Lehetséges, hogy egy fémfeldolgozó szakembernek P18 gyorsacélba kell fúrnia. Ehhez olyan fúróra lesz szüksége, amelynek jellemzőinek meg kell haladniuk a feldolgozott anyagot.
A P18 gyorsvágó egy szerszámacél, amelyet marók, fúrók, marók, dörzsárak, préselők stb. gyártására használnak. 1000 MPa szilárdságú szerkezeti acélok megmunkálására használhatók.
Felhasznált anyagok és eszközök
Gyakorlati kísérletünkhöz szükségünk lesz:
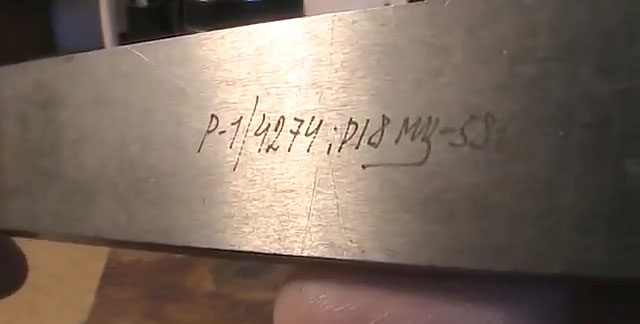
- Levehető esztergaszerszám P18 acélból, 1958-ban gyártották.
- Nem új 5 mm átmérőjű tollfúró kerámiához és üveghez.
- Asztali fúrógép állítható orsófordulatszámmal.
- Emery gép szerszámok élezéséhez.
- Körző.
- Durva reszelő fémhez.
- Egy darab négyzet alakú rúd P18 acélból.
- Vágó R6M5 acélból.

Tesztfolyamat
A kísérlethez a Szovjetunió idején gyártott P18-as acélból készült vágószerszámra telepedtünk, ami megbízható garancia a magas minőségére. Ez egy meglehetősen tartós anyag.Az esztergáló marókon kívül különféle szerszámokat készítenek belőle, melyeket szerkezeti acélok és egyéb fémek feldolgozására használnak.
A teszteszköz egy 5 mm átmérőjű használt, Kínában gyártott hegyes fúró volt, amelyet általában fémen, kerámián, üvegen és kőön használnak.

Ennek a fúrónak a forgácsolási tulajdonságainak helyreállítása érdekében kissé korrigáljuk a mechanikus hajtású köszörűkorongon.


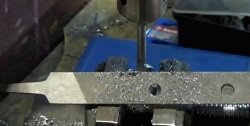
A fúrót behelyezzük az asztali fúrógép tokmányába, és kulccsal biztonságosan rögzítjük.
Referenciaként használjon tolómérőt a vágószerszám vágórészének vastagságának mérésére. Kiderült, hogy egyenlő 3,5 mm-rel.

Gondoskodunk arról, hogy az orsó függőleges lökete elegendő legyen a maró átfúrásához. Ehhez meg kell győződni arról, hogy a fúró vége eléri az alap síkját, és van még némi erőtartalék.
Elkezdjük a fúrást, időről időre nyomást engedünk a szerszámra. Erre azért van szükség, hogy legalább részben lehűtsük, és megtisztítsuk a fúrás során keletkező forgácsoktól és fémszemcséktől.

Abban a pillanatban, amikor a szerszám teteje kijön az ellenkező oldalról, leállítjuk a folyamatot, és átfordítjuk a vágót a másik oldalra. Helyezzük a fúrót a jelre, és befejezzük a folyamatot.

A P18-as acélból készült vágószerszám vágórészének területén lévő átmenő furat készen áll! Legfeljebb 2-3 percet fordítottunk erre, különösebb erőfeszítés nélkül, bonyodalmak nélkül, és egyetlen fúróélezéssel.
A fémhez való durva kézi reszelő természetesen nem alkalmas P18 acél megmunkálására, kivéve, ha a fúrás során keletkező sorja eltávolítására használható.

A kapott eredmények ellenőrzéséhez veszünk egy P18 acélból készült négyzet alakú rudat, megfúrjuk, és megbizonyosodunk arról, hogy a feldolgozási folyamat és annak eredményei ugyanazok maradnak, nem különböznek az első alkalomtól.
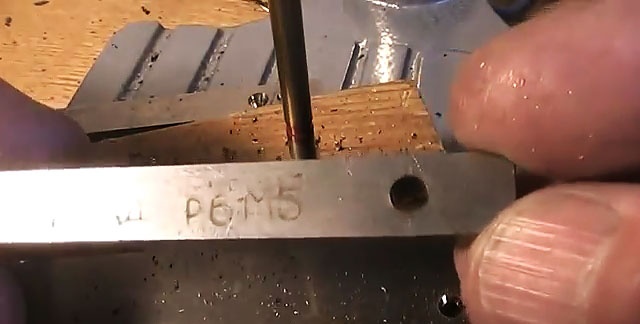
Próbáljuk meg ugyanazt a fúrót újraköszörülés nélkül fúrni egy négyzet alakú, vagy ami még jobb, egy R6M5 gyorsacélból készült marószerszámmal, amely nagyobb forgácsolási tulajdonságokkal rendelkezik, mint az R18 acélból készült szerszámok, különösen a megengedett üzemi hőmérséklet tekintetében. És a fúró jól megbirkózik ezzel az anyaggal.
Meglepő módon egy közönséges olcsó kínai 5 mm-es hegyes fúró, amelyet elsősorban kerámiával és üveggel való megmunkáláshoz terveztek, nemcsak a P18 nagysebességű szerszámacélt, hanem a tartósabb P6M5 minőséget is könnyedén fúrja.
Végső következtetések
Hiszünk abban, hogy valamivel nagyobb idő- és erőfeszítés befektetéssel ugyanazt az eredményt lehet elérni egy ugyanabból a P18-as acélból készült fúróval. Ezenkívül az optimális sebesség kiválasztása, amelynek egyértelműen alacsonyabbnak kell lennie.
A fúró rendszeres kenése is megkönnyíti a folyamatot, ami elősegíti a jobb fémfeldolgozást és némileg lehűti a szerszámot fúrás közben. Több élezésre lehet szükség.
Természetesen egy lyukat készíteni nem nehéz. Nincs szükség különösebb alaposságra, a lényeg az, hogy legyen elég kitartásod és türelem. De ha legalább egy tucat lyukat kell fúrni ebben a gyorsvágóban, akkor az élezés, a fúrási mód, a kenés hiánya és a szerszám hűtése minden hiányossága döntő szerepet játszik.