Per descomptat, això no és difícil per a una picadora amb experiència, fins i tot amb treballs manuals. No serà fàcil per a tots els altres de suportar l'angle d'esmolar necessari. És possible que el problema dels ganivets no siguin solucionables?
Hi ha tres maneres d’eixir d’aquesta situació: aprendre a afilar ganivets, però caldrà molt de temps, paciència i esforç; cada cop que demani ajuda a un professional i pagui el seu costós servei; fer que el ganivet sigui propi i no pensar en l’angle d’afilar.
A continuació, considerarem un mètode per fabricar un dispositiu per esmolar ganivets basat en un afilador elèctric amb dues rodes abrasives.
Necessitarà
Perquè el treball no requereixi gaire esforç i temps, és agradable tenir en estoc: una màquina de soldar, màquines (perforació, fresat i tornejat), una serra de pèndol, un trepant, una rectificadora, claus, eines de marcatge, etc.
Des de materials i components, a més de l’esmolador elèctric ja esmentat, cal emmagatzemar:
- una xapa metàl·lica de 10 mm de gruix;
- tubs quadrats (dues peces de mides adjacents);
- vareta metàl·lica rodona de fins a 400 mm de llarg i 15-20 mm de diàmetre;
- Fixacions roscades (cargols, femelles, rentadores), etc.
Fer afiladora de ganivets
El treball constarà de dues etapes relativament independents: la disposició d’un afilador elèctric i la fabricació d’un porta-ganivets que proporciona l’angle d’afilat necessari.
Disposició d’afiladors
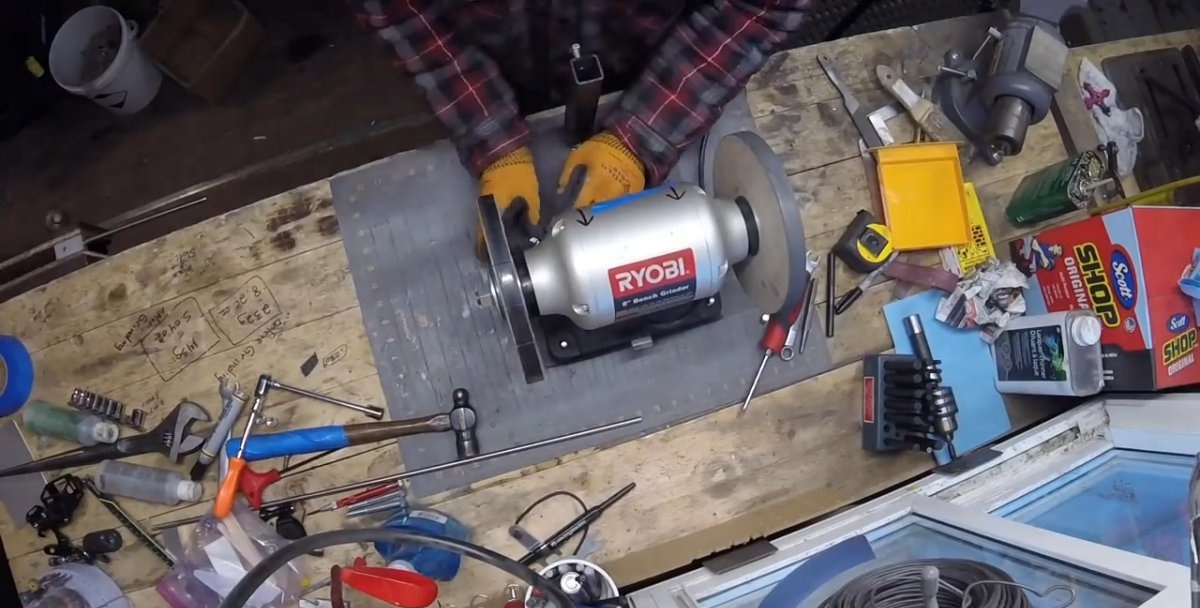
Una de les condicions necessàries per a un afilat d'alta qualitat dels ganivets és l'estabilitat de l'eina de mòlta. Per tant, utilitzem una làmina metàl·lica adequada en mides i gruixos com a base per a l’esmoladora elèctrica.

Utilitzant una cinta mètrica, un nucli i un martell, marquem els centres dels quatre forats, repetint els forats de la placa d’afilador elèctric. Forem forats segons el marcatge de la màquina de perforació i amb l'ajut de cargols i femelles fixem el punxador elèctric sobre una base metàl·lica.

