Si el tancament del cable de control de l’accelerador del carburador es trenca, es pot restaurar ràpidament pel seu compte i no haureu de comprar cap cable nou. Per fer-ho, n’hi ha prou de llençar un nou cap d’estany.
Què necessitem
- Motlle plegable per colada;
- Cremador de gas;
- Flux i estany (la soldadura es pren millor en forma de filferro);
- Visa
Motlle de fosa
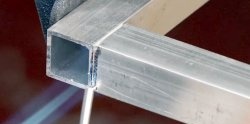
Es necessitarà dues peces petites de xapa d’alumini industrial amb un gruix total d’1 cm. És convenient que la làmina inferior sigui de 6 mm i la superior de 4 mm.

S'han de traure junts amb un cargol corrent.

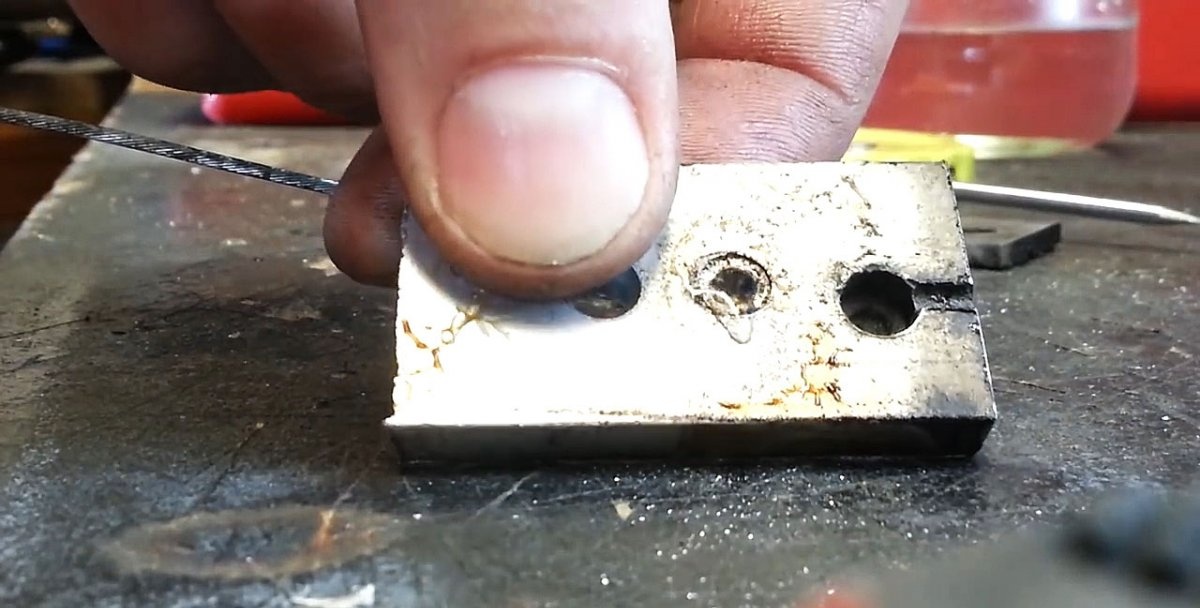
A continuació, foradem un forat per a la futura fosa amb un diàmetre i una profunditat de 8 mm. Cal situar-lo de manera que entre la vora de les plaques i el forat estigui a uns 5 mm, no més. Des del final, foradem un forat per al cable de manera que el seu centre estigui a la unió de les làmines i al centre de la cavitat sota el farcit.
Preparació del formulari
Per omplir de forma uniforme tot el volum del nostre formulari amb soldadura, cal tractar la superfície amb flux.

No necessita perdonar-la; una sobreabordança no serà inundable. Omplim el formulari amb flux i escalfem-lo amb un cremador de gas.

Dirigim la flama al material de la làmina del formulari, i no al forat. L’alumini té una elevada conductivitat tèrmica i ben aviat el flux començarà a bullir, tractant qualitativament totes les superfícies del forat d’ompliment.
El límit del cable que formarà part de la nostra fosa també ha de ser tractat amb flux per tal que, quan se submergeixi en la fosa, la soldadura quedi fermament enganxada a ella.

Colat del cap
Agafem la soldadura de llauna, continuant escalfar la base de la forma i la submergim al forat.

Estem esperant una fusió completa. No estalvieu: el volum del formulari s'ha d'omplir en excés. Inserim el final del cable amb la capa de flux aplicada a la parada, girant-lo una mica i movent-lo en diferents direccions.


Tanquem el cremador i esperem que la soldadura es refredi lentament. Mitjançant un cisell o un ganivet, alineeu la part superior del farcit, eliminant l’excés de metall, fins que es solidifiqui.

En cap cas, haureu de refredar específicament la forma amb aigua: una llauna solidificada ràpidament es convertirà en molt fràgil i el patró fallarà ràpidament. Tota la complexitat d'aquesta secció de treball és mantenir el cable en la posició correcta fins que la soldadura es solidifiqui.

Després d'això, podeu alliberar el motlle i submergir-vos en aigua per refredar-vos definitivament, i només llavors desemmotllem les làmines: el cap es desmarca fàcilment de les parets.


Al cap i a la fi, processem el cap amb un fitxer per eliminar tots els castings sobrants.


