
En els mecanismes d’anys de producció anteriors (màquines, caixes d’engranatges, accionaments), els engranatges i engranatges sovint eren de fosa grisa, que a càrregues baixes i mitjanes no eren inferiors a les contraparts d’acer i el procés de colada era més senzill i barat que l’acer.
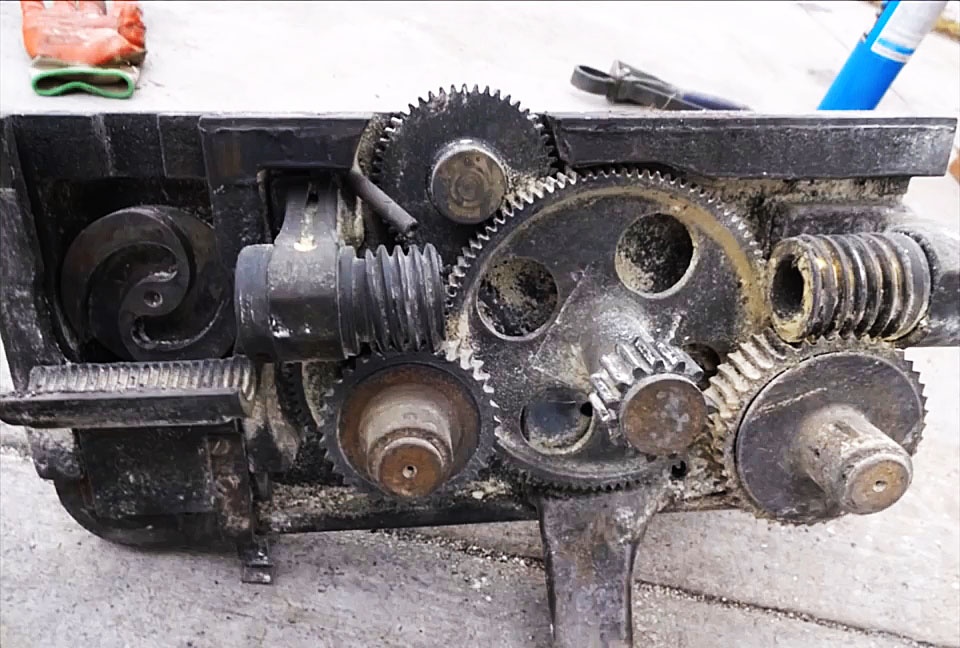
Però el ferro colat és trencadís, i en els engranatges i engranatges amb un fort canvi de càrrega o el seu augment, les dents es van trencar i tot el mecanisme va fallar. Per descomptat, seria millor substituir un engranatge o engranatge per una dent que falta per un producte nou, que no sempre és possible. Després queda intentar restaurar la dent d’una altra manera.

Una de les opcions està relacionada amb la preparació mecànica del lloc d’una dent trencada, el recobriment d’un material adequat per a la força i altres característiques, i el processament del recobriment per obtenir una dent nova amb una geometria exacta.
