Hosszú vágóállvány készítése sarokcsiszolóhoz

Teljes értékű gépet kaphat lapanyag vágására akár egy közönséges daráló habcsókjával is, amit bemutatok. Készítettem egy vonalvezetőt, amivel fém, fa, műanyag és akár kerámia csempét is vághatsz. Viszonylag olcsó a gyártása, kis helyet foglal és sokoldalú.
Elpazarolt anyagok
Egy sarokcsiszoló állvány elkészítéséhez az én méréseim szerint szüksége lesz:
- profilcső 40x20mm – 0,32 m;
- profilcső 20x20 mm – 1,38 m;
- profilcső 15x15 mm – 0,34 m;
- szalag 40 mm – 0,14 m;
- szalag 20 mm – 0,16 m;
- csapágyak 100-as sorozat – 16 db.;
- M10 csavarok hatlaphoz 75 mm – 8 db.;
- dió M10 – 12 db.;
- alátétek 10 mm – 32 db.;
- hosszú anyák M12 – 3 db.;
- hosszú anya M10;
- M12 csavar teljes menettel 200 mm;
- csavarok M10 40 mm – 2 db.;
- 70 mm-es teljes menetes hatlapfejű csavar;
- dugók profilhoz 20x20 – 6 db.;
- dugók profilhoz 40x20 – 1 db.;
- profilcső 50x50 vezetőhöz – 2 m vagy több.
Vezető és kocsi gyártása

Először egy görgős kocsit kell készítenie a lineáris vezetőhöz. Ennek alapja egy 20x20 mm keresztmetszetű profilcső lesz. Szüksége lesz 4 darab 300 mm hosszúságú nyersdarabra.

Most lyukakat kell fúrnia az alkatrészek jövőbeli csatlakoztatásához. Középpontjuk a profilcsövek minden szélétől 25 mm-re található. 11 mm átmérőjű fúróra lesz szüksége.
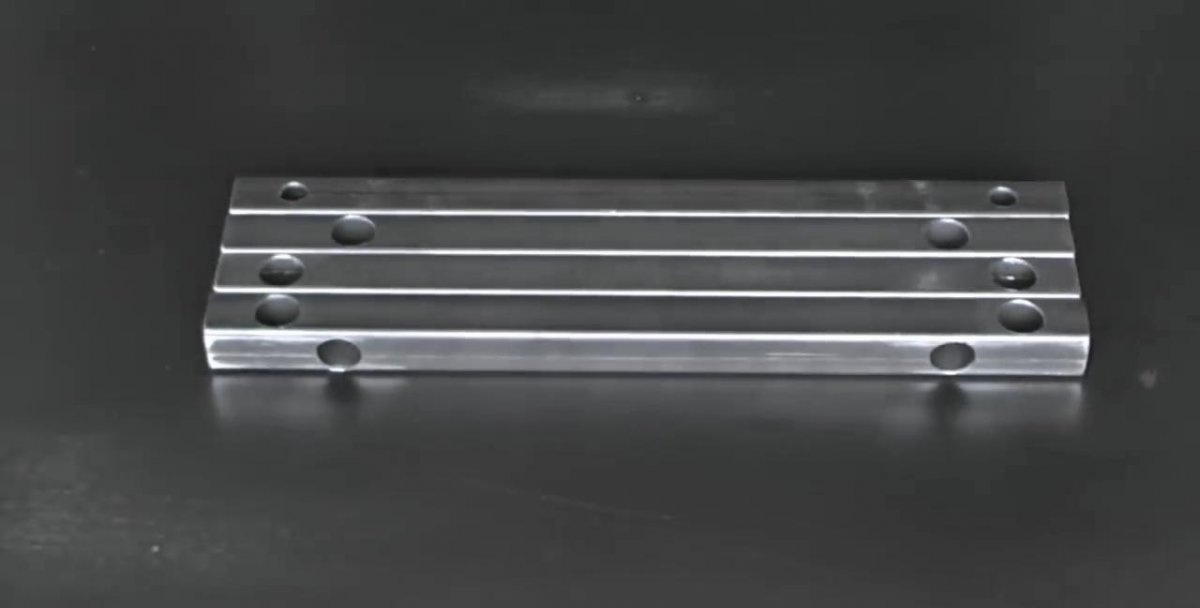
A bevonatos profilt a másik oldalra fordítva és 50 mm-rel visszahúzva mindkét oldalon hasonló átmenő furatok készülnek. 11 mm-es fúrót használnak.
A későbbiekben a kocsi összeszerelésekor használt csavarok elrejtéséhez a munkadarabokon lévő átmenő furatokat ki kell tölteni. Ehhez minden profil egy falát meg kell fúrni egy 17 mm átmérőjű fúróval. Ily módon mind a 16 lyuk elkészül, a mellettük lévő maradék 16 érintetlen marad.