Es va tallar amb una serra de pèndol dos trossos de canonades quadrades prèviament calculats al llarg, a més, s’ha d’obtenir lliurement, però sense un gran buit, entrar a l’altra.

En una canonada de secció més petita, es fa un forat a través d'un extrem, el diàmetre del qual hauria de ser lleugerament més gran que el diàmetre de la varilla metàl·lica. A la segona canonada, també planifiquem i foradem un forat pel cargol de bloqueig des d’un extrem.

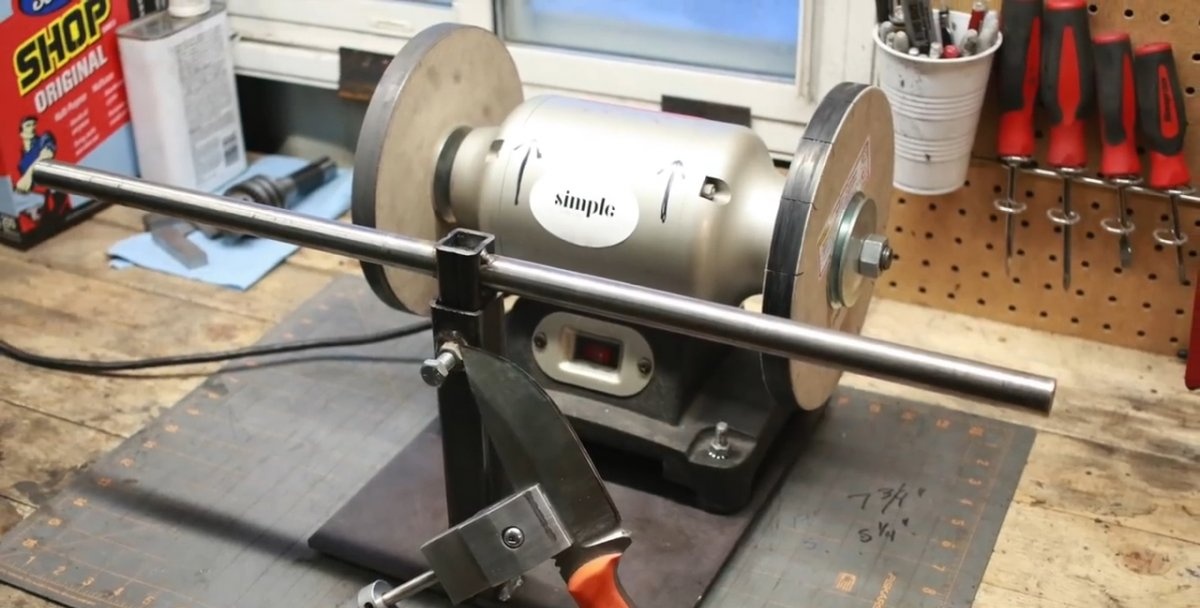
Soldem una canonada d’una secció més gran al centre cap a la base, davant l’aixugador fix, de tal manera que el cargol de fixació es veu cap a fora i es troba a la part superior. Per evitar que les gotes de metall fos, les espurnes i l'escala no facin malbé el motor elèctric, el cobrim amb una manta de soldadura.

Inserim la vareta estrictament cap al centre al forat forat de la canonada d'una secció més petita i la soldem en aquesta posició a la canonada, prèviament comprovat la perpendicularitat d'aquestes parts d'aparellament amb un triangle dret.


Si no ho heu fet amb antelació, traieu l’afilador elèctric de la base i reviseu la caixa elèctrica, torneu a instal·lar el punxador al seu lloc i comproveu-ne el funcionament.
Inserim la canonada amb la vareta a la canonada soldada a la base i amb l'ajut d'un cargol podeu ajustar l'alçada necessària per afilar un ganivet específic. Aquesta va ser la darrera etapa per organitzar un esmolador elèctric. Passar a la segona fase del treball.


A l’esmolador elèctric, canviem el sentit de gir.

Confecció d'un ganivet
Com ja s’ha apuntat, la qualitat de l’esmolar de ganivets, primer, depèn d’assegurar la constància de l’angle d’afilat. El titular que farem és just per això.
Marquem la peça metàl·lica d’acord amb les dimensions previstes dels tres elements, de manera que s’assegurarà la captura i retenció fiable de la fulla del ganivet en un angle donat amb la superfície del cercle quan s’afil·li.

