Comment percer n'importe quel acier rapide avec une perceuse à carrelage
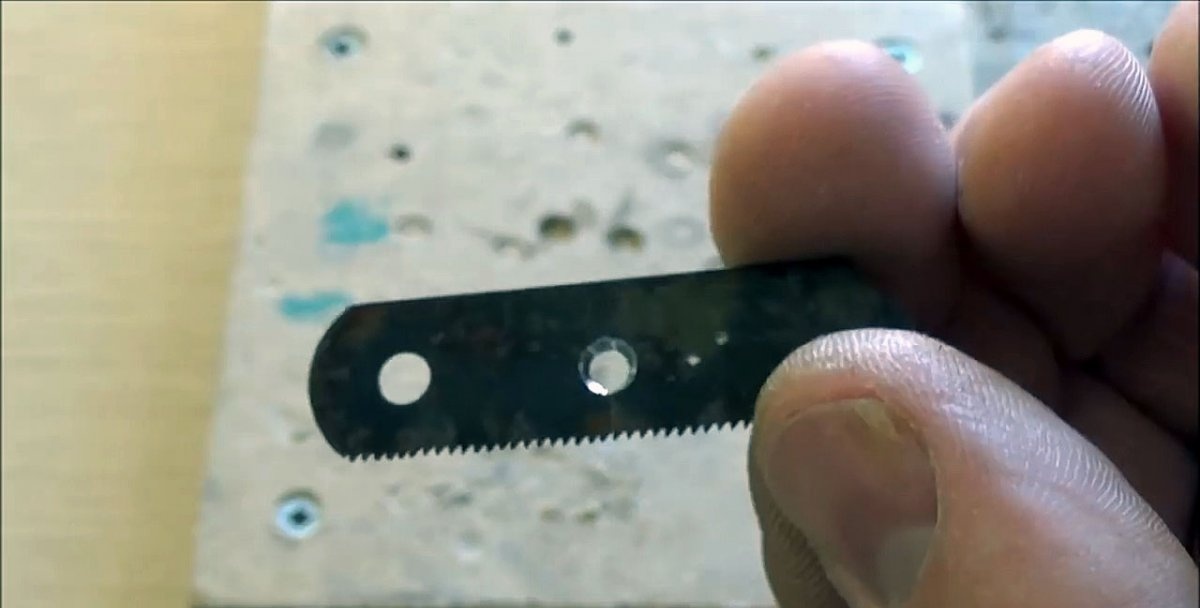
Comment percer des aciers rapides de nuance P6M5 ou HSS selon la désignation européenne ? Par exemple, nous avons fabriqué un couteau à partir d'une lame de scie mécanique et nous devons y percer des trous d'un diamètre de 5 à 6 mm pour les broches permettant d'installer et de fixer les coussinets du manche.
La même opération peut être nécessaire pour percer une lame de scie à métaux pour le métal en acier 1Х6ВФ, à partir de laquelle vous pourrez fabriquer des produits utiles. Un morceau de lame de scie mécanique en acier 9HF convient non seulement à la fabrication de couteaux, mais, par exemple, également de porte-clés non standard.

Toutes les qualités d'aciers rapides considérées et d'autres sont percées à l'aide de forets en forme de lance (à plumes) pour carrelage, de conceptions différentes. Par exemple, les tiges sont rondes ou hexagonales, ce qui n'est pas d'une importance fondamentale pour le travail principal - le perçage.

Ils sont vendus librement dans presque tous les magasins de construction ou points de vente vendant toutes sortes d'outils.Ce qui est très important, c'est que les exercices de ce type et de ce but sont attrayants car ils sont peu coûteux.
De plus, pour percer des aciers rapides, vous aurez besoin de fraises de différentes formes et conceptions. Avec leur aide, la précision, la propreté, la forme et le diamètre requis du trou percé sont assurés.

Nous devons forer les échantillons suivants :
Commençons par une lame de scie à métaux pour le métal. Comme outil, nous choisirons un foret à carrelage usagé, qui a déjà été affûté plus d'une fois sur une meule diamantée. Autrement dit, pendant longtemps, il ne restait plus rien de l'affûtage en usine, qui aurait sans aucun doute donné le meilleur résultat.
Nous insérons notre outil dans le mandrin d'une perceuse électrique et commençons à percer sans lubrification ni refroidissement. Nous sélectionnons la basse vitesse comme mode de fonctionnement. Nous remarquons que le processus est lent, mais avec un peu de patience, au bout d'un certain temps, une dépression conique apparaît sur la lame, une sorte de fraisage provoqué par la forme de notre foret.

