Necessitarà
Per a la feina, utilitzarem materials i productes força econòmics i assequibles:
- silicona "ELASTOLUX-M" per a la fabricació de motlles;
- silicona "ELASTOFORM" per a la fabricació del substrat;
- separador de querosè o vaselina;
- opressió per una forma amb un pes total d'1 kg;
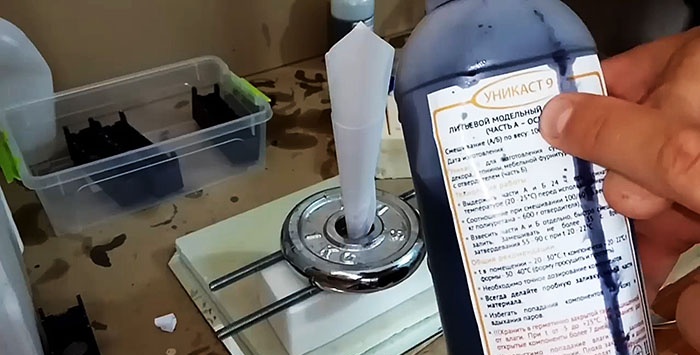
- injecció de poliuretà "UNICAST 9" (base, part A);
- enduridor (part B);
- escales de precisió;
- vidre de plàstic.
Tecnologia per colar productes de poliuretà en motlles de silicona
Primer de tot, cal imprimir un model mestre amb un sistema de connexió en una impressora 3D. O bé agafeu la part acabada, que s’ha de repetir, enganxeu els escuradents al paper dels avets. Es necessitarà per a la fabricació de motlles de silicona reutilitzables.

Per a ella utilitzem silicona, caracteritzada per una gran elasticitat i força suficient. Per a un substrat base amb un gruix de 10-15 mm, convé una silicona de dos components menys costosa del tipus ELASTOFORM.
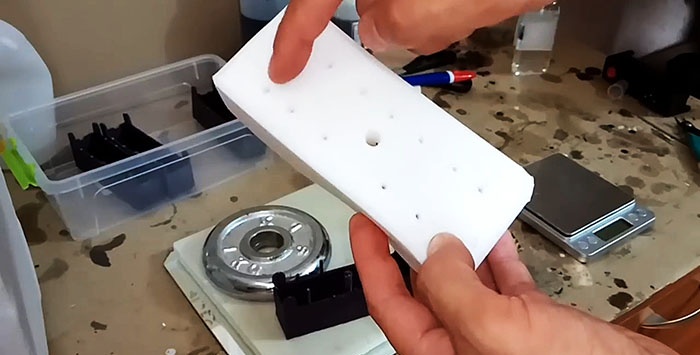
Motlle de silicona fet.

Com és el procés de colada
Posem el motlle de silicona al substrat. Si s’utilitzarà repetidament, es lubrica periòdicament amb un separador a base de querosè o vaselina.
Premeu per sobre el motlle de silicona amb una càrrega dispersa (opressió) de fins a un quilogram. Per omplir el material d’injecció procedit perfectament i ràpidament, realitzem un embut de paper. Després d'això, podem suposar que el motlle està preparat per al buidatge.

Per abocar, prenem el poliuretà d’injecció UNICAST 9 (part A) i l’enduridor (part B) més barata, que barregem en una proporció d’1: 0,6.

Per a barreges d'alta qualitat, calen escales de precisió i una tassa de plàstic. Podeu afegir colorants de qualsevol color, que es ven independentment. Per a 1 kg de poliuretà, calen 90-100 gotes de colorant.


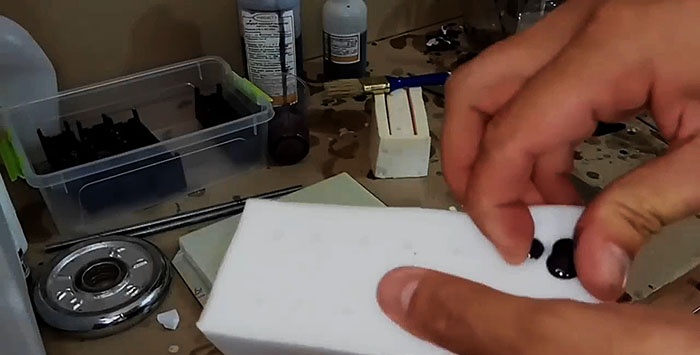
Aboquem 22 grams de poliuretà líquid i 13,2 grams d’enduridor al vidre a la bàscula i barregem bé durant 30 segons, no més, ja que ja començarà a endurir-se. Amb l’agitació, sentirem que el vidre s’escalfa, cosa que significa que el procés de polimerització ha començat. La mescla està a punt per omplir-se.
Ompliu la barreja sense interrupcions fins que flueixi el poliuretà líquid dels pols. L’enduriment inicial durarà aproximadament dos minuts i complet - entre 10 i 15 minuts, però és millor mantenir el farcit en forma de 20-30 minuts.

Al cap de mitja hora, comencem a eliminar la fosa de poliuretà del motlle de silicona.


Primer desemmotllem l'embut de paper amb l'excés de poliuretà congelat, i després l'excés que surt dels avets, juntament amb les "potes". D’aquesta manera ens serà més fàcil eliminar el producte modelat.
A més, el motlle de silicona és altament flexible, cosa que també contribueix a la facilitat d’extreure el buidat d’ella sense cap dificultat.


Resta processar lleugerament els forats, trencar o tallar els avets i foradar els forats amb un trepant. Després d'això, el producte modelat pràcticament no difereix de la forma magistral.

Comparació de càsting i impressió 3D
La injecció en comparació amb la impressió 3D és un procés ràpid. Per imprimir una caixa en una impressora 3D, es necessitaran 4,0-4,5 hores. En aquest cas, el model 3D sovint resulta defectuós i s'ha de començar tot de nou. El procés de colada tarda un màxim de 30 minuts. El següent punt és la barata. El càsting és més de 3 vegades més barat que la impressió 3D.








