Es pot necessitar la mateixa operació per perforar una fulla de serra per a metall d’acer 1X6VF, a partir de la qual es poden fer alguns productes útils. Una peça de fulla d'una serra mecànica feta d'acer 9XF no és adequada només per a la fabricació de ganivets, sinó, per exemple, per a claus no estandard.

Eina i mostres necessàries
Totes les marques d’excel·lència de gran velocitat considerades i altres es perforen mitjançant perforacions en forma de llança (ploma) sobre una rajola de diferents dissenys. Així, per exemple, es fan rodons o hexagonals, cosa que no té una importància fonamental per al treball principal: la perforació.

Es venen lliurement a gairebé totes les botigues de construcció o punts de venda venent tot tipus d’eines. El que és molt important, els exercicis d’aquest tipus i propòsits són atractius, ja que són barats.
També per a la perforació d’acer d’alta velocitat es necessitaran cons de diverses formes i dissenys. Amb la seva ajuda, es garanteix la precisió, la puresa, la forma i el diàmetre necessari del forat.

Hem de perforar les mostres següents:
- una peça d’una serra de bastidor d’acer de 9HF d’acer.
- una fulla de serra de fulla d’acer 1H6VF.
- Fulla de serra d'acer HSS.
El procés de perforació de mostres d’acer d’alta velocitat
Comencem amb la fulla de la serralada de metall. Com a eina, triarem un trepant de ploma usat sobre una rajola que ja ha estat més d'un cop en terra sobre una roda de diamants. És a dir, de l’esmolar la fàbrica, que sens dubte donaria el millor resultat, no ha quedat res.
Inserim la nostra eina al mandril de la perforació elèctrica i comencem a perforar sense utilitzar greix o refrigeració. Com a mode de funcionament, seleccioneu velocitat baixa. Notem que el procés és lent, però amb una mica de paciència, al cap d’un temps, s’obté un rebaix cònic al llenç, una mena de contraenvolupament causat per la forma del nostre simulacre.

Ho foradem fins que aparegui un tubercle a l’altra banda.

Després d’això, donem la volta al llenç i continuem el procés, guiats pel tubercle.


Perforant alternativament d’un costat o l’altre, aconseguim un augment del diàmetre del forat fins a obtenir la mida desitjada.

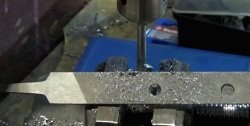
La següent mostra és una fulla d'una serra de bastidors. El lloc de perforació es tria a la base de les dents, on el material té la major duresa.

El procés tampoc és molt ràpid, però constant. Això es pot observar en l'augment gradual del volum de patates fregides al voltant del trepant.

Notem que la feina és més ràpida si feu lleugerament l'eina d'un costat a l'altre. Això ajuda a eliminar les patates fregides de la zona de tall.
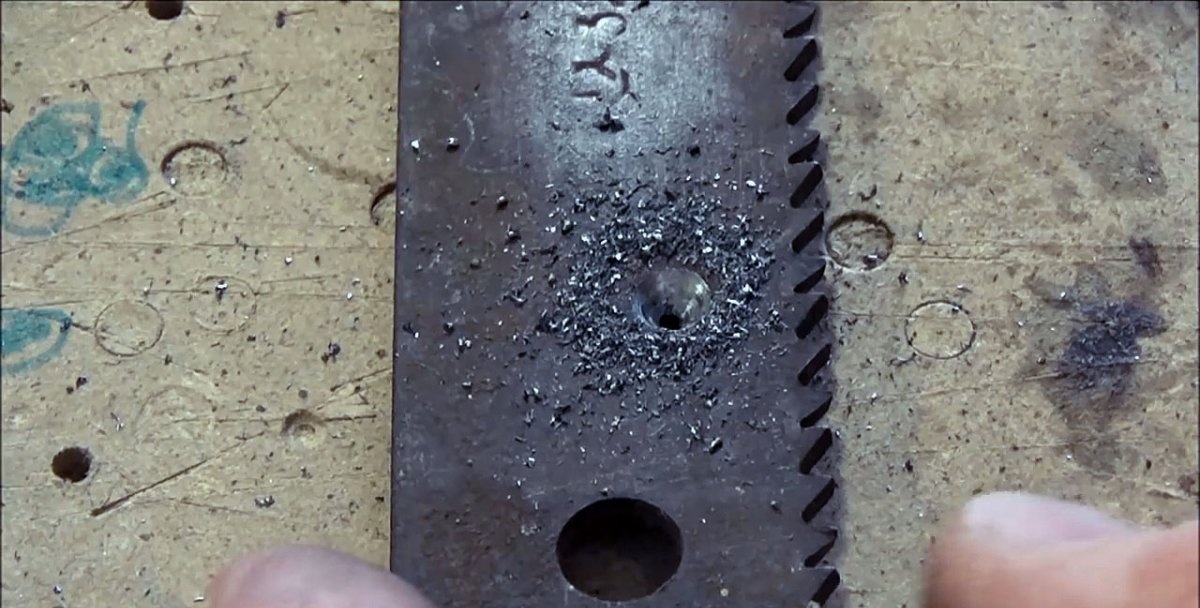
Continuem perforant d’una banda fins que la punta de l’eina passa per tot el gruix del metall i formi un petit tubercle a l’altra cara de la nostra mostra.

Com que el gruix del metall és superior al de la xapa metàl·lica, haureu de substituir el trepant o moldre el que fem servir a la meitat del procés. Després d'això, gireu la mostra i continueu perforant.


Després d'unes poques revolucions del trepant, es forma literalment un forat.Continuant el procés, aconseguim el diàmetre necessari per a la peça d’aparellament.
Porta el forat amb un con adequat.

En el nostre cas, el més convenient és utilitzar una eina de forma cònica. És més fàcil i ràpid obtenir els forats necessaris i donar-li una forma cilíndrica.

De fet, després d’un forat de ploma amb el seu gran cònic, el forat resulta de diàmetre diferent: més a prop de la superfície de la mostra, és més gran i més petit al centre.

Procedim a foradar la fulla d’una serra mecànica.

A més, per a això seleccionem la zona més propera a les dents, ja que en aquest lloc el metall és més dur a causa de l’esforç especial.


En comparació amb les dues mostres anteriors, el procés continua més ràpid. Això es pot comprovar per la intensitat de la formació de xip i obtenir un forat de pas sense perforar des del lateral posterior
Per portar el forat al diàmetre desitjat i donar-li una forma cilíndrica, com en casos anteriors, ajudarà un dels cons.




A la pràctica, estàvem convençuts que les marques d’acer d’alta velocitat es perforen amb broques xineses ordinàries sobre una rajola, els principals avantatges de les quals són l’accessibilitat i un preu barat. També en aquest cas, són útils els cons estàndard, a través dels quals s’especifica el diàmetre dels forats i se’ls dóna una forma cilíndrica.
Consells i comentaris finals
Utilitzant oli de lli per a la perforació (s’utilitza quan es treballa amb acer inoxidable i conté àcid oleic en la seva composició), serà possible augmentar la productivitat, menys freqüent arrossegar l’eina i augmentar la puresa del processament.
La pràctica demostra que el procés de perforació d’acer d’alta velocitat serà més productiu si primer s’utilitzen perforacions amb un diàmetre menor i després amb un de més gran.
Alguns artesans utilitzen cargols o cargols fets a Alemanya i s’utilitzen per a treballs de formigó com a eines per a la perforació d’acer d’alta velocitat. El seu tret distintiu: al cap hi ha una lletra "H" (endurida).