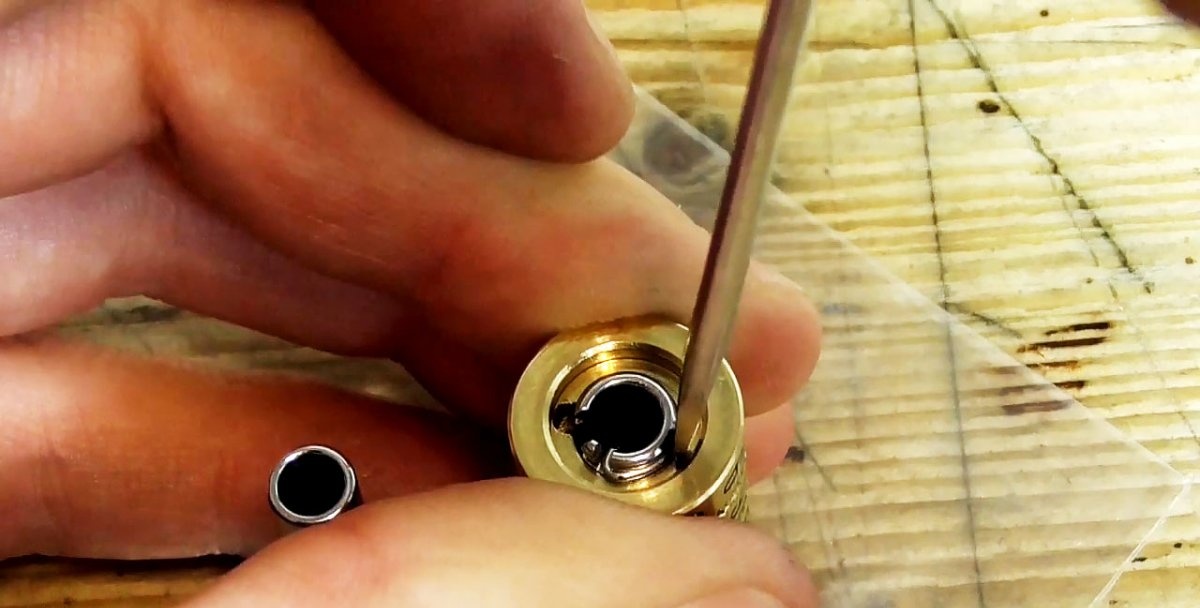
Egyszerű tüskén, satuba szorított 0,8 mm-es rugós acélhuzal segítségével, fogóval és huzalvágóval a kerekek összenyomásához és tartásához stopzárat készítünk számokkal a rúdon.
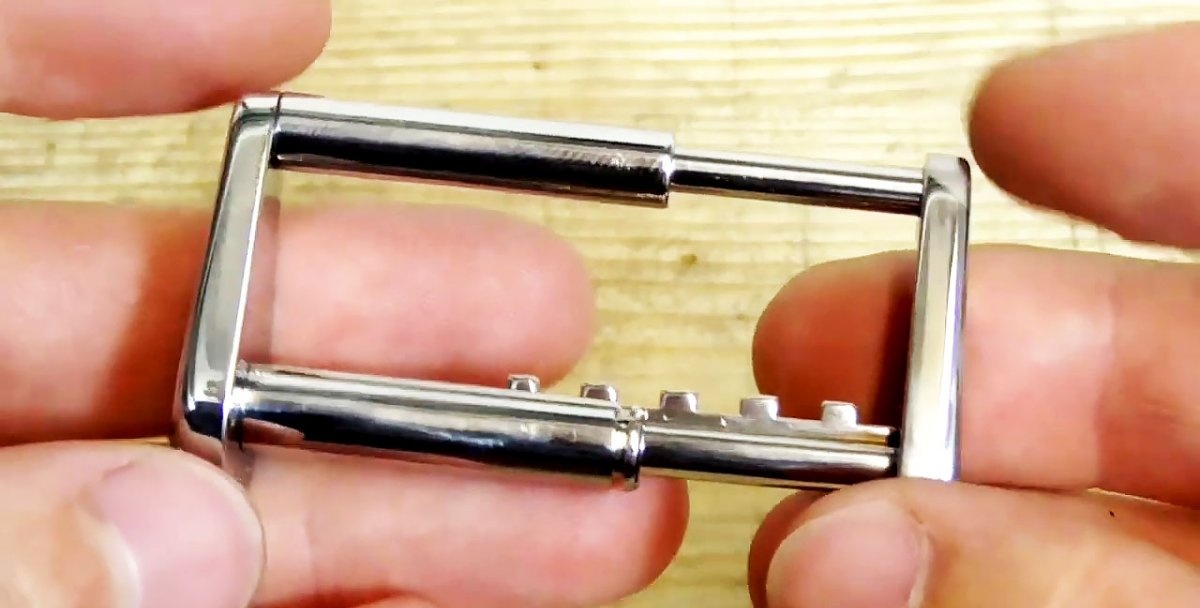
A dugó egyik végét csipesszel beledugjuk a rúd végén lévő horonyba, középen benyomjuk a dugót, majd a második él biztonságosan letakar és megtart mindent, ami alatta van.

Nem kell mást tenni, mint a kombinált zár második oldalát a rudakkal a helyére behelyezni, és a készülék készen áll a használatra. De egyelőre a zár le van zárva, mert véletlenszerű számkombináció lett beállítva. A számok kódkészletét a kerekeken lévő reteszelőelemek elhelyezkedése határozza meg, és minden zárra kizárólagos.













