Az elektromos vezetékek szerelésénél mindig a forrasztásos csatlakozásokat részesítem előnyben. Úgy gondolom, hogy ez a módszer jobb elektromos érintkezést biztosít a vezetékek hagyományos csavarásához képest, anélkül, hogy forrasztást vagy perselybe vagy hegybe préselne.

Szükséges eszközök és anyagok
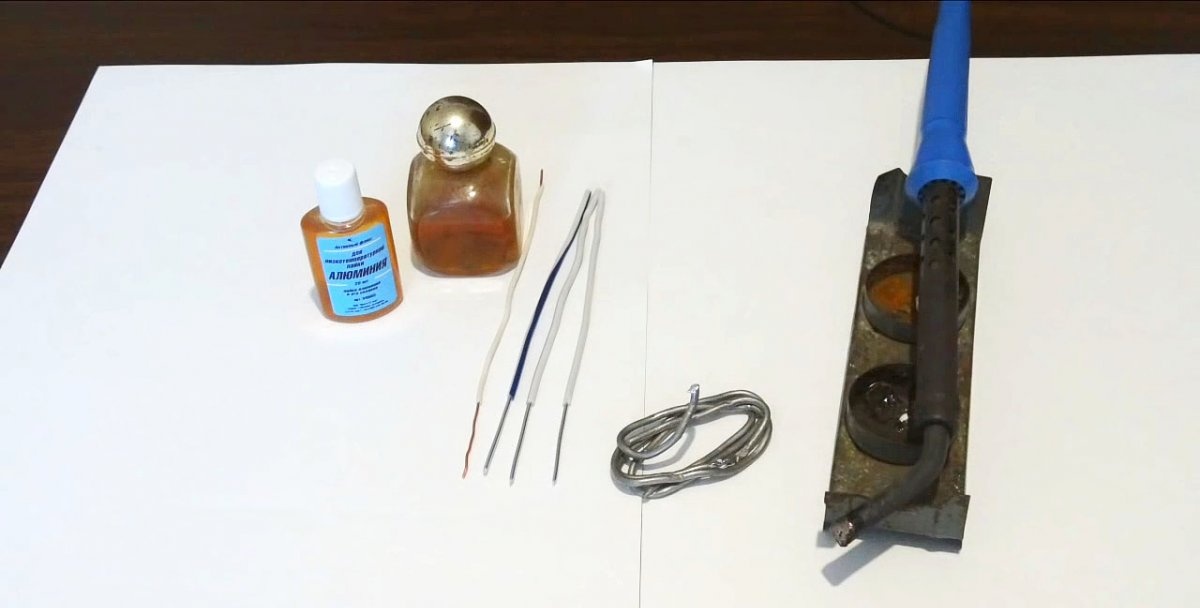
Szükségünk lesz:
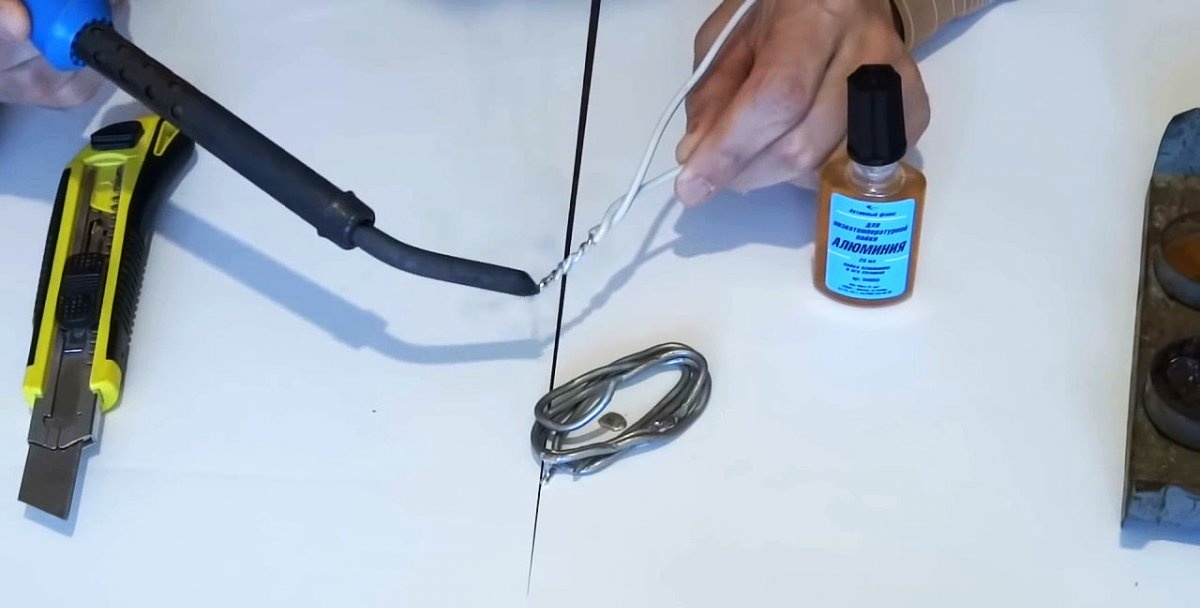
