Necessitarà
- màquina de tornejat i fresadora;
- molinet;
- arxiu per a metall;
- eines de pas i tall;
- simulacres de gir;
- molí de disc;
- claus;
- equips de refredament;
- pinça;
- líquid de tall.
A més, per fer la perforació dels watts, necessiteu una barra d’acer de gran velocitat i, per a la plantilla, un cercle d’acer.
Watts Perforació

A la peça amb una fresadora NGF-110 realitzem tres solcs longitudinals. El procés continuarà amb força, perquè les característiques del material del tallador de carbur no són molt superiors a les d’un tallador ràpid.


A continuació, clavem la peça amb els solcs en un vici i realitzem un perfil de tres dents de tall amb una rectificadora, a partir de les ranures. Afilem la cara final de la perforació i les cares laterals no s’afilen.


En equips especials per fer forats quadrats, el trepant de Watts no només gira al voltant del seu eix longitudinal, sinó que l'eix en si fa una trajectòria descrita per quatre arcs el·lipsoides. Però triarem un camí diferent.


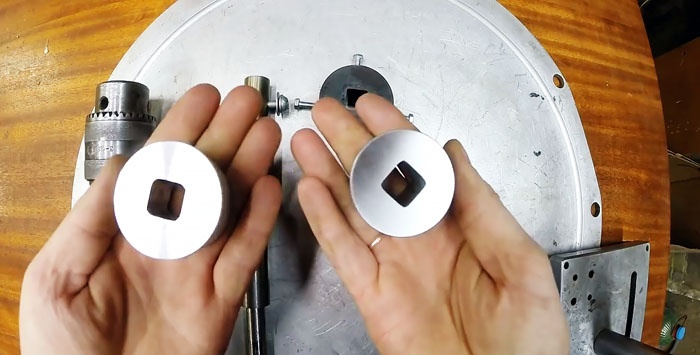
Confecció de plantilles
La segona part és la plantilla en què girarà el trepant de Watts. En el nostre cas, el diàmetre del trepant és de 15 mm. Això vol dir que el quadrat realitzat per ell serà de 15 × 15 mm.
Per assegurar-se que la perforació Watts no s'embussa en la plantilla actual, col·loca-la en una tira de plàstic amb un quadrat de 15 × 15 mm i comença a girar el trepant. No ha de picar ni tallar patates fregides dels costats de la plaça.
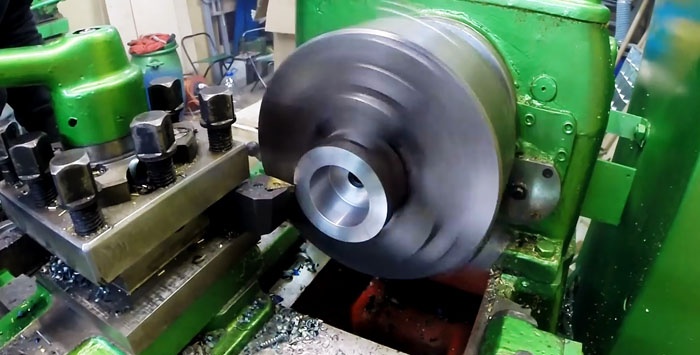
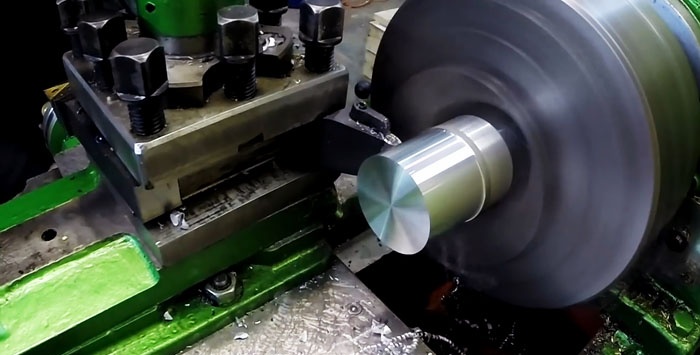
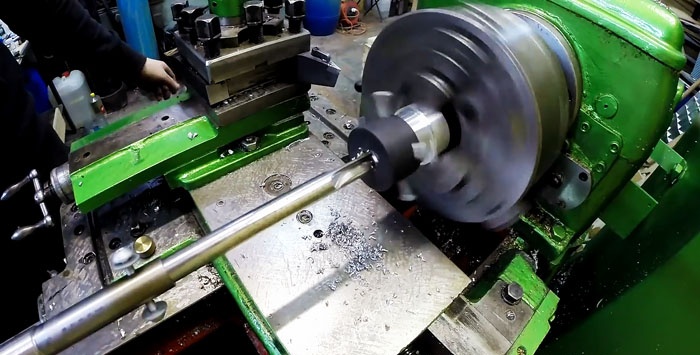
Fixem el buit de la copiadora al mandril del torn i triturem la cara final. A continuació, perforar una perforació de 15 mm al centre del forat de pas i foradar-la amb un trepant de gran diàmetre fins a la profunditat desitjada.
A través del tallador portem el diàmetre interior del forat gran i triturem la peça des de fora. Més a prop de l’extrem frontal de la plantilla, foradem 4 forats de manera uniforme en un cercle, tallem els fils sota els cargols per fixar el fotocopiador a la peça en què es farà un forat quadrat.
Dibuixem quatre línies a la part del darrere de la plantilla en blanc utilitzant un raspall i un cap de divisió, que, creuant-se, formen un quadrat de 15 × 15 mm descrit al voltant d’un forat amb un diàmetre de 15 mm.
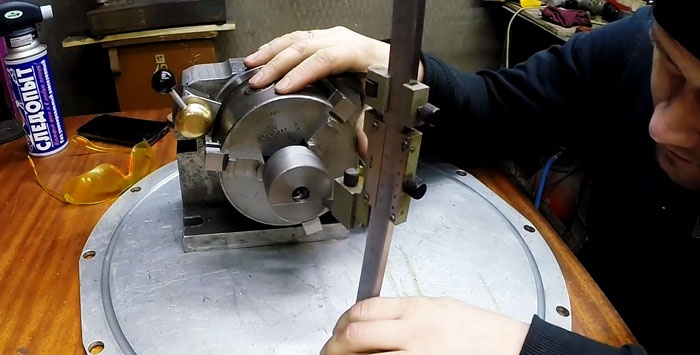
A les cantonades interiors del quadrat marcat, foradem 4 forats amb un trepant prim. Fixem el bol de la copiadora a un vici i fem un fitxer per formar un forat quadrat des d’un forat rodó. El patró i trepant de Watts estan dissenyats per treballar junts.



