Az ilyen típusú marószerszámokat sokféle anyaghoz használják: fa, kerámia, műanyagok, különféle kompozitok és akár fém. Fő különbség az, hogy a daraboló rész kicsi, és csak a munkadarab végzónáját, pontosabban a kontúrját képes megmunkálni.
Az ilyen feldolgozást kizárólag szerszámgépről vagy szerszámgépről, például fúróról vagy perforálóról történő automatikus működésre tervezték. A balerinák abban az esetben előnyösek, ha energiát és időt takarítanak meg a nagy átmérőjű pontos kör vágásakor vagy marásánál. Ebben a cikkben elmondjuk Önnek, hogyan lehet ilyen vágógépet saját kezével elkészíteni improvizált anyagokból. Tehát kezdjük el!
anyagok:
- Fémlemez 200x25x4-6 mm;
- Csavarok: M8–2 db (+2 csavar és 4 alátét); M10–1 db (+2 anya és 1 alátét).
műszerek:
- Fúró vagy helyhez kötött fúrógép;
- Bolgár (sarokcsiszoló) vágó- és csiszolókorongokkal;
- fájlba;
- Csavarbilincsek;
- Fúrók fémhez 9-10,5 mm;
- Kern;
- satuk;
- Állítható kulcsok és villáskulcsok;
- Vonalzó és jelölő a jelöléshez.
Lépésről lépésre egy balerina malom gyártása
Vágónk alapja egy fémlemez. 20 cm hosszúra kell vágni.


Jelölje meg a lemez közepét, csavarja fel és fúrjon 10,5 mm-es fúróval. Ez a legjobb helyhez kötött fúrópréseknél.



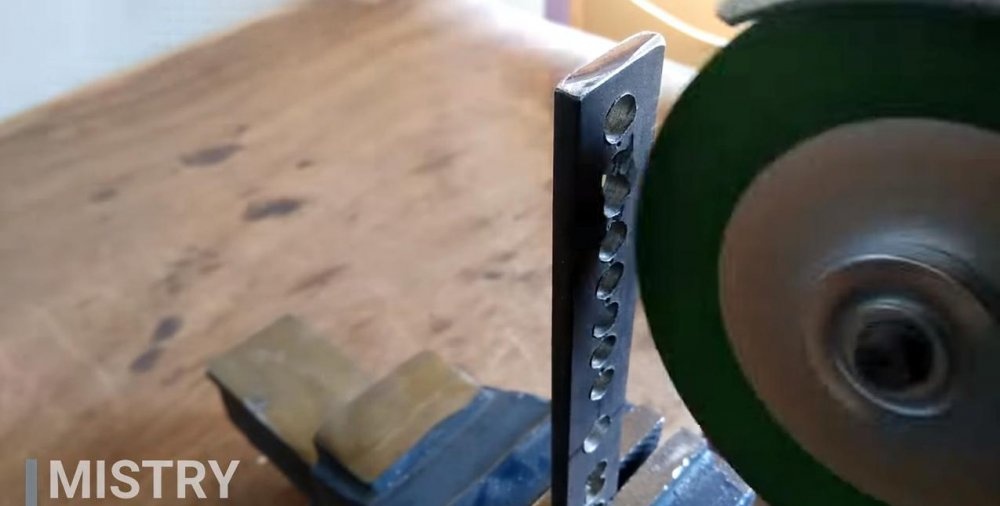
Ezután jelölje meg a szalag közepét, és annak szélei közelében jelölje meg a fúrás jeleit. Annak érdekében, hogy a fúró működés közben nem szakadjon meg, a magjelzések intervallumának kissé nagyobbnak kell lennie, mint a jövőbeni lyukak átmérője.
A lemez mindkét oldalán lévő jelöléseknél furatokat fúrunk, ne érjük el a széleket és a központi lyukat szó szerint 1 cm-rel.




A lemezt egy horonyba rögzítve, a daráló darabolótárcsa összekapcsolja a két hosszúkás horony lyukait. Befejezzük őket egy lapos vagy négyzet alakú reszelővel, hogy a későbbi metszők szabadon járhassanak bennük. Emellett eltávolítottuk a dombokat és a borjakat is.



A lemezt szorítókkal az asztalhoz nyomjuk, vagy egy csavarba rögzítjük. Csiszolókoronggal megtisztítjuk annak síkjait, és kiegyenlítjük az éles sarkokat és éleket.


Helyezzük az M10 csavart a középső furatba, és húzzuk meg az anyával a hátoldalon. Tekerjük a második rögzítőanyát az elsőre, és húzzuk meg állítható vagy nyitott végű csavarkulccsal is.