- normál forrasztópáka, 40 watt teljesítménnyel;
- kés vezetékek csupaszításához és csupaszításához;
- folyasztószer alumínium forrasztásához (F-61A, F-59A, F-64 stb.);
- gyanta acetonos vagy alkoholos oldata;
- ólom-ón forrasztóanyag;
- 2,5-4 négyzetméter keresztmetszetű alumínium- és rézhuzalok levágása. mm.
Kezdjük a forrasztással
Sodort alumínium huzalok forrasztása
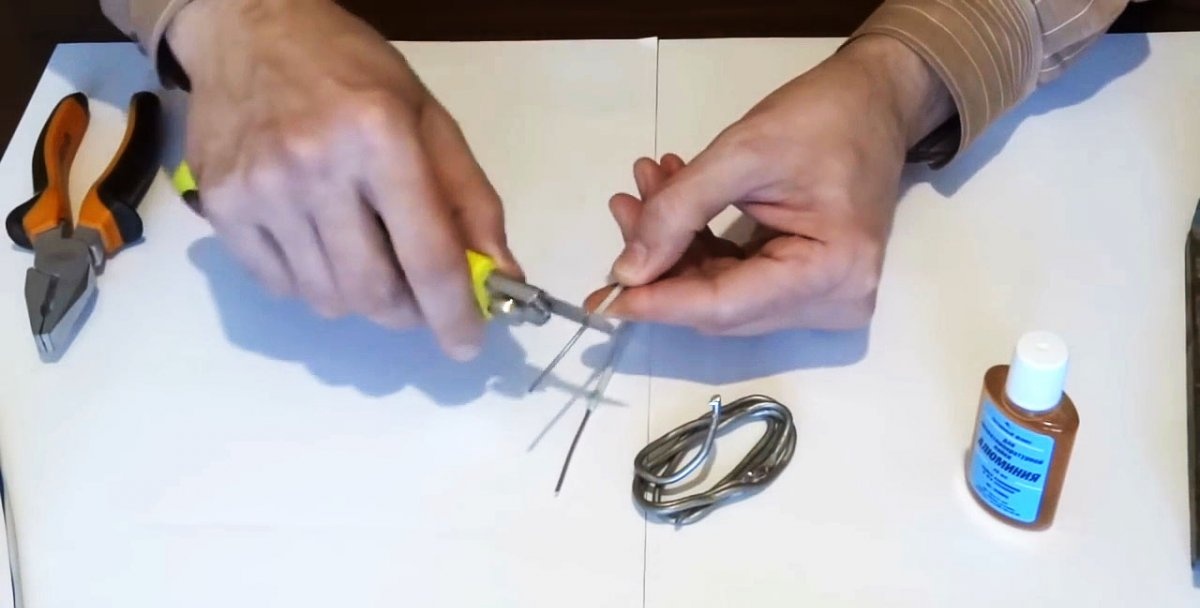
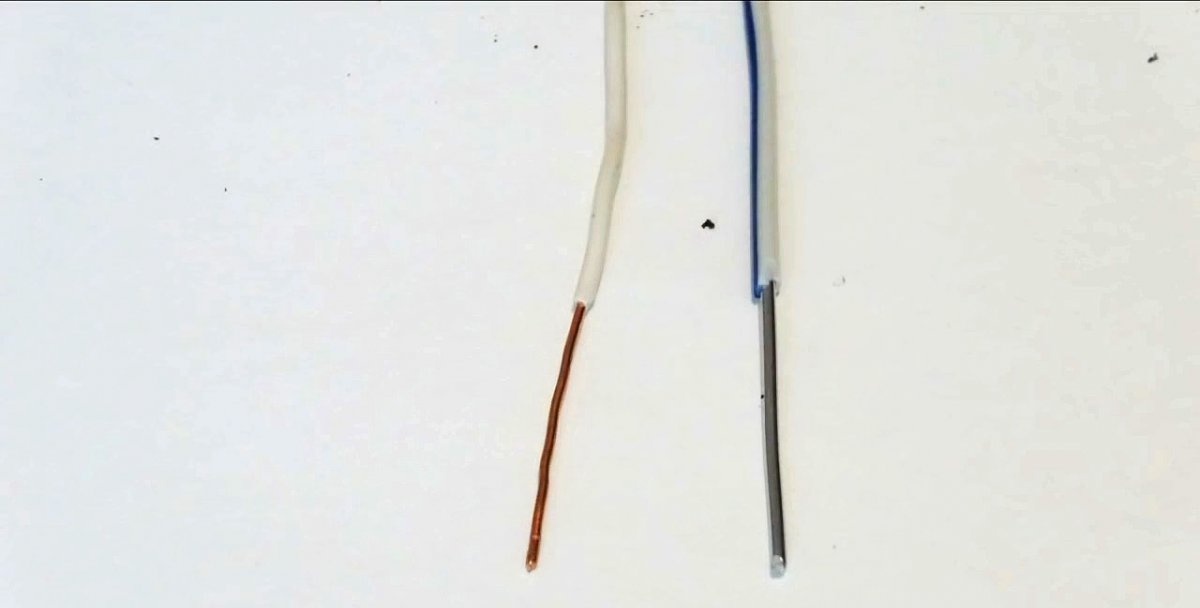
Kezdjük a csavart alumíniumhuzalok forrasztásával.A vezetékek csavarása előtt meg kell győződnie arról, hogy az alumínium vezetékek felülete tiszta. Ellenkező esetben késsel kell lecsupaszítani a vezetéket. A huzal felülete világos ezüst legyen, ne sötétszürke.
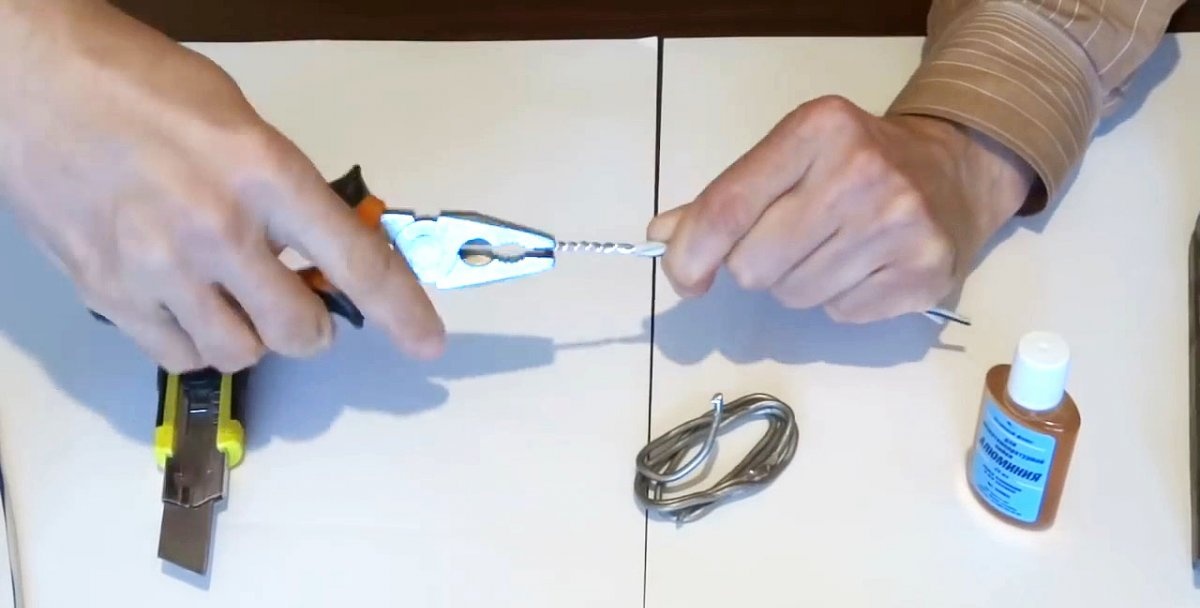
Fogóval csavarjuk.