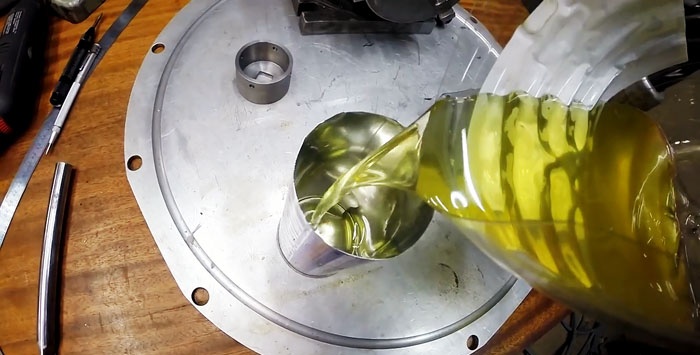
Per endurir-ho, escalfem la plantilla en un forn de motlle i la baixem a un recipient amb oli de motor.

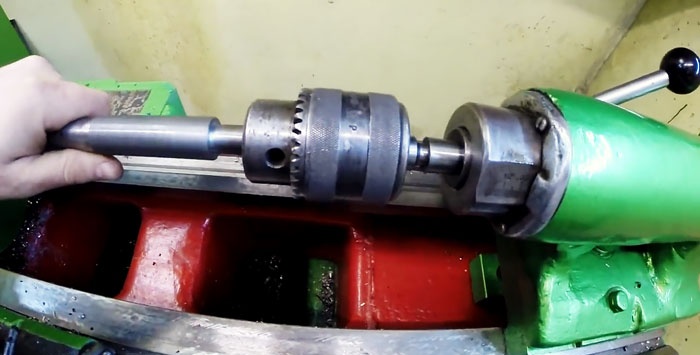
Per a una menor distorsió de la perforació de Watts durant el funcionament, produïm un cable d'extensió per a això. Això farà que el forat quadrat sigui coaxial de longitud. Fixem la perforació al cable d’allargament amb dos cargols.
Procés de forat quadrat
Fixem el trepant amb una extensió al cap del torn. Per provar l’eina, farem un forat quadrat al material d’alumini.

Triturem la cara final i la superfície lateral de la peça.
Instal·lem una plantilla a la peça i fem un petit forat rodó al lloc de la futura plaça amb un trepant.


Per suavitzar les col·lisions del trepant de Watts amb el quadrat de la plantilla, greixeu aquest lloc amb greix SHRUS.

Iniciem la perforació a la plaça del fotocopiadora i girem la peça a mà amb el mandrí.Si no se noten embussos o picades, engegueu la màquina.
Alimentem l’eina cap endavant i veiem els moviments complexos realitzats pel trepant a la zona de la plantilla. Al cap d'un temps, comença la sortida dels xips, cosa que indica que el procés ha començat.
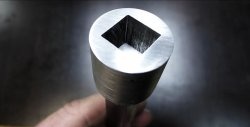
Un cop aconseguida la profunditat desitjada, apagueu la màquina, traieu la culata amb l'eina, traieu la plantilla i separeu el cilindre amb una longitud aproximada de 30 mm de la peça amb un tallador.
Ens assegurem que el forat quadrat es faci de longitud sense violar l’alineació i la mida lateral. Els nostres dispositius han superat la primera prova amb èxit.

Procedim a un procés més complex: la fabricació d’un forat quadrat en una factura d’acer. També la triturem al llarg i a la superfície lateral. Enfilem i arreglem la plantilla. Portem l’eina i comencem a perforar.
El procés està sent senyalitzat per la vibració del trepant i per l'aparició de patates fregides. Alimentem l’eina al mateix 30 mm. A continuació, traiem la plantilla i tallem la peça amb el forat quadrat resultant.
Resultats
Després de triturar els extrems de les peces amb forats quadrats, ens assegurem que resultessin qualitatius en les direccions longitudinals i transversals, independentment del material - alumini o acer.
El trepant i el quadrat de la plantilla també es van mantenir intactes i ni tan sols es van tornar avorrits, és a dir, que tornen a estar preparats per al treball.
És clar que per a cada mida del forat quadrat necessiteu un trepant de Watts separat i la plantilla, si s’aproxima de manera creativa, es pot fer universal dins d’uns límits determinats.