Equips, aparells i materials necessaris
Per treballar, necessitem:
- molinet i mini-trepant (trepant);
- torxa de soldadura d’oxigen-acetilè;
- paparres;
- biomeasure (cap de mesura);
- torn;
- paper de sorra;
- un eix amb una femella i una parada tubular per al bloc i l’engranatge;
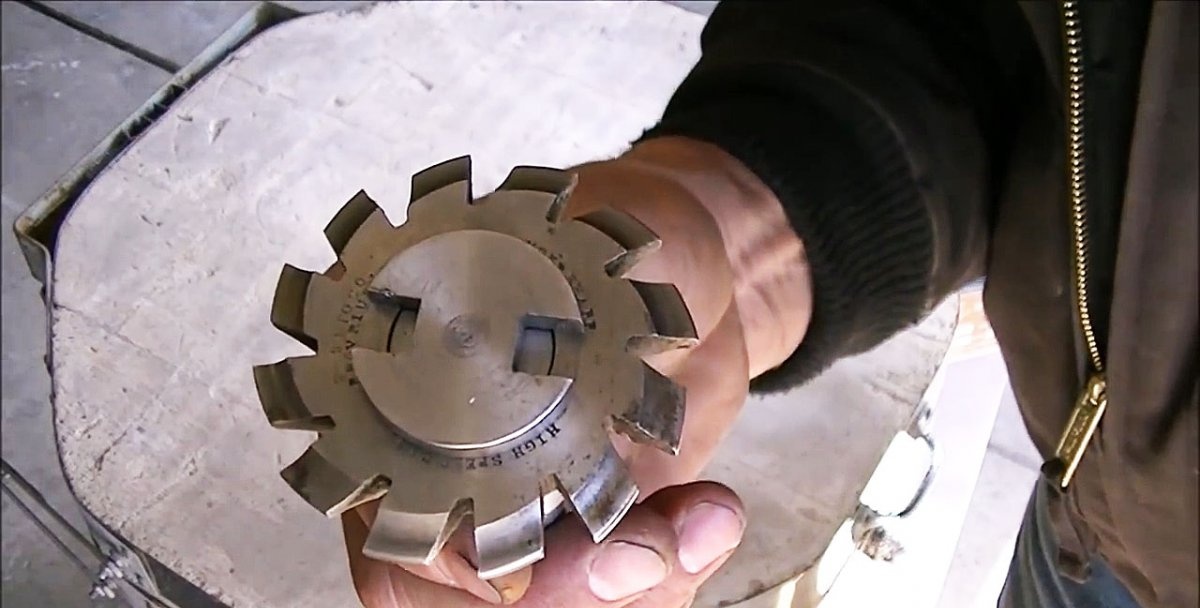
- un tallador per formar un perfil de la cavitat entre les dents;
- eix d’un molí amb captura clau en mà;
- fresadora de capçal divididor;
- eina de mesura (pinça vernier, micròmetre), etc.
Per omplir el buit entre dues dents senceres adjacents en relació amb una dent trencada, necessitem:
- vareta de bronze de silici (silicona);
- flux (part principal: bòrax amb una petita barreja de magnesi);
- manta de soldadura de fibra de vidre;
- draps, tovallons de tela, etc.
El procés de restauració d'una dent trencada
Consta de tres etapes:
- Preparació i ompliment del lloc (segellat) de la bretxa entre dues dents senceres adjacents respecte a la que falta.
- Fabricant un suport per a un molí tallador d'engranatges i un eix per a la fixació del bloc d'engranatges i l'engranatge a la màquina durant el processament.
- La formació del perfil dentari mostrant el material dipositat amb un tallador especial a banda i banda.
Preparació del punt de soldadura

Com que el ferro colat gris és difícil de mecanitzar mecànicament, és gairebé impossible fer-ho amb una mini perforació. És millor i més ràpid triturar una dent trencada amb un molinet.