On perce jusqu'à ce qu'un tubercule apparaisse de l'autre côté.

Après cela, nous retournons la toile et poursuivons le processus en nous concentrant sur le tubercule.


En perçant alternativement d'un côté à l'autre, on obtient une augmentation du diamètre du trou jusqu'à obtenir la taille souhaitée.

L'échantillon suivant est une lame de scie à cadre. Nous sélectionnons l'emplacement de perçage à la base des dents, là où le matériau présente la plus grande dureté.

Le processus ne se déroule pas non plus très rapidement, mais régulièrement. Cela se voit à l’augmentation progressive du volume de copeaux autour du foret.

On remarque que le travail va plus vite si on balance légèrement l'outil d'un côté à l'autre. Cela aide à éliminer les copeaux de la zone de coupe.
Nous continuons à percer d'un côté jusqu'à ce que la pointe de l'outil traverse toute l'épaisseur du métal et forme un petit tubercule de l'autre côté de notre échantillon.

Comme l'épaisseur du métal est supérieure à celle d'une lame métallique, nous devrons remplacer le foret à mi-parcours ou réaffûter celui que nous utilisons. Après cela, nous retournons l'échantillon et continuons le forage.


Après seulement quelques tours de foret, un trou traversant est formé. En poursuivant le processus, nous obtenons le diamètre requis pour la pièce d'accouplement.
Réalisez le trou à l'aide d'un cutter adapté.

Dans notre cas, il est plus pratique d’utiliser un outil de forme conique. Il est plus facile et plus rapide d'obtenir la taille de trou requise et de lui donner une forme cylindrique.

Après tout, après avoir utilisé un foret à plumes avec son grand cône, le trou s'avère avoir un diamètre différent : plus près de la surface de l'échantillon, il est plus grand et au centre il est plus petit.

Commençons par percer la lame d'une scie mécanique.

Pour ce faire, on choisit également une zone plus proche des dents, car à cet endroit le métal est plus dur en raison d'un durcissement particulier.


Le processus semble être plus rapide par rapport aux deux échantillons précédents. Cela se voit à l'intensité de la formation de copeaux et à la réalisation d'un trou traversant sans perçage depuis l'envers.

L'un des couteaux permettra d'amener le trou au diamètre souhaité et de lui donner une forme cylindrique, comme dans les cas précédents.




Dans la pratique, nous sommes convaincus que n'importe quelle qualité d'acier rapide peut être percée avec des forets à plumes chinois ordinaires pour carrelage, dont les principaux avantages sont l'accessibilité et un prix bon marché.Dans ce cas également, des fraises standards sont utiles, à l'aide desquelles le diamètre des trous est spécifié et leur donne une forme cylindrique.
En utilisant de l'huile de lin pour le perçage (elle est utilisée pour travailler l'acier inoxydable et contient de l'acide oléique), il sera possible d'augmenter la productivité, d'affûter l'outil moins souvent et d'améliorer la propreté du traitement.
La pratique montre que le processus de perçage des aciers rapides deviendra plus productif si vous utilisez d'abord des forets d'un diamètre plus petit, puis d'un plus grand.
Certains artisans utilisent des vis ou des vis fabriquées en Allemagne et utilisées pour les travaux de béton comme outils pour percer les aciers rapides. Leur particularité est que sur la tête se trouve la lettre «H» (Hardened - durci).
La même opération peut être nécessaire pour percer une lame de scie à métaux pour le métal en acier 1Х6ВФ, à partir de laquelle vous pourrez fabriquer des produits utiles. Un morceau de lame de scie mécanique en acier 9HF convient non seulement à la fabrication de couteaux, mais, par exemple, également de porte-clés non standard.

Outils et échantillons nécessaires
Toutes les qualités d'aciers rapides considérées et d'autres sont percées à l'aide de forets en forme de lance (à plumes) pour carrelage, de conceptions différentes. Par exemple, les tiges sont rondes ou hexagonales, ce qui n'est pas d'une importance fondamentale pour le travail principal - le perçage.

Ils sont vendus librement dans presque tous les magasins de construction ou points de vente vendant toutes sortes d'outils.Ce qui est très important, c'est que les exercices de ce type et de ce but sont attrayants car ils sont peu coûteux.
De plus, pour percer des aciers rapides, vous aurez besoin de fraises de différentes formes et conceptions. Avec leur aide, la précision, la propreté, la forme et le diamètre requis du trou percé sont assurés.

