Pre-hole welding
For a novice welder, to get the necessary experience, it is worth starting to make electric rivets with preliminary drilling a hole in the upper sheet metal. When welding steel with a thickness of 3 mm, its diameter should be 6-9 mm.

An electrode is applied to the lower workpiece through an opening in the upper sheet. If thin steel is used, then its ignition should start from the center, then slowly shift and continue deposition of metal at the edge, moving in a circle upwards. On thick metal with a large hole, you need to kindle the electrode at the edge, and when moving in a circle, sometimes shift to the center.


To get a reliable rivet, you need to follow a few rules:
- For quick heating of the lower workpiece, it is better to set a current of 110A on the welding machine.
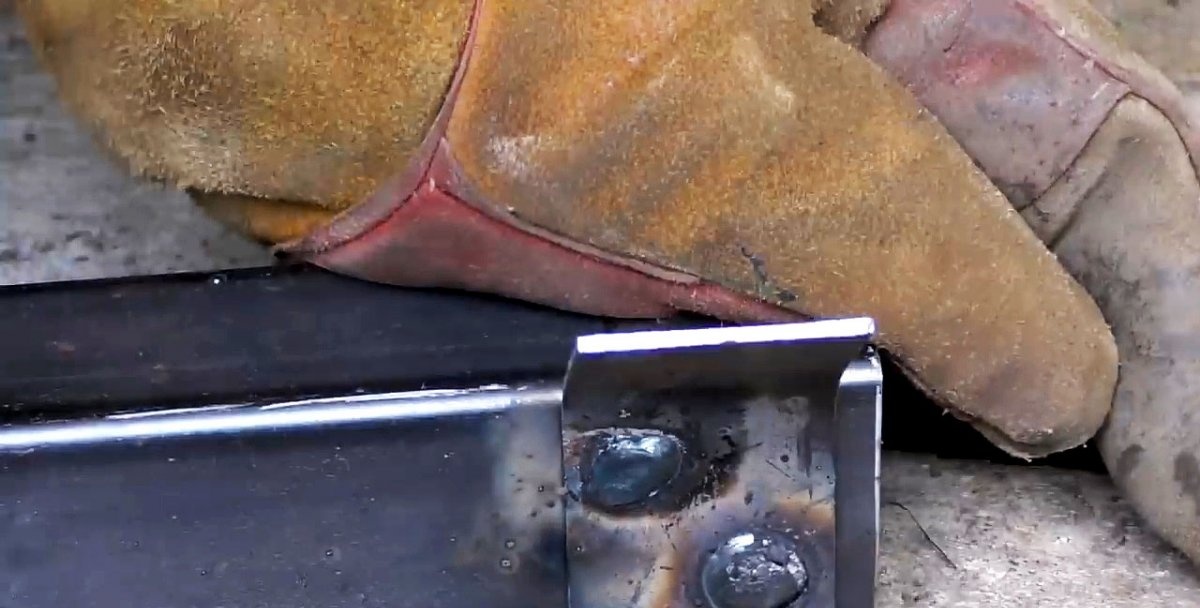
- Place at least 2 rivets to prevent twisting of the parts to be connected.
- Tightly compress the thin workpieces together to prevent burning of the upper metal;
- The higher the cross-section of the metal, the larger the diameter of the hole for the installation of the rivet.
- The rivet is set at a time without pauses. Thanks to this, all the slag will gather on top and it can be knocked down, getting a neat fungus.
Installation of an electric rivet by burning without a hole
Having some experience in seam welding, you can immediately try to put electric rivets without drilling the top sheet. This method is suitable for spot welding thin sheets. The electrode is attached to the junction and held until the characteristic sound of burning the upper part. As soon as the sheet burns through, it is necessary to slowly raise the electrode, depositing metal to close the resulting hole.

Putting electro rivets on thin metal, rutile electrodes can be used. On more serious workpieces, the main coating is better suited. If at least 2 rivets are made, then the connected parts will be impossible to break in any direction of impact. Cooking with rivets is faster and more economical in terms of electrode consumption, so the method is really useful.