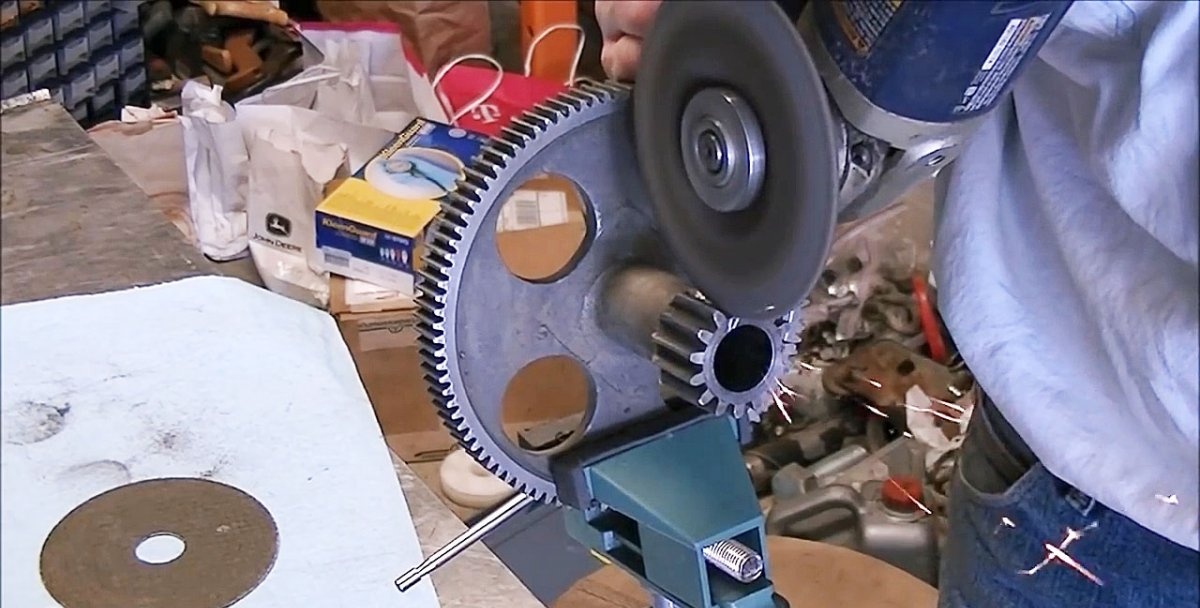
Al final, podeu endreçar la base amb un trepant per empoderar la base. D’aquesta manera es proporcionarà una connexió més duradora del material dipositat amb fosa.


Procés de soldadura
Comença amb un escalfament exhaustiu i uniforme amb un cremador de gas-acetilena, tant al lloc de soldadura com a les parts adjacents de l’engranatge. En cas contrari, augmenta la probabilitat de esquerdament a la part de fosa.
A continuació, s’escalfa el lloc de soldadura i una barra de bronze lleugerament de silici (silicona) de color vermell, que després d’escalfar-se es baixa en un recipient amb flux, que consisteix principalment en bòrax amb l’addició d’una petita quantitat de magnesi.
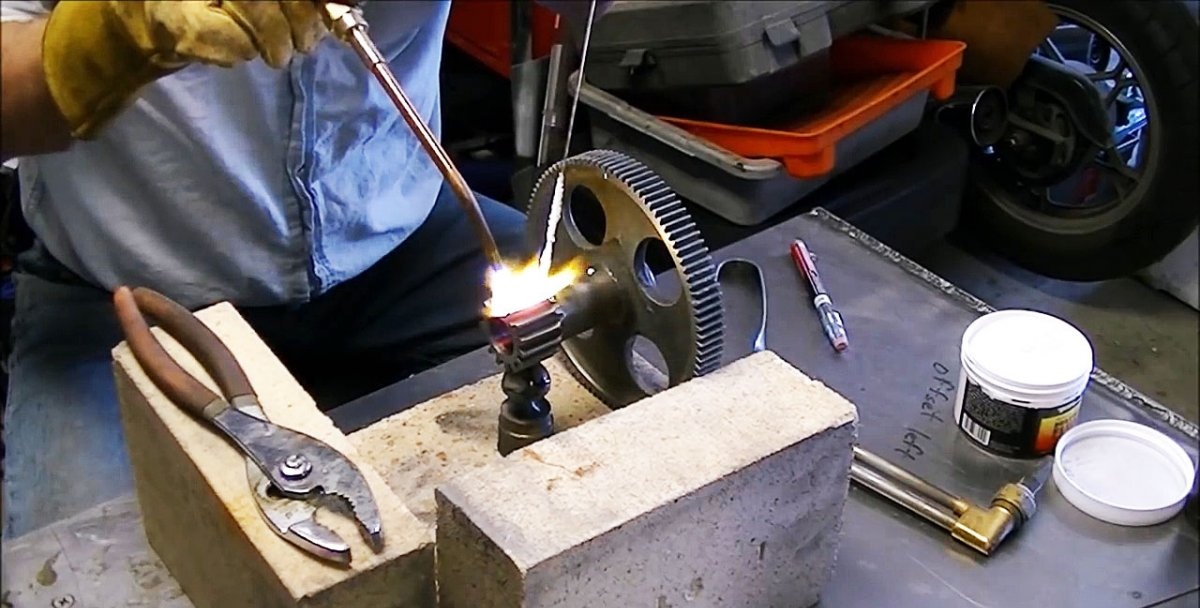
A continuació, es posa una barra de bronze de silicona recoberta amb un flux per sobre de la cavitat i es fon amb la flama d’un cremador de gas-acetilena. Aquesta operació continua fins que la soldadura de bronze silicona omple tot el volum de la cavitat entre les dents senceres adjacents.
