Normalment, un torn s'utilitza per avorrir, roscar, arrebossar, revestir i perforar, però les seves capacitats no s'acaben aquí. Us proposo plantejar-vos una manera d’utilitzar-lo per obrir la clau del màniga. Per això, faig servir una màquina de tallar cargol 1K62.

Kit d'eines
Per realitzar treballs, a més de la màquina, necessitareu:
- tallador avorrit;
- tallador morter;
- oli per a la lubricació.
Es pot fer servir qualsevol eina avorrida dins dels límits del diàmetre de la funda. Pel que fa a l'eina de morter, la seva secció està seleccionada per l'amplada requerida de la passarel·la. L’oli lubricant només es requereix si heu de treballar amb metall dur. Per als acers suaus, sotmesos a l’ús de talladors d’alta qualitat, no és necessari, ja que el xamfull i la cisellada no provoquen un sobreescalfament crític, cosa que pot accelerar l’abrasió del tall de l’eina.

Fase preparatòria
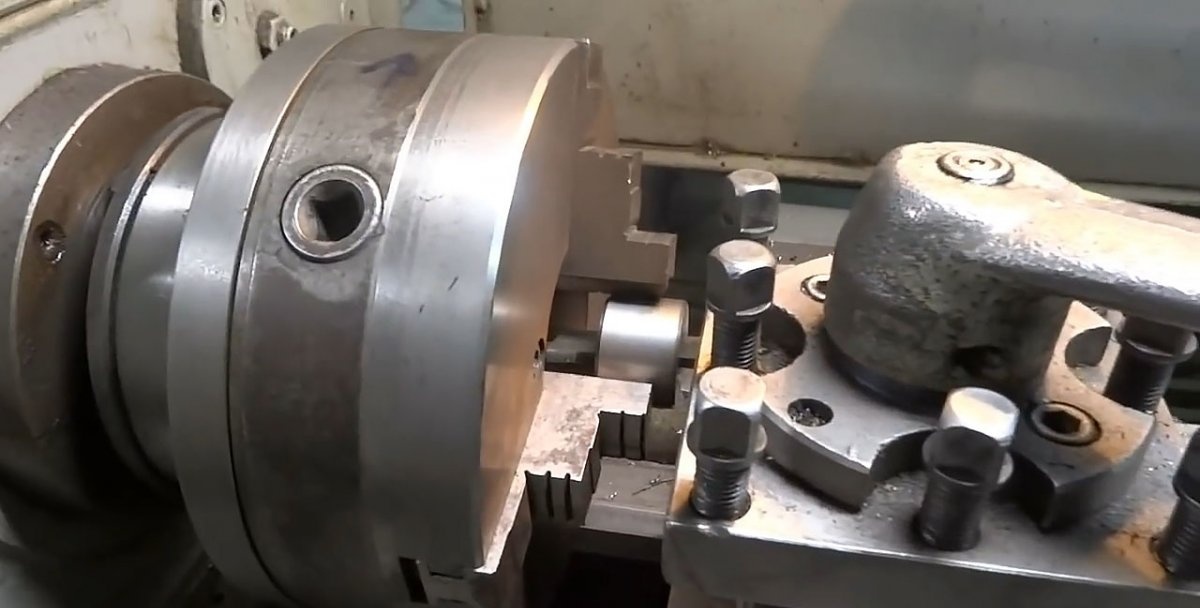
La funda està muntada en un mandrí de tres mandíbules. Abans de realitzar els cisellaments, primer heu de preparar el xamfrà interior i exterior amb una eina avorrida. Estan fets només des del costat per on entrarà l'eina morter. Aquest és el procés més senzill, fins i tot familiar per a un amant del gir, per tant no requereix una consideració separada.

Després de preparar els bisells a la màquina, heu d’establir la velocitat mínima per evitar que el cargol es pugui rodar. Per a moltes màquines, el cilindre de lleves pot donar joc sota càrrega, per la qual cosa en aquest cas és necessari posar-li un espai interlineat. Per fer-ho, es col·loca un cargol adequat amb nou. Quan es retorça, la longitud de parada augmenta, de manera que es pressiona fort contra el cartutx, eliminant així el rotlle.