Les tallem amb una serra de pèndol amb l'addició de lubricant per millorar la qualitat del tall i la seguretat de la fulla de la serra.
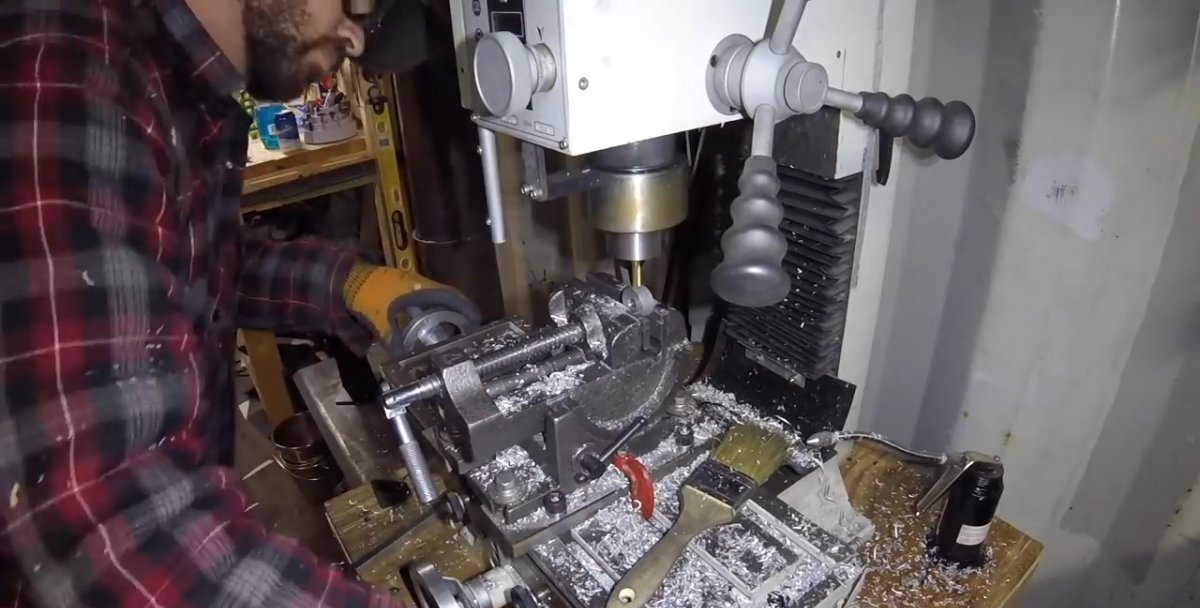
Fixem els tres elements en un "embolicador" al vici de la fresadora i processem les superfícies fins a la mida requerida, i amb cada canvi de posició eliminem les rebaixes amb un fitxer de mà.
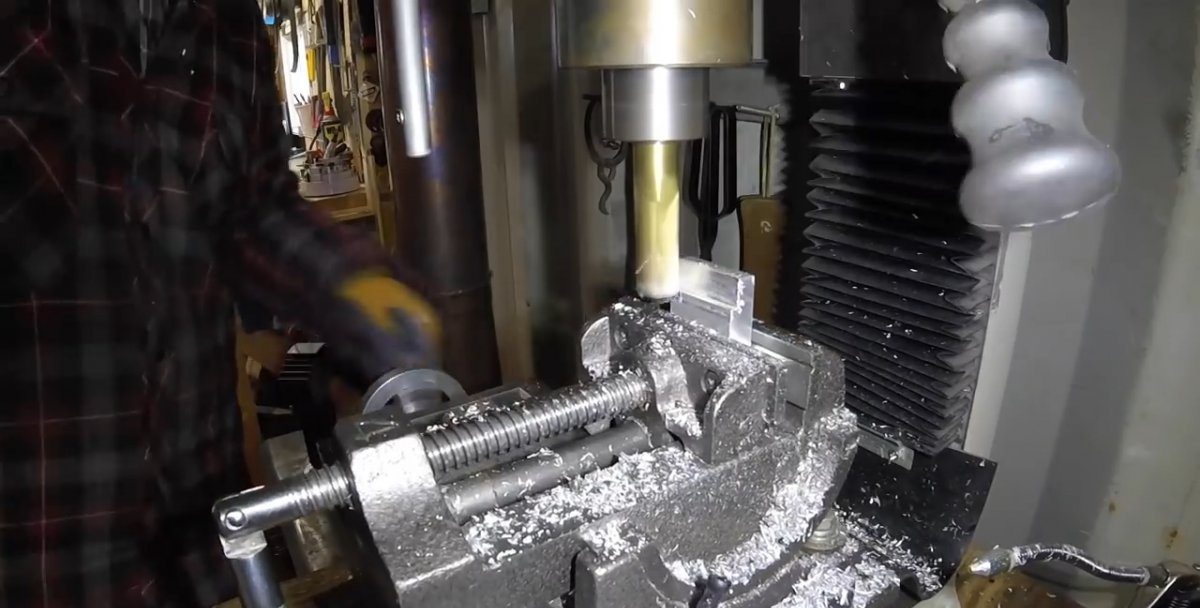