Most vállat kell készítenie, hogy rögzítse magát a darálót. Erre a célra egy 40x20-as profilcsövet használnak, amelynek hossza 300 mm.

Ahhoz, hogy a vágásmélységet a jövőben be lehessen állítani, további beállító elemre van szükség. 20x20 mm-es profilcsőből készül. 160 mm hosszú szakasz készül. Végei 45 fokos szögben vannak levágva. Szemre vághat, mivel a pontosság nem olyan kritikus.
Egy 15x15 mm keresztmetszetű profilcsőből kis, 40 mm hosszú távtartókat kell vágni. Összesen 8 darab szükséges.

Miután elkészült ezekkel az üres lapokkal, ideje összeszerelni őket. Csatlakozó hurokként egy 200 mm hosszú tömör menetű M12 csavart használnak. 3 hosszú M12-es anyát csavarnak rá.
Miután a csavarokat bilincsekkel ellátott anyákkal rögzítette az asztalhoz, rögzítse a nyersdarabokat egy pár 20x20-as és egy 40x20-as profilból.A csöveket az anyákhoz kell hegeszteni.

Egy 40 mm széles acélszalagból 2 darab 50 mm hosszú darabot kell vágni. Fúrjon egy lyukat a közepébe közelebb a szélekhez 11 mm-es fúróval.
A lemezeket a daráló hajtóművéhez kell csavarozni a fogantyú rögzítéséhez használt szabványos furatokba. Egyes szerszámoknál ezek a lyukak M8-as csavarokhoz készíthetők, amit figyelembe kell venni. A megbízhatóság érdekében az M10 40 mm-es szorítócsavarokat anyákkal kell ellátni. A csavarokat a lemezeken keresztül csavarják be a sebességváltóba, és anyákkal húzzák meg.
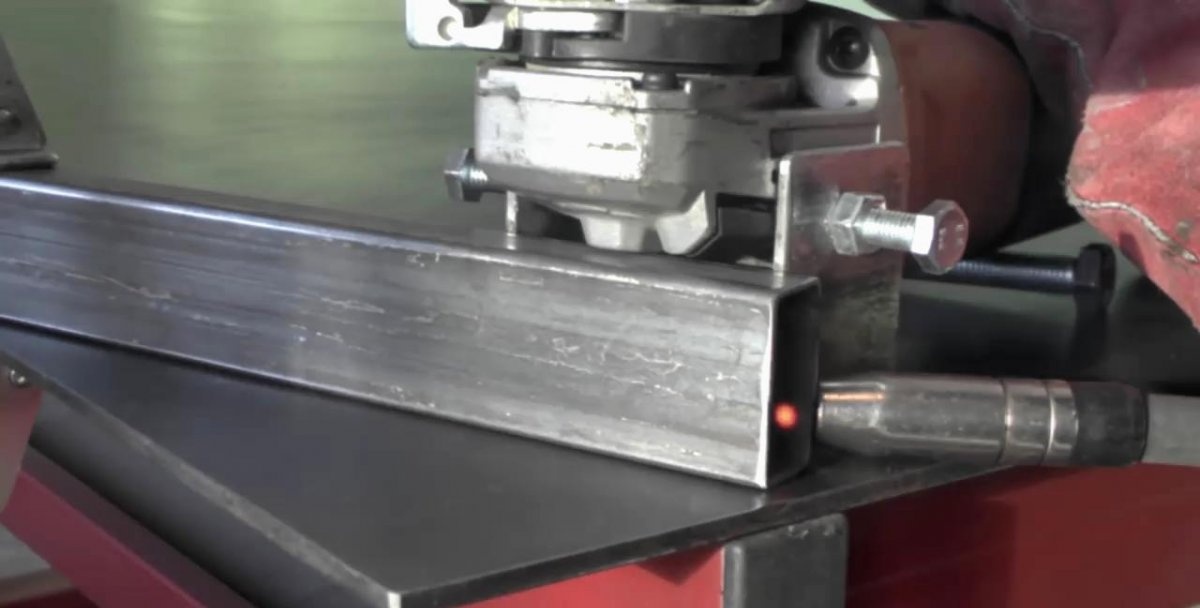
A csiszolót a lemezekkel a 40x20 mm-es profilból a munkadarabhoz kell rögzíteni és hegeszteni. Ezt követően a szerszám eltávolítható, hogy ne sérüljön meg, amikor a rögzítés már biztonságosan hegesztett.