Az alumínium forrasztásához speciális folyasztószert használunk. Lehet, hogy egy adott márkájú F-61A, F-59A, F-64 stb., vagy egyszerűen csak „folyasztószer alumínium forrasztásához” nevezhető. Egy 25 ml-es palack körülbelül 45 rubelbe kerül, és sokáig eláll.

Egy ecsettel vigyen fel vékony réteg folyasztószert a csavarra minden oldalról.
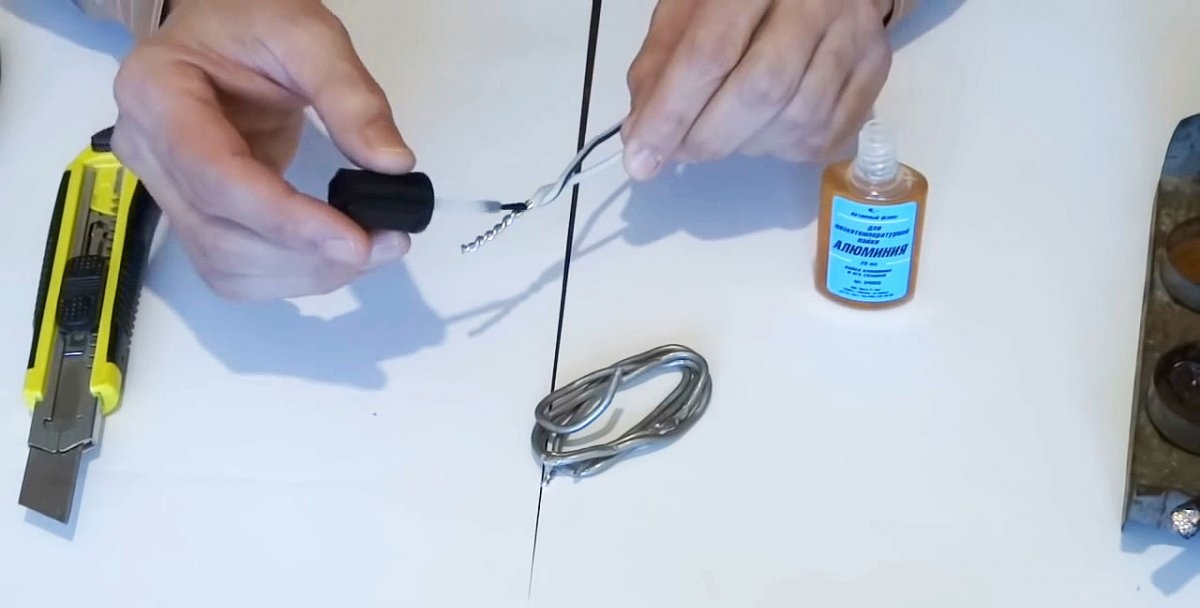
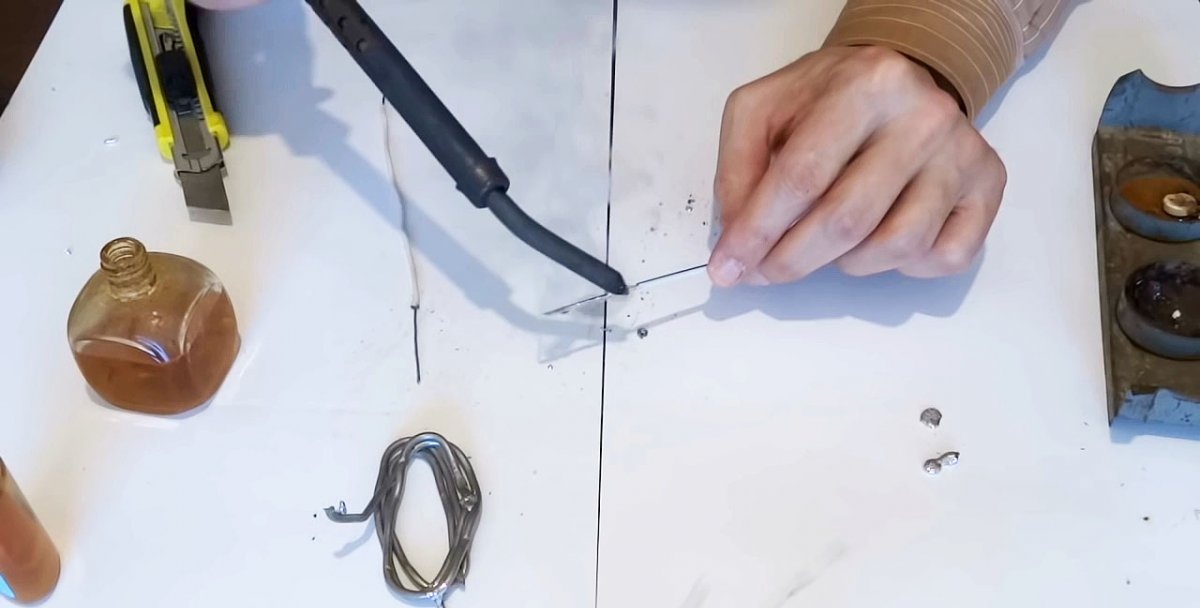
Nedvesítse meg az üzemi hőmérsékletre melegített forrasztópáka hegyét a forraszanyaggal úgy, hogy finoman megérinti. A csavart a hegy munkafelületével simogatva vigyen fel rá forraszt.
A forrasztóanyag és az alumínium színe hasonló, de ez nem akadályozza meg, hogy megfigyelje, hogyan terjed a forraszanyag a vezetékek felületén, kitöltve a köztük lévő réseket. A forraszanyag mennyiségével nem szabad túlzásba vinni, elegendő egy vékony réteg az alumínium felületére, kerülni kell a fagyott cseppeket.
Forrasztási rézcsavar

A rézszálakat ugyanígy forrasztom, csak a folyasztószer ebben az esetben a gyanta acetonos oldata. A következőképpen készítem el. Kb. 30 ml acetont öntök az üvegbe, és fokozatosan hozzáadom az előzőleg porrá tört gyantát. Keveréssel elérem a gyanta teljes feloldódását. Ennek eredményeként az oldatnak gyenge tea színét kell kapnia. A fluxust is ecsettel viszem fel, a gyanta fogyasztása elenyésző, az aceton folyékonyságának köszönhetően az oldat a legkisebb résekbe is behatol. Ha fel nem oldott gyantát használunk, az nem sikerül olyan szépen, a felesleget el kell távolítani.