Al final d'aquesta etapa, per tal que la soldadura no es trenqui per un refredament ràpid, cobrim la part restaurada amb una manta de soldadura de fibra de vidre i la deixem refredar lentament durant el temps requerit.

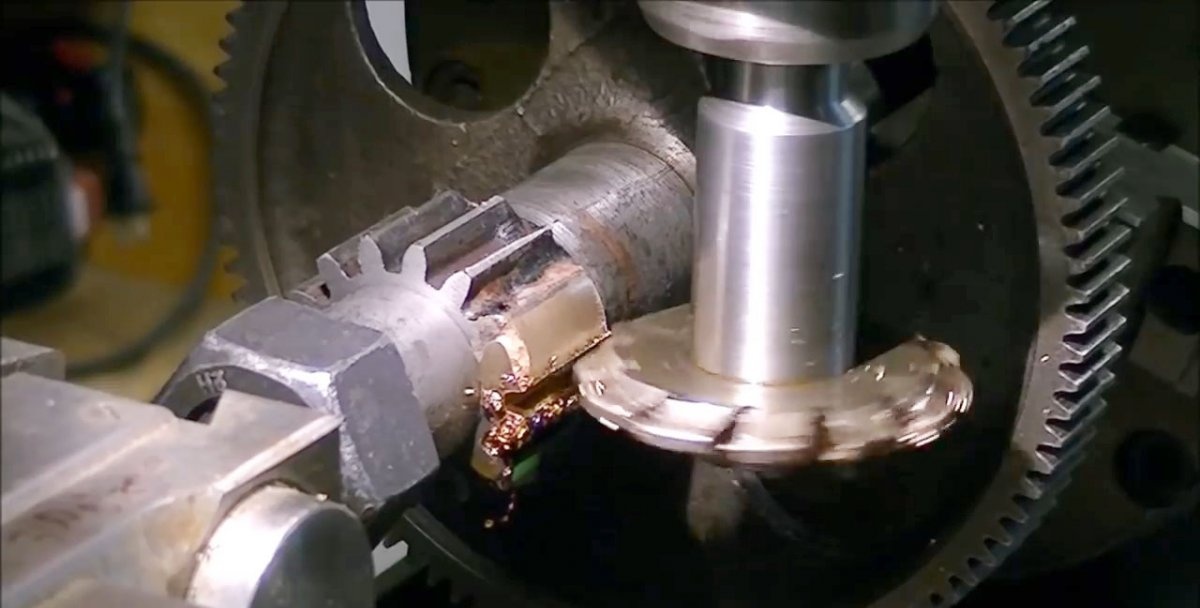
El procés de mecanitzat dels extrems de l’engranatge amb soldadura

Fixem la roda dentada al puny del torn i, mitjançant el capçal de mesura, posem el bloc amb la menor sortida possible, colpejant l’engranatge d’un costat o l’altre amb un mall.