Szemre, a lemezek rögzítésétől kicsit visszalépve, egy 20x20-as profilból korábban elkészített, 160 mm hosszúságú munkadarabot leforrázunk. A szabad végére egy dugót hegesztenek ugyanabból a szalagból, mint a sarokcsiszoló tartója. A lemez kiálló fülére egy lyukat fúrnak, amelyre egy M10-es anyát hegesztenek. A szerkezet megerősítéséhez a profil oldalára további 160 mm hosszú, szintén 45 fokban fűrészelt acélszalagot kell hegeszteni.


Most a hegesztési munka teljesen befejeződött, és megkezdheti az összeszerelést. Ideje festeni az alkatrészeket.


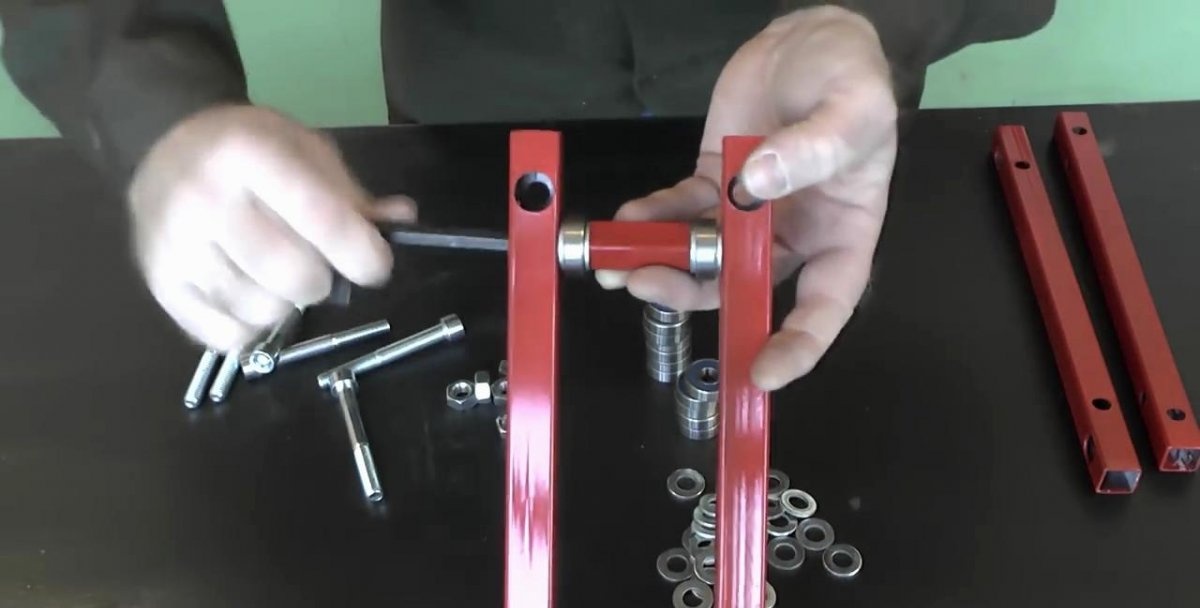
Ideje összeszerelni a kocsit. Ehhez 75 mm hosszú M10-es hatlapfejű csavarokra lesz szüksége. A 20x20 mm-es profilcső-nyersanyagokat össze kell húzni. Ugyanakkor egy pite képződik közöttük: alátét, csapágy, alátét, távtartó, alátét, csapágy, alátét. Ezt még 7-szer megismételve az eredmény egy kész kocsi.