L'eina de morter està subjectada lleugerament al porta d'eines. Estableix el centre de la funda, després del qual cal efectuar un ajustament fi. Per fer-ho, s'enfila cap a la màniga, movent-se longitudinalment amb un suport sobre el portaobjectes. El rascat resultant hauria d’anar al llarg de la perforació de la màniga d’una vora a la segona. No hi hauria d’haver rascades a la línia de tall. Si ho és, es tracta de la presència d'un biaix. Quan el tallador està ajustat correctament, s’ha de subjectar amb força, ja que la càrrega quan es fa cisellar és molt superior a la que realitza operacions de tornejat estàndard.
Procés de martell
Com que la funda té un radi, cal tallar-la abans de començar la referència per a la profunditat de la ranura per obtenir una zona uniforme, que serà el punt de referència zero. Per fer-ho, utilitzant una pinça de pinça, desplaço el tallador per dins de la funda al llarg del tobogan longitudinal, eliminant els encenalls metàl·lics més prims. Després de tornar a la seva posició original, m’acosto a la vora de tall ja al llarg del portaobjectes transversals al cos de la funda per 0,1 mm. De nou, faig un moviment longitudinal al llarg del carro. Repeteixo el procés fins que la cuneta perd el seu radi. Tan aviat com marxi, aquest serà el punt zero de referència.

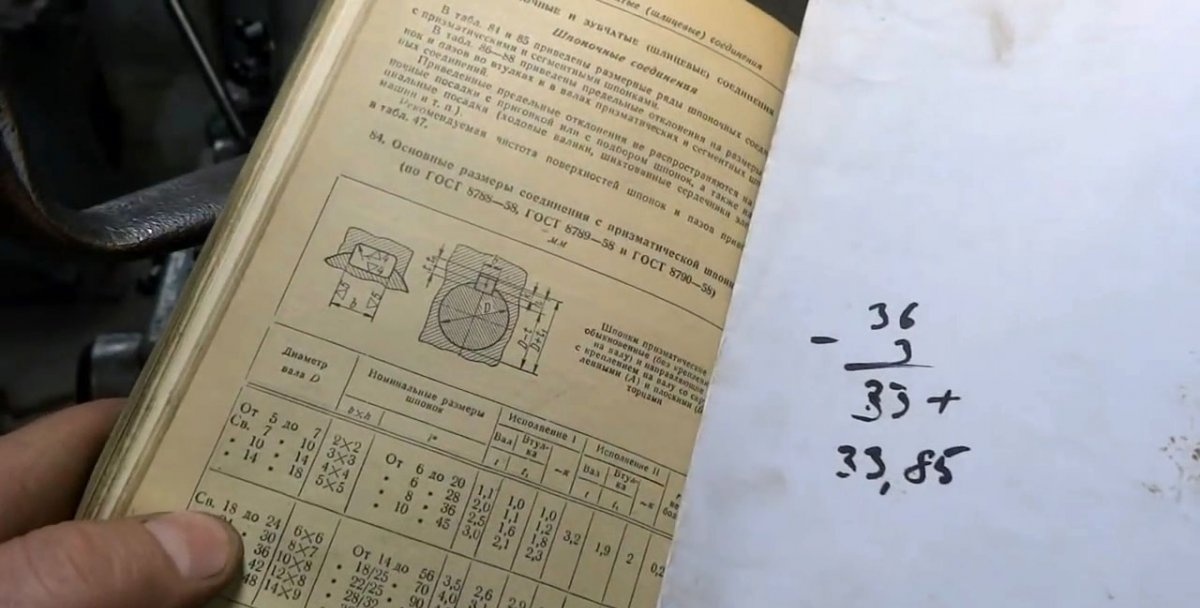
Ara continuo forant la via. En el meu cas, la seva profunditat ha de ser de 2,6 mm.Amb un pas de 0,1 mm, haureu de realitzar 26 moviments del tallador per aconseguir aquesta profunditat.


Després d’aprofundir la ranura en 2,6 mm, és necessari sense canviar els paràmetres de la esfera fer alguns moviments més repetits del tallador per tal de netejar el pla de petites rebombades. A continuació, es treu la funda del cartutx. El seu segon extrem és bastant brut, però es resol fàcilment. L’eina perforadora es torna a instal·lar al porta-eina i s’eliminen els llençols nets. Després d'això, la funda es pot utilitzar per al propòsit previst.
El cisellament de torn és un procés llarg, encara que no complicat. En el meu cas, el moviment longitudinal de la pinça es motoritza, de manera que tot es fa relativament ràpidament. Es pot tornar a obrir la ranura en les màquines de pressupost amb un accionament manual, però en aquest cas es necessitarà molt més temps.