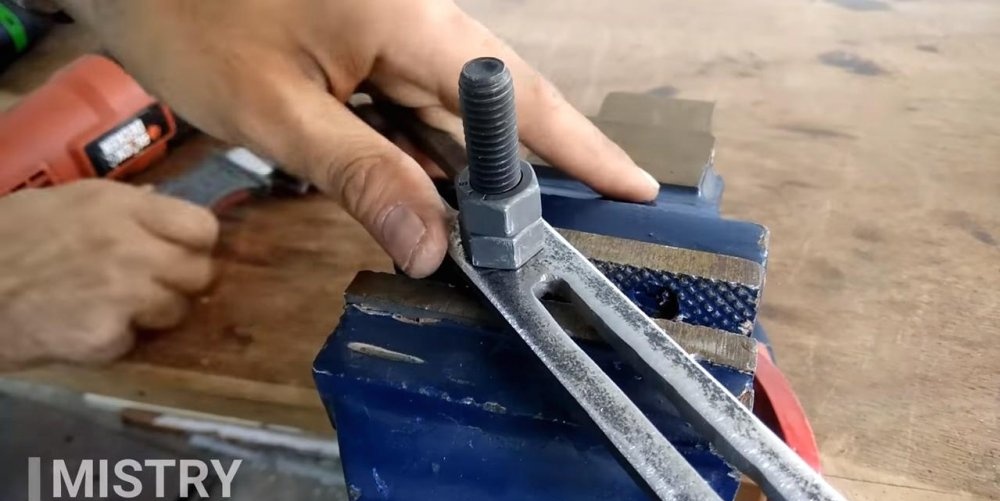
Munkavágó marókat gyártunk M8 csavarokból. Csavarjuk be őket egy sapkába, ragasztószalaggal ragasztjuk egy érintetlen területet, és a darálóval aktiváljuk a csavar menetes részét. Ezután fordítsuk meg a csavart és daráljuk a csavar ellentétes részét, hagyva egy 4-5 mm vastag lapos fogantyút. Az metszőfogak hegyei egy kis, egyoldalas horog formájában vannak kialakítva, a végükre mutatva.




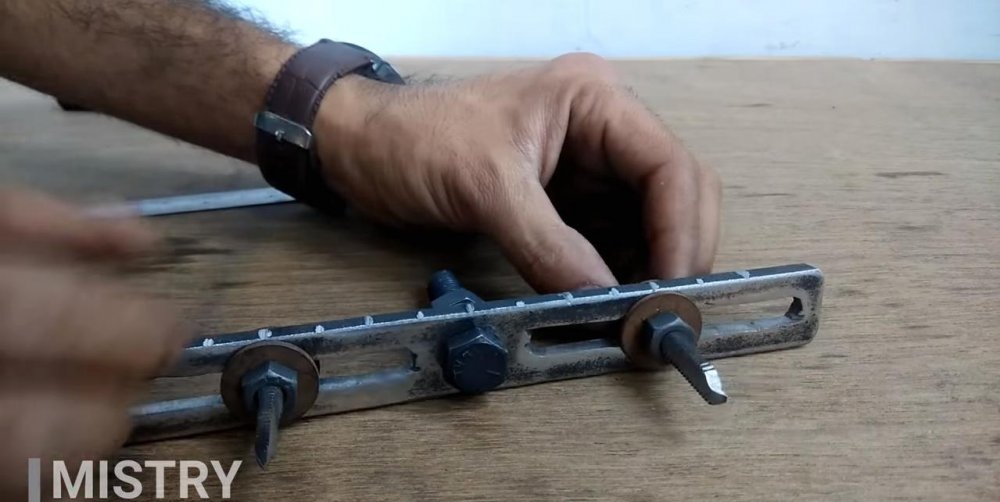
Helyezze a vágócsavarokat a lemez hornyaiba a vágórudatól ellentétes irányban. Mindkét oldalon alátétekkel fektetjük őket, hogy növeljük a lemez érintkezésének területét. A marók oldalán maradó menet lehetővé teszi az anyák meghúzását és ezek rögzítését a vágóelemekkel.


Ennek a „balerina” marónak az a tulajdonsága, hogy mindkét metszőfogakat kitűnő távolságra tegye a közepétől. Ehhez jelölje meg vonalzóval egy méretarányt a lemez oldalán. A jeleket legfeljebb fél centiméteres jelölővel lehet felvinni.
A daráló nem bemetsződik a méretjeleken.Így sokáig megmaradnak, és a munka során könnyen megkülönböztethetők.


A vágókat a munkadarab méretére állítottuk. A fúrótokmányban tartva pontosan és a lehető leggyorsabban kivághatja egy nagy átmérőjű kört például rétegelt lemezből!