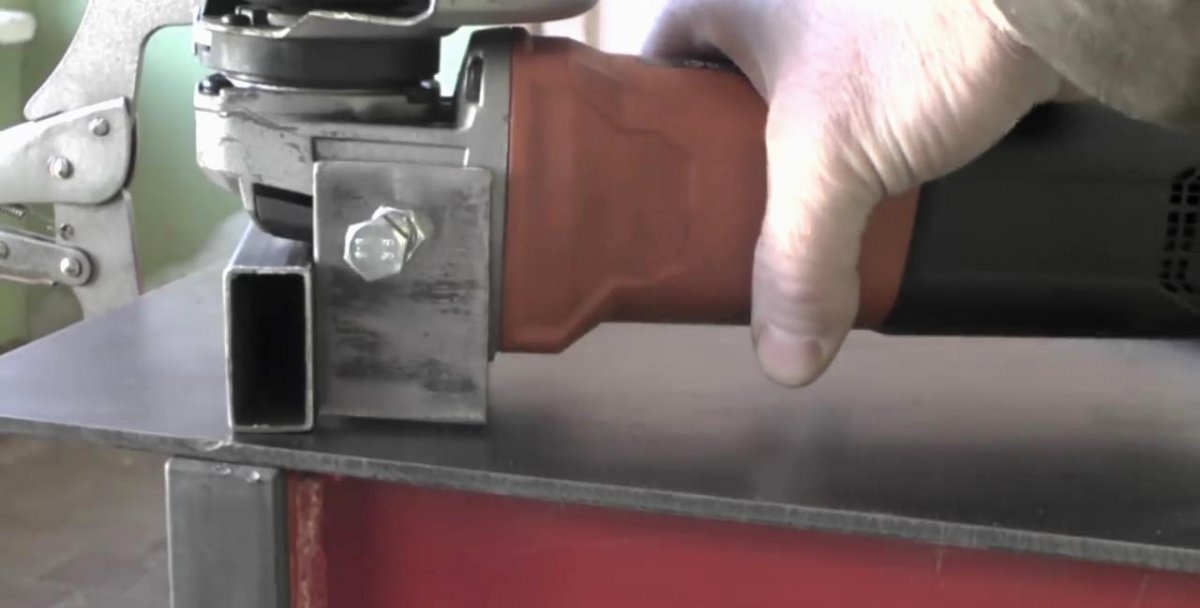
Most össze kell szerelnie magának a darálónak a vállát. Csavarokkal van rácsavarozva és anyákkal préselik.Az egység összeszerelésekor jól meg kell húzni a meneteket, hogy a szerszám ne lazuljon ki működés közben.