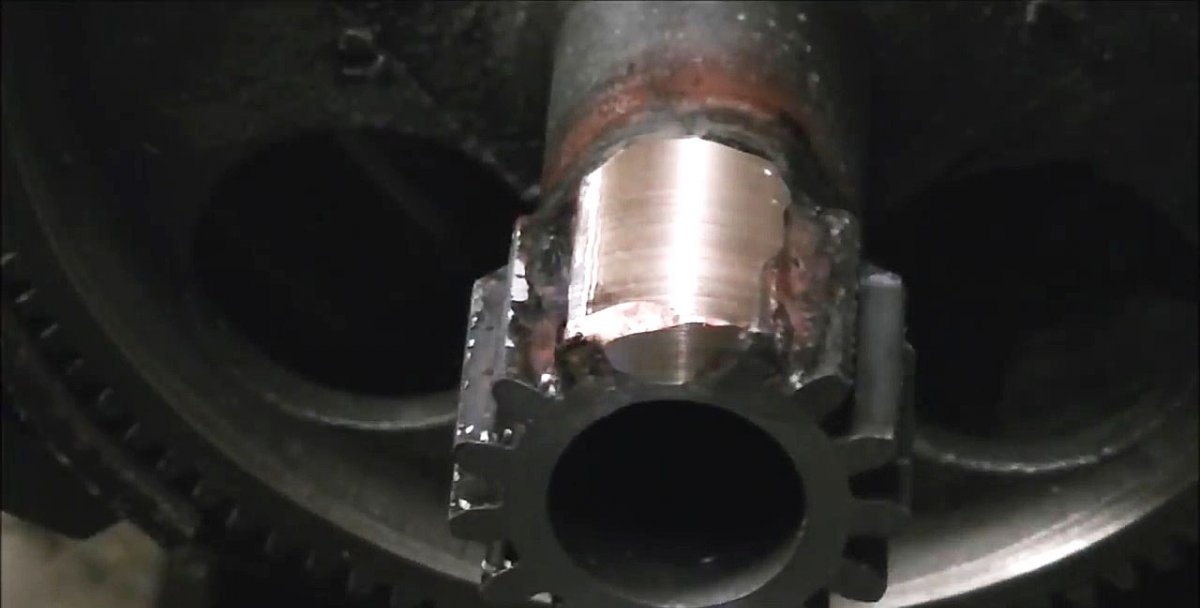
A continuació, amb l’ajut de les talladores eliminem l’afluència de soldadura, sobresortint més enllà dels extrems de l’engranatge. Al final de la mòlta amb paper de sorra, triturem els llocs de processament.


Preparació dels freses de blocs i freses per al treball
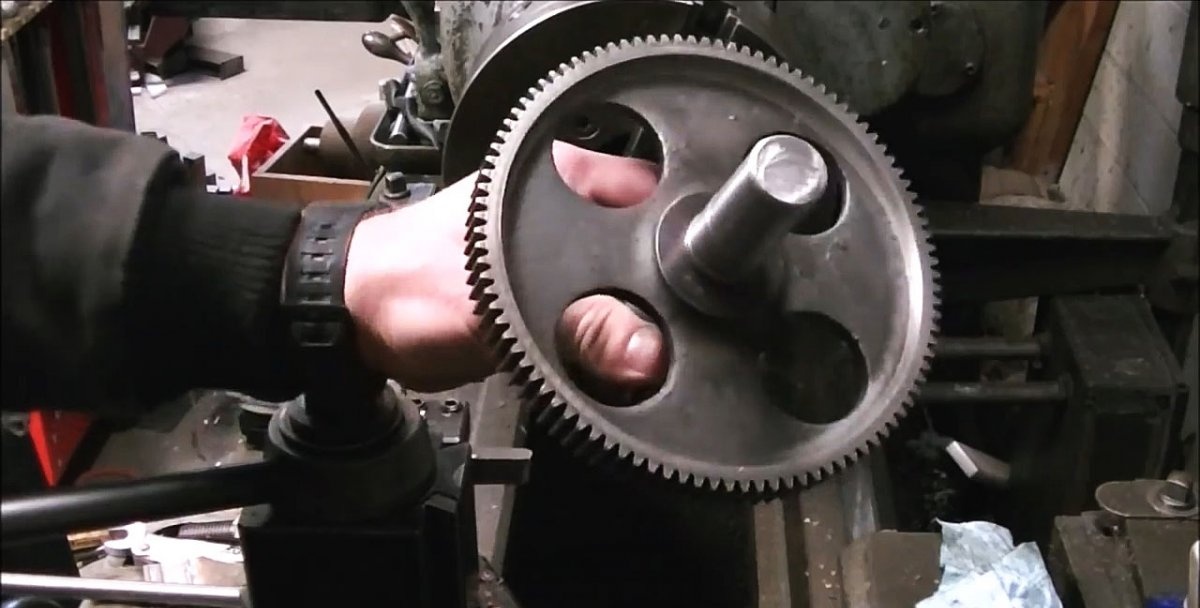
L’engranatge i els engranatges es munten en un torn en un eix pre-preparat, apretant la femella i l’aturada cilíndrica.

Per fabricar un suport per a la fresa, agafem una barra d’acer d’una longitud determinada i una mica més gran de diàmetre que el