Sodrott réz és alumínium huzal
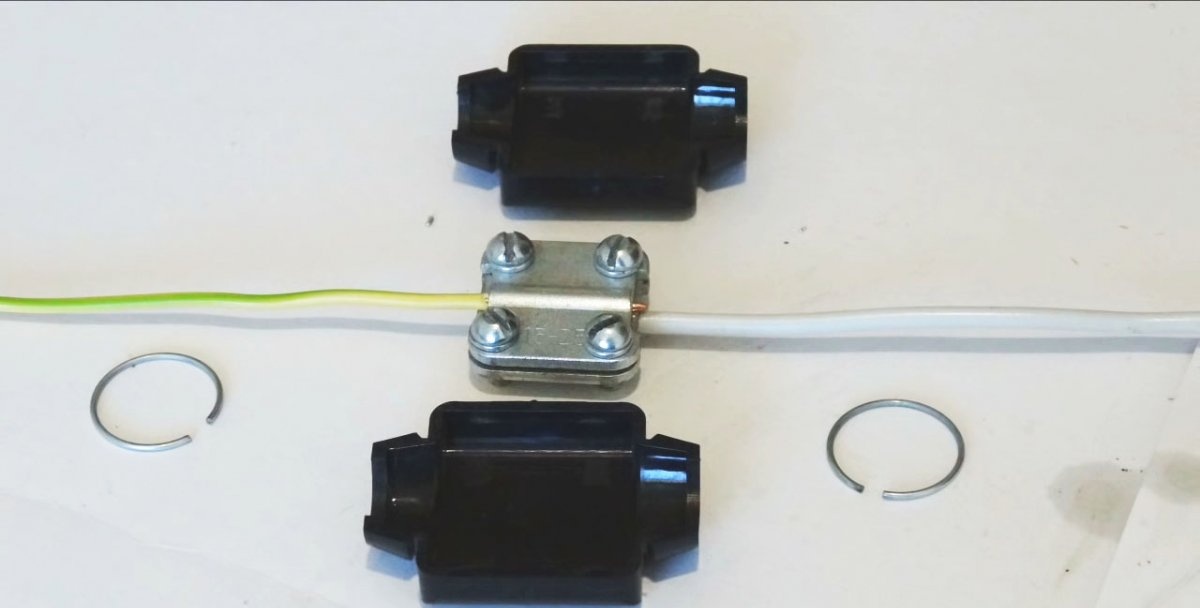
Az elektromos vezetékek beszerelésekor tilos a vezetékeket közvetlenül csatlakoztatni rézből és alumíniumból készült áramvezetőkkel. Az elektrokémiai folyamatok eredményeként ezen fémek határfelületén oxidfilm képződik, ami növeli az érintkezési ellenállást. A nedvesség jelenléte aktiválja a reakciót. Ennek eredményeként a csomópont felmelegszik, ami tovább gyorsítja a korróziós folyamatot. A rezet és az alumíniumot egy harmadik fém köti össze. Általában csavaros csatlakozást használnak a vezetékek közé szerelt acél alátéttel vagy speciális bilincsekkel, amelyek megakadályozzák a vezetékek közvetlen érintkezését.

Ha a vezetékeket réz- és alumíniumvezetőkkel kell csatlakoztatni, a következőképpen járok el.

A bekötésre szoruló réz és alumínium vezetékeket előónozom, vagyis vékony forraszanyaggal bevonom.
Ugyanakkor minden fémhez más folyasztószert használok, de ugyanazt a forrasztást használom. Utána megcsavarom a vezetékeket és a csavart kívülről forrasztom. Ennek eredményeként a réz- és alumíniumhuzalokat egy forrasztórétegen keresztül kötik össze, amely elválasztja őket. A forraszanyagban lévő ón és ólom kémiailag semleges a rézzel és az alumíniummal szemben, ami kiküszöböli az elektrokémiai korrózió előfordulását. A csavarra felvitt külső forrasztóréteg tömíti az érintkezőt és védi a külső hatásoktól.