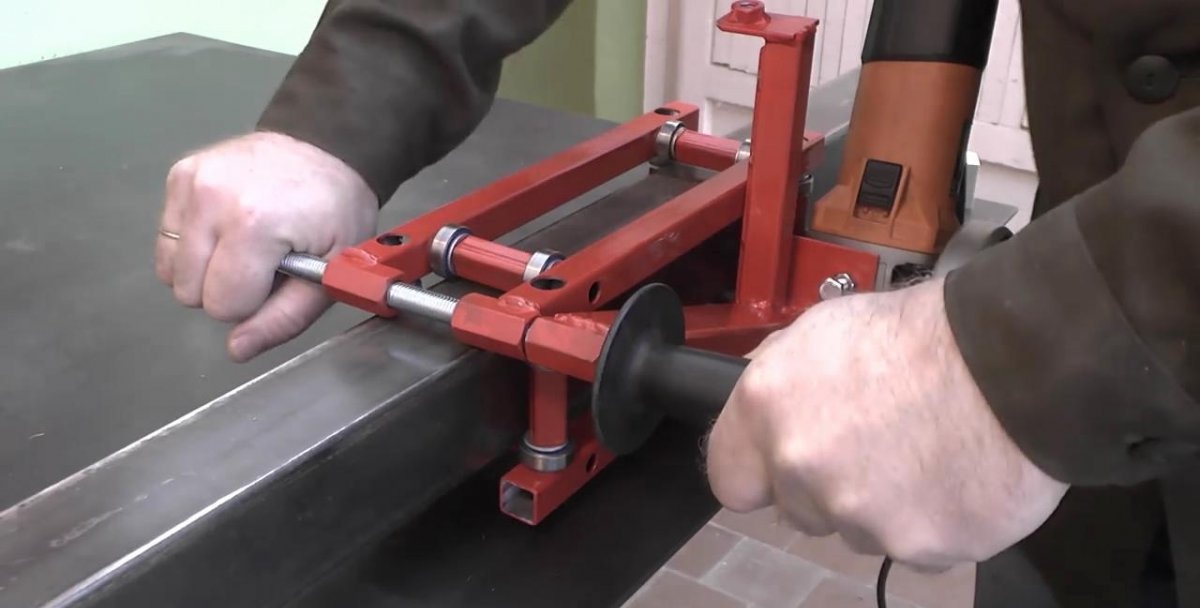
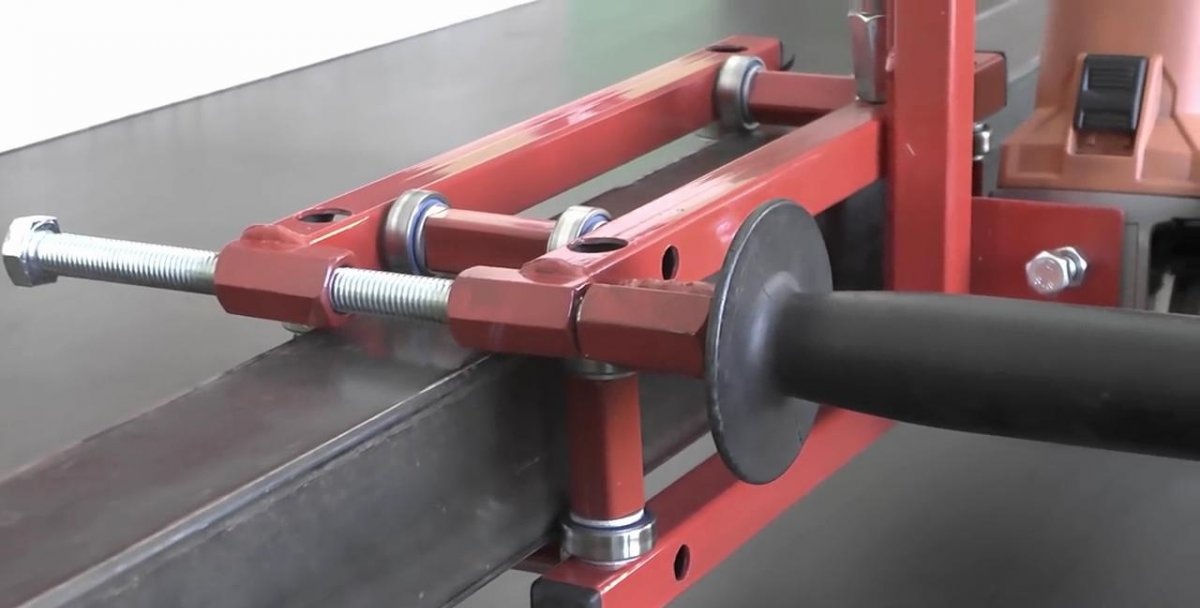
A kocsi 50x50 mm-es vezetőprofil csőre van felszerelve, amelyhez ténylegesen gyártották. Csak be kell csavarni a hosszú csavart, és ezzel összekötni a kart a darálóval. A csavart nem szabad teljesen meghúzni, hogy a hosszú karú anyában legyen hely a szabványos szerszámfogantyú rögzítéséhez.