forat de l’eina. La clavem al tros del torn i des d'un extrem foradem primer un forat petit amb un trepant central, que després ampliem amb un trepant en espiral fins a la mida requerida.
A continuació, a la cullera de la màquina, fixem l’aixeta i l’introduïm al forat de l’extrem de la varilla. Agafeu el cop de cap i retallau el fil a mà, girant l’aixeta amb el pom. Al fil resultant, cargolem un cargol casolà amb un cap cilíndric pla i dos retalls rectangulars situats simètricament en relació al centre de la vareta per agafar-los amb una clau especial.

A continuació, acabem la vareta a l’altra banda i la perforarem fins a la longitud necessària sota el diàmetre del cargol de la fresadora. El tornejat es realitza amb una revisió periòdica del diàmetre per no debilitar la mida. Al final, triturem la zona de gir amb una cinta esmerilada i la netejem amb un drap.
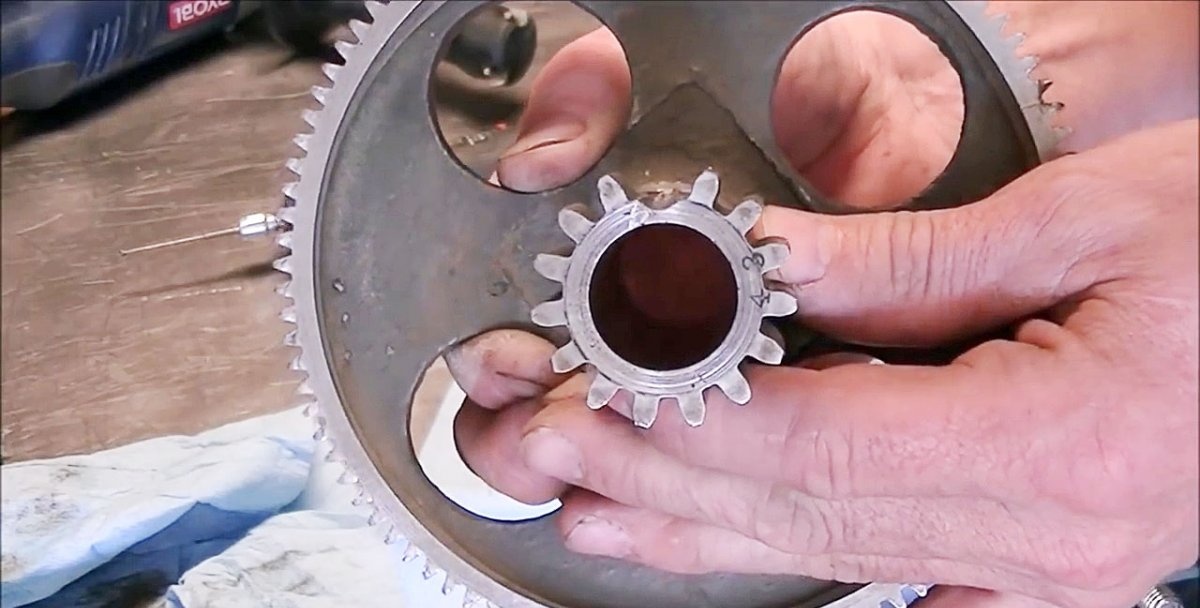
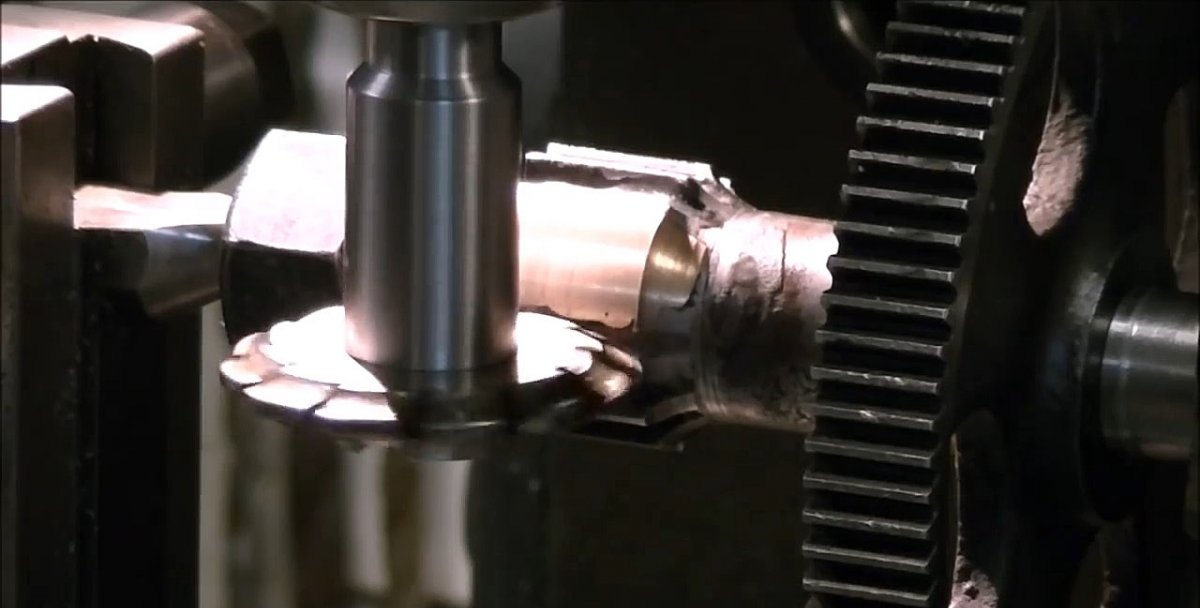
Formació de perfils dentals
Fixem el suport del tallador al cargol de la fresadora i mòlm la vareta a la mida del forat del molí, mesurant periòdicament el diàmetre amb un micròmetre. Al final, triturar el solc amb paper de seda i netejar amb un drap.
