Instruments:
- Bulgarian 125 mm;
- new cutting disc 125 mm;
- an old almost worn off cutting disc;
- hammer;
- chisel or breakdown;
- pliers.
Hole cutting
The outline of the future hole is marked on the metal.

An old erased cutting wheel is installed on the grinder.

It has a small diameter, therefore, when cutting, it touches the metal with a smaller area. With it, you need to cut a small recess along the contour of the hole. It is enough to go deep literally 1/3 of the thickness of the steel. Since the erased cutting disc has a small diameter, the inset will turn out smooth, without the formation of serifs outside the circle.

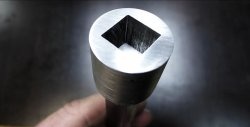
Having scratched the contour of the hole, a new cutting disc is installed on the grinder. Already in the center of the circle they cut a square through window. It should not reach the borders of the drawn circle by a few centimeters, maybe more.

Now you need to remove the remaining metal between the contour of the circular hole and the border of the square cut out in it. To do this, with the grinder, the excess steel dissolves into sectors with a width of 1-1.5 cm. If the metal is thick, then making cuts it is better to observe a small pitch.

Then, along the edge of each sector, hammer blows are applied through a chisel or breakdown.

The metal bends, and then returns to its original position by blows from the back. It needs to be broken like a wire. This is completely uncomplicated. If the diameter of the hole allows, it is possible to bend the metal with pliers. It is necessary to break all the segments in sequence.


If the erased cutting wheel had a small diameter, and when broken, the metal dissolves into narrow segments, then the resulting hole will have the shape of an almost perfect circle. It does not even need to be polished. A similar method can be used to make a hole in a tile, if necessary. Only in this case, the segments will break with pliers immediately, without bending back and forth.