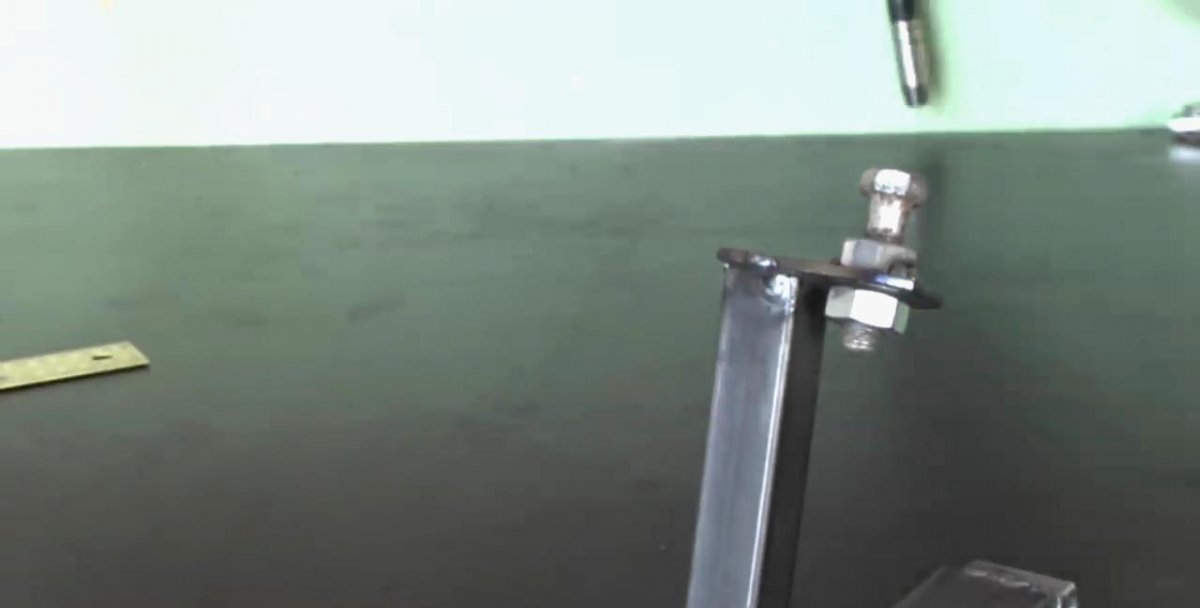
Most telepítenie kell egy mechanizmust a vágási mélység beállításához. Ehhez egy 70 mm hosszú M10 csavart kell becsavarni egy hatszög alá tömör menettel a sarokcsiszoló karján lévő függőleges profil szemébe. Mivel nem rendelkeztem megfelelő hosszúságú vasalattal, egy hosszú anyával és egy ellenanyával bővítettem.
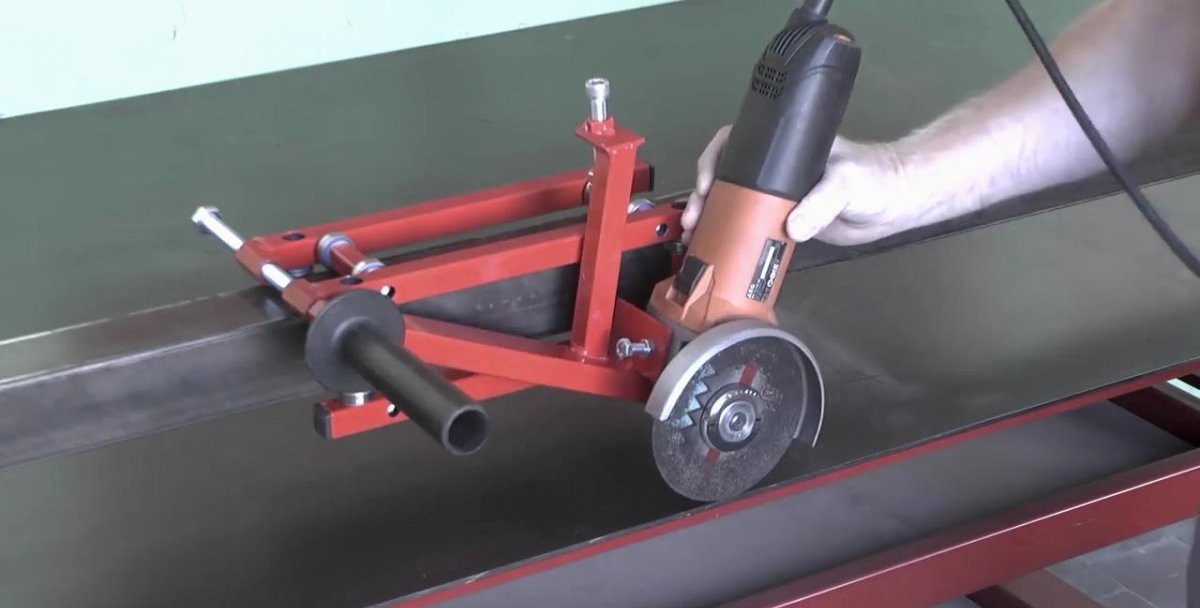
A szerkezet kész megjelenése érdekében nem árt, ha a profilcsövek végére műanyag dugót helyezünk.