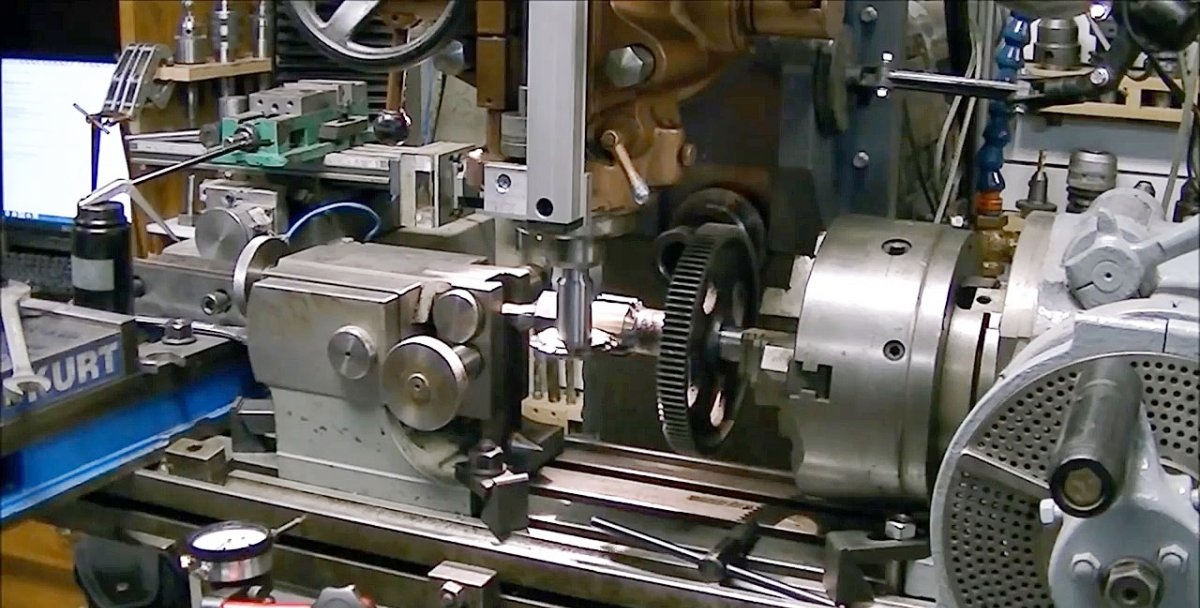
Posem el tallador al suport i el fixem a l’extrem amb un cargol de fixació, primer a mà, i al final amb una clau especial amb un tornavís. Instal·leu el capçal i la contrapartida en l'escriptori de la màquina fresadora. Fixant entre ells una vareta d’acer perfectament uniforme, exposem aquests nodes per assegurar l’alineació màxima en els plans verticals i horitzontals. Per fer-ho, utilitzeu els capçals de mesura i ajusteu la posició del suport de la pujada en relació amb el cap divisori. Després de l'exposició, aquests nodes es fixen de manera segura a la taula de la fresadora.
El funcionament més important és l’alineació precisa del tallador respecte a l’engranatge que es restaura. Per això utilitzem una pinça, un micròmetre, una regla metàl·lica.
Dividiu la característica del cap pel nombre de dents i obteniu el nombre de revolucions del mànec per 1 dent. Normalment s’obté un nombre fraccionari. A continuació, aquest valor es troba al cercle del divisor.
Ara podeu engegar el cargol de la fresadora i començar a formar una de les cavitats de la dent restaurada. Això es fa millor en 2-3 passades, per no danyar el revestiment. A l’hora de formar una dent, cal treure part del material que es talla del tallador i lubricar l’eina. A continuació, retirem el tallador i girem l’engranatge exactament un pas amb un cap divisori i tornem a repetir l’operació anterior.


Un comentari
Per què prendre bronze de silici per formar una dent en un engranatge de fosa? No és més fiable trencar una cavitat entre les dents amb un elèctrode de ferro colat i després processar-la amb un tallador d’engranatges?
Si ho feu, a causa de la temperatura elevada, es creen els “blanquejadors” del ferro colat i zones que pràcticament no són susceptibles de processament mecànic. El bronze en silicona és similar a la resistència al ferro colat gris i a la resistència a la tracció encara superior. A més, el seu processament, com hem vist, no és gens difícil.








