
Ponekad je prilikom izrade raznih kućnih proizvoda potrebno izbušiti savršeno pozicioniranu rupu sa strane cijevi ili šipke. To se ne može učiniti bez prethodne pripreme i alata. Glavna poteškoća je pronalaženje geometrijskog središta buduće rupe. U nastavku ćemo razmotriti jedan način kako to učiniti u praksi.
Potrebni alati i materijali
Mi ćemo trebati:
- pila za metal;
- stolni stroj za bušenje;
- udarac i čekić;
- Stezna stezna čahura;
- središnja bušilica;
- redovita spiralna bušilica promjera 2,5 mm;
- obrada metala i mobilni škripci;
- aluminijska šipka promjera 10 mm;
- komad grubog brusnog papira;
- tekućina za rezanje (rashladno sredstvo).
Postupak bušenja poprečne rupe u obratku
Postoji mnogo načina za to. U našem slučaju koristimo dio same šipke kao vodič, prethodno ga obradivši.
1. Stegnite šipku u škripac i pilom za metal odsijecite mali komad dug oko 20 mm.

2.Odrezani dio izratka umetnemo i stegnemo u steznu glavu bušilice s reznom stranom prema dolje.

3. Stavite brusni papir na stol bušilice i držeći ga prstima uključite vreteno stroja i pritisnite kraj šipke na brusni papir dok ne dobijete ravnu i glatku površinu.


4. Pomoću udarca i čekića označite geometrijsko središte na kraju praznine budućeg vodiča.

5. Ponovno umetnite i stegnite radni komad s krajem bušilice prema dolje u steznu glavu stroja za bušenje.

6. Zatim učvrstimo trn stezne čaure u pomični škripac, u njega stegnemo svrdlo za centriranje i poravnamo ga, pomičući škripac, točno ispod probijenog mjesta u komadu šipke.



Uključujemo stroj i konačno određujemo mjesto budućeg aksijalnog provrta, koji konačno oblikujemo spiralnom svrdlom od 2,5 mm.

7. Šipku postavimo u škripac, a na nju okomito postavimo izrezani komad iste šipke sa središnjom aksijalnom rupom, neku vrstu šablone.
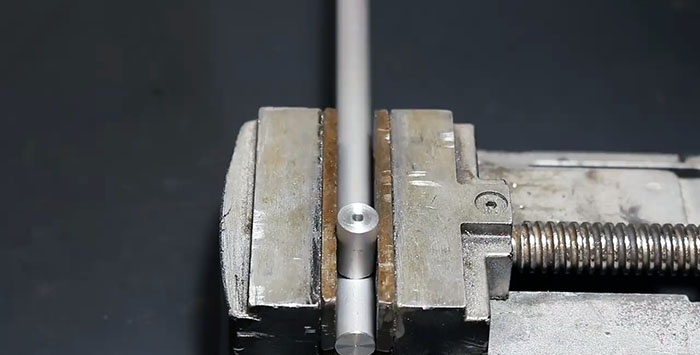
8. Čvrsto stegnite oba elementa u čeljusti pomične stege. Ulijte malo rashladne tekućine u rupu. Centriramo domaću šablonu pomicanjem škripca u odnosu na bušilicu i izbušimo rupu na bočnoj strani obratka.


9. Promjenom položaja cilindra vodiča na šipki možete napraviti proizvoljan broj poprečnih rupa, ako je potrebno.