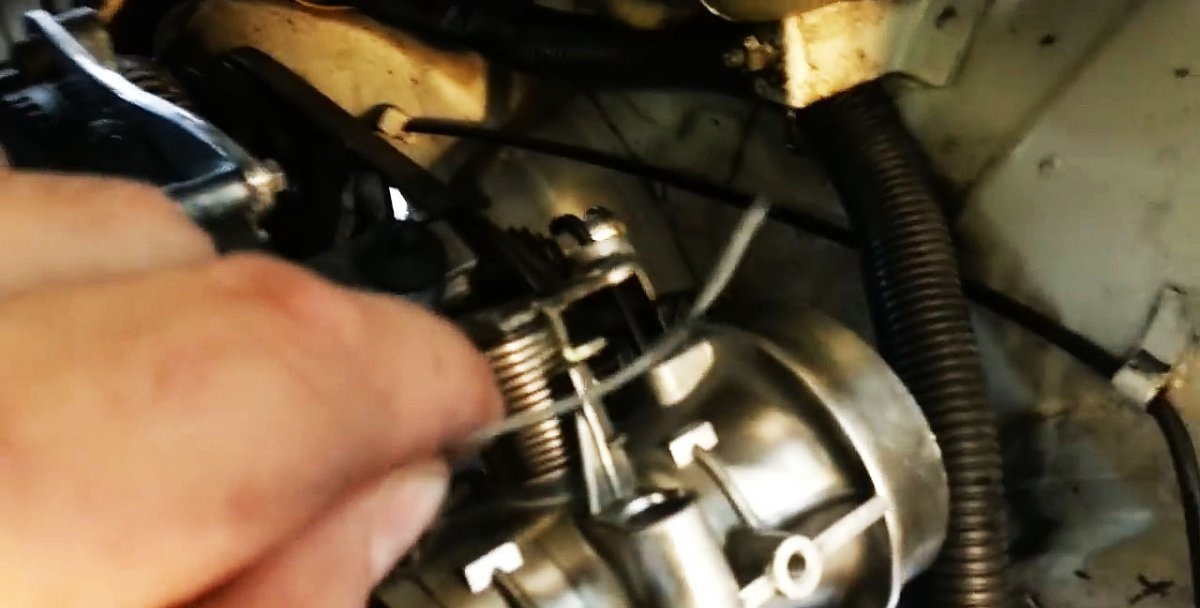
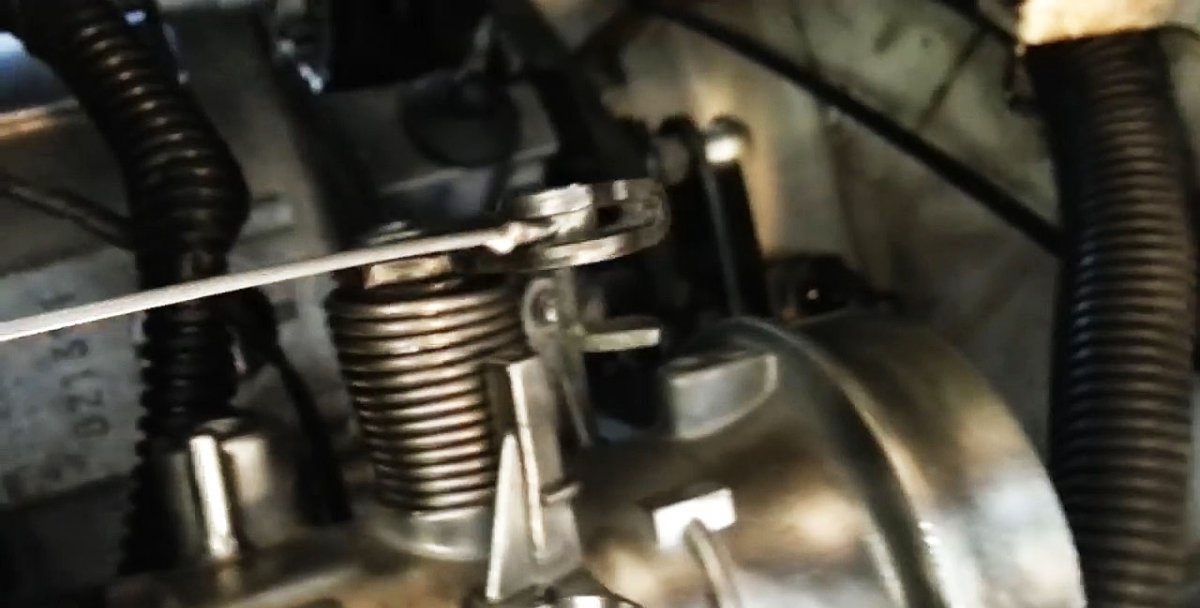
Ara tot es pot instal·lar al vostre transport favorit:
Resum
Si es treballa amb una flama oberta i metall fos, heu de seguir les normes de seguretat (està prohibit dur a terme aquest treball a prop de substàncies combustibles) i tenir cura de no cremar-se.
Com podeu veure, el procediment de recuperació és molt senzill i amb la preparació del formulari pot trigar fins a 10 minuts, no més. Si compareu la part de cost i el cost d’un cable nou, podeu obtenir una avaluació material de l’esforç.