Néha hallani lehet arról a véleményről, hogy a forrasztási csavarok potenciális veszélyt rejtenek magukban. Úgy gondolják, hogy a csavar túlmelegedésekor a forrasztóanyag megolvad, és ahogy csepeg, károsítja a többi vezeték szigetelését. Találjuk ki ezt.
Maga a csavar, különösen forrasztva, olyan elektromos érintkezési területet biztosít, amely többszöröse a fő vezeték keresztmetszete.Ez azt jelenti, hogy amikor az elektromos vezetékek túlterheltek, a csavarás melegítése minimális lesz. Ebben az esetben a huzal teljes hosszában túlmelegszik, ami a szigetelés megolvadásához vezethet, sokkal korábban, mint a forrasztás. Ennek a helyzetnek az oka nem a csavarás vagy forrasztás, hanem a megszakító hiánya vagy annak helytelen kiválasztása.
Ami az olvadt forrasztóanyag „pusztító” hatását illeti, a forrasztás során megbizonyosodhatunk arról, hogy a forrasztópáka hegyéről véletlenül lehulló cseppek még az asztalon lévő újságpapíron sem égnek át.
Következtetés
A forrasztás során kövesse az alapvető biztonsági szabályokat. Az elektromos forrasztópákával végzett munka a következő veszélyekkel jár:
- áramütés, ha meghibásodik (fázistörés a testen és a forrasztópáka hegyén);
- égési sérülés lehetősége (az ólom-ón forraszanyagok olvadáspontja kb. 200°C).