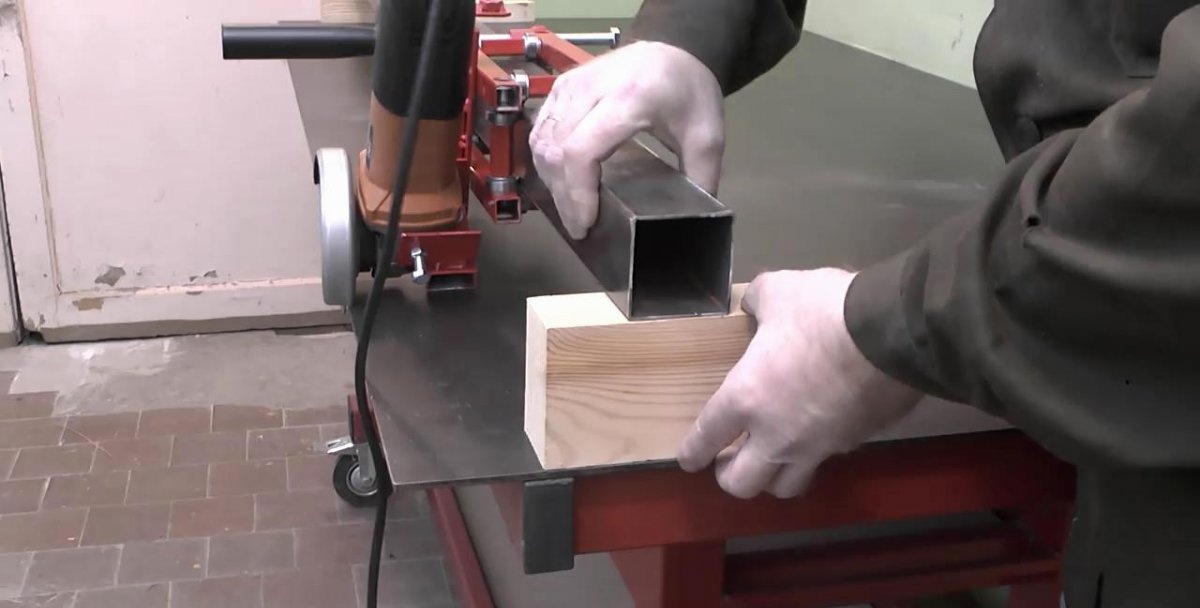
A görgős kocsival ellátott lineáris vezető teljesen készen áll a használatra. Magassága fakockákkal bélelve állítható. A szerszám az asztal széle mentén helyezkedik el. A vágáshoz szükséges munkadarabokat egy pár fémmegmunkáló bilinccsel préselik. A kényelem érdekében a vágást több lépésben is elvégezheti, minden alkalommal hozzáadva a vágás mélységét.








Nézd meg a videót
Hasonló mesterkurzusok

Univerzális pad állványokkal

Gyermekbicikli fogantyújából készült állvány sarokcsiszolóhoz. Rendkívül

Vízszintes rúd, párhuzamos rudak és prés

Hogyan lehet növelni a sarokcsiszoló funkcionalitását eltávolítható berendezéssel

Egyszerű állvány kerékpárból készült sarokcsiszolóhoz

Egyszerű állvány sarokcsiszolóhoz
Különösen érdekes






Megjegyzések (2)