En dues peces que formem les mandíbules per agafar i subjectar la fulla del ganivet. Per a això, cadascun d'ells és fresat per la seva mida per un costat. La tercera peça es mola a banda i banda a la mida. Servirà de base per assegurar-se els seus punys laterals amb les mandíbules.

A la part que hi haurà al centre, a la part fresada, marquem dos forats situats simètricament a l’eix longitudinal més a prop de les vores i es compensen lleugerament a la base. Els foradem en una màquina de perforar.
Utilitzant aquesta part com a mostra, marqueu els punts de resposta en dos altres espais buits amb un trepant i un trepant prim.
A continuació, foradem les taques marcades amb un trepant de gran diàmetre fins a poca profunditat (fem, tipus, nius-escotades).
Enroscem als forats de l’element central dos pins de la longitud requerida amb la mateixa sortida que, en instal·lar els elements laterals, entraran als escotadors i els subjectaran, però no interfereixen amb les mandíbules, convergeixen i divergeixen.
Als elements laterals de la mandíbula al centre geomètric, esbossem i foradem forats del mateix diàmetre i els tallem els fils amb un toc manual.
Fresem les vores exteriors de les mandíbules per completar l’aspecte del dispositiu i la facilitat de funcionament. També eliminem el xamfrà a banda i banda de l’extrem de fresat de l’element central per no interferir en l’ajust de les mandíbules.

Al centre de la base de l’element central, esbossa i foradem un forat cec per al mandril.

Barregem cola de dos components i fixem amb ella el mandrí de la longitud necessària al forat de la persiana. Deixeu que el compost s’apoderi i s’endureixi. Per fer-ho, arreglem l’element central amb un mandrí en un embolcall de fusta.
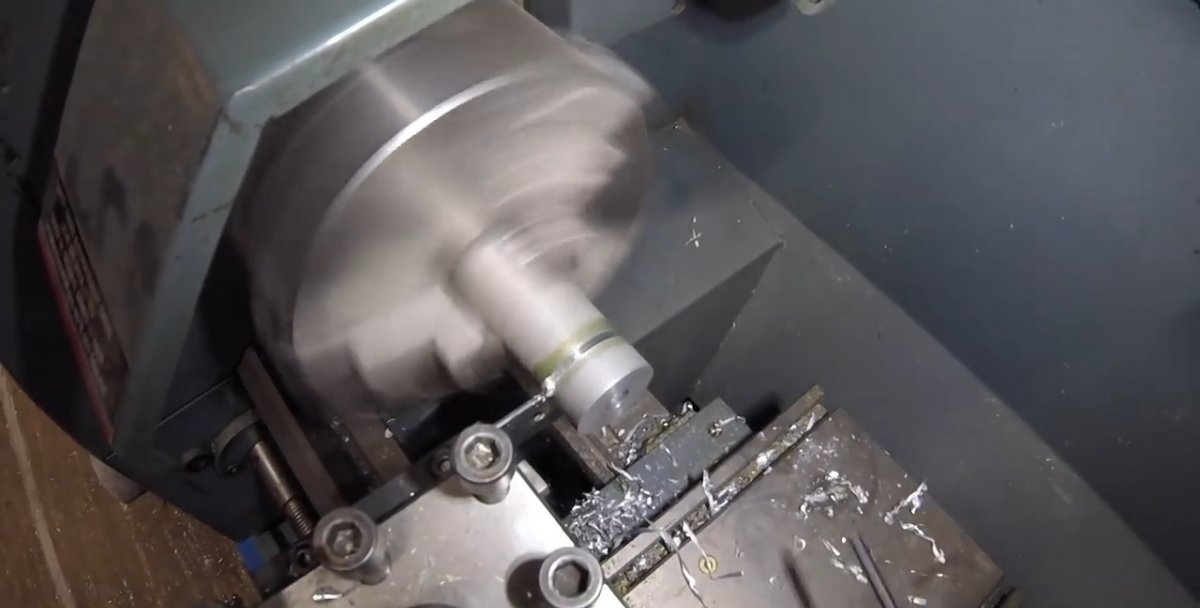
Fixem una barra metàl·lica del diàmetre calculat al mandril del torn i foradem un forat al centre una mica més gran que el diàmetre del mandril, afegint periòdicament greix a la zona de perforació.
A continuació, talleu un cilindre amb una alçada d’uns 10-12 mm i foradeu un forat a la superfície lateral, seguit de la rosca amb un aixeta per a un cargol de bloqueig.
En un dels elements laterals des de l'exterior, perfora un forat central per instal·lar la capçalera del forrellat.
Finalment, acabem la superfície de l’aparell mitjançant el processament al rectificador, primer amb una cinta inacabable esmerilada, i després amb una cinta de migdiada.