Nous devons forer les échantillons suivants :
- une pièce provenant d'une scie à cadre en acier 9HF.
- lame d'une scie à métaux pour le métal en acier de qualité 1Х6ВФ.
- Lame de scie mécanique en acier HSS.
Le processus de forage d'échantillons d'acier rapide
Commençons par une lame de scie à métaux pour le métal. Comme outil, nous choisirons un foret à carrelage usagé, qui a déjà été affûté plus d'une fois sur une meule diamantée. Autrement dit, pendant longtemps, il ne restait plus rien de l'affûtage en usine, qui aurait sans aucun doute donné le meilleur résultat.
Nous insérons notre outil dans le mandrin d'une perceuse électrique et commençons à percer sans lubrification ni refroidissement. Nous sélectionnons la basse vitesse comme mode de fonctionnement. Nous remarquons que le processus est lent, mais avec un peu de patience, au bout d'un certain temps, une dépression conique apparaît sur la lame, une sorte de fraisage provoqué par la forme de notre foret.

On perce jusqu'à ce qu'un tubercule apparaisse de l'autre côté.

Après cela, nous retournons la toile et poursuivons le processus en nous concentrant sur le tubercule.

En perçant alternativement d'un côté à l'autre, on obtient une augmentation du diamètre du trou jusqu'à obtenir la taille souhaitée.

L'échantillon suivant est une lame de scie à cadre. Nous sélectionnons l'emplacement de perçage à la base des dents, là où le matériau présente la plus grande dureté.

Le processus ne se déroule pas non plus très rapidement, mais régulièrement. Cela se voit à l’augmentation progressive du volume de copeaux autour du foret.

On remarque que le travail va plus vite si on balance légèrement l'outil d'un côté à l'autre. Cela aide à éliminer les copeaux de la zone de coupe.
Nous continuons à percer d'un côté jusqu'à ce que la pointe de l'outil traverse toute l'épaisseur du métal et forme un petit tubercule de l'autre côté de notre échantillon.

Comme l'épaisseur du métal est supérieure à celle d'une lame métallique, nous devrons remplacer le foret à mi-parcours ou réaffûter celui que nous utilisons. Après cela, nous retournons l'échantillon et continuons le forage.


Après seulement quelques tours de foret, un trou traversant est formé. En poursuivant le processus, nous obtenons le diamètre requis pour la pièce d'accouplement.
Réalisez le trou à l'aide d'un cutter adapté.

Dans notre cas, il est plus pratique d’utiliser un outil de forme conique. Il est plus facile et plus rapide d'obtenir la taille de trou requise et de lui donner une forme cylindrique.

Après tout, après avoir utilisé un foret à plumes avec son grand cône, le trou s'avère avoir un diamètre différent : plus près de la surface de l'échantillon, il est plus grand et au centre il est plus petit.

Commençons par percer la lame d'une scie mécanique.

Pour ce faire, on choisit également une zone plus proche des dents, car à cet endroit le métal est plus dur en raison d'un durcissement particulier.


Le processus semble être plus rapide par rapport aux deux échantillons précédents. Cela se voit à l'intensité de la formation de copeaux et à la réalisation d'un trou traversant sans perçage depuis l'envers.

L'un des couteaux permettra d'amener le trou au diamètre souhaité et de lui donner une forme cylindrique, comme dans les cas précédents.




Dans la pratique, nous sommes convaincus que n'importe quelle qualité d'acier rapide peut être percée avec des forets à plumes chinois ordinaires pour carrelage, dont les principaux avantages sont l'accessibilité et un prix bon marché.Dans ce cas également, des fraises standards sont utiles, à l'aide desquelles le diamètre des trous est spécifié et leur donne une forme cylindrique.
Conseils et notes finaux
En utilisant de l'huile de lin pour le perçage (elle est utilisée pour travailler l'acier inoxydable et contient de l'acide oléique), il sera possible d'augmenter la productivité, d'affûter l'outil moins souvent et d'améliorer la propreté du traitement.
La pratique montre que le processus de perçage des aciers rapides deviendra plus productif si vous utilisez d'abord des forets d'un diamètre plus petit, puis d'un plus grand.
Certains artisans utilisent des vis ou des vis fabriquées en Allemagne et utilisées pour les travaux de béton comme outils pour percer les aciers rapides. Leur particularité est que sur la tête se trouve la lettre «H» (Hardened - durci).
Voir la vidéo
Classes de maître similaires






Particulièrement intéressant

Une façon simple de souder l'aluminium

Comment restaurer une chauve-souris

Dispositif d'affûtage de forets

Comment faire un trou dans de l'acier trempé sans percer

L'appareil le plus simple pour affûter les couteaux à 30 degrés

Comment percer n'importe quel acier rapide avec une perceuse à carrelage
Commentaires (23)