Queda unir els elements del suport regulable entreroscant el cargol de connexió a les mandíbules i fixar l’anell cilíndric al mandril, instal·lant-lo al lloc adequat amb el cargol de bloqueig.
Prova d’aparells
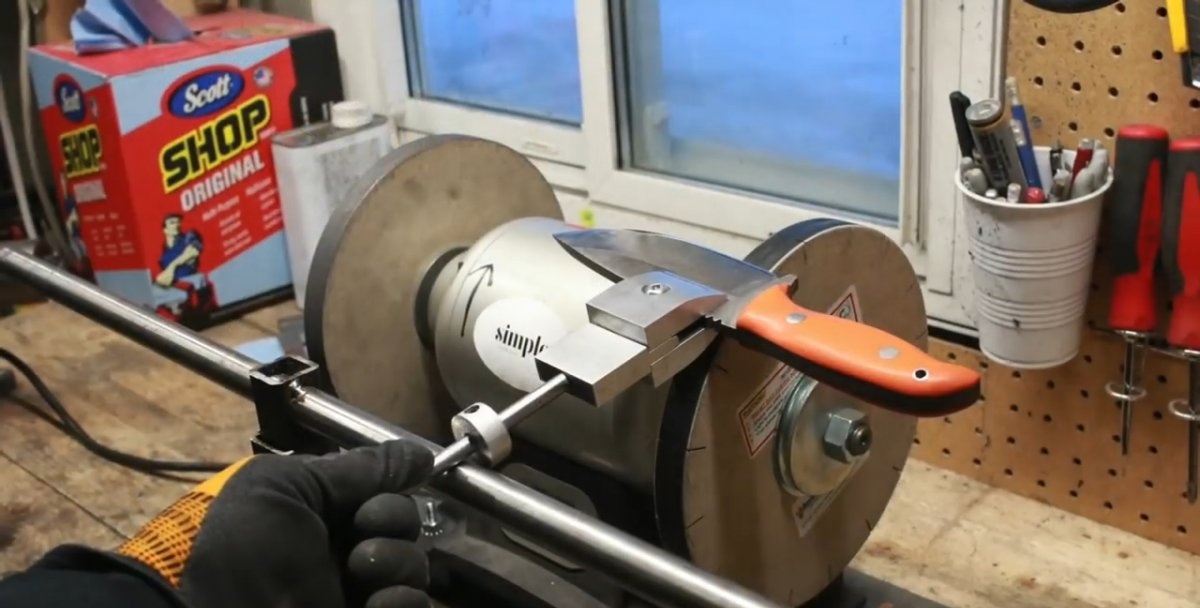
Fixeu la fulla del ganivet a les mandíbules del suport i fixeu l’alçada necessària de l’eix transversal i la longitud del mandril movent l’anell cilíndric cap avall o cap amunt i bloquejant-lo, quan sigui necessari, amb un cargol especial.
Per tal que l’angle d’afilat es mantingui igual durant tota la longitud de la fulla, és suficient assegurar el lliscament de l’anell cilíndric fixat al mandril per la superfície de la vara muntada horitzontalment davant dels cercles de l’afilador elèctric.


Després d’un curt afilat sense cap tensió, el ganivet talla fàcilment un full de paper d’escriptura en pes, cosa que confirma el seu excel·lent afilat.