D’una manera tan senzilla, podeu fer no només un forat rodó d’acer calent vermell, sinó també un forat de qualsevol altra forma sense fer massa esforços. El mètode químic us ajudarà a facilitar la tasca. El mètode no requereix productes químics cars, tots els ingredients es poden trobar a qualsevol llar.
Necessitarà
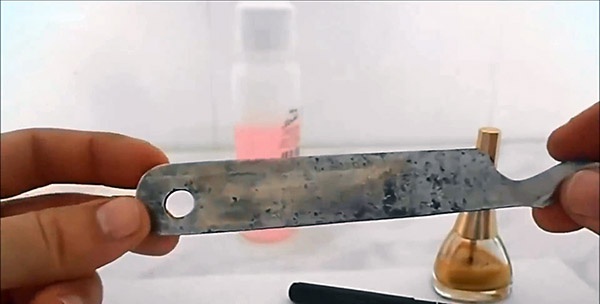
Proposo un mètode senzill per fer forats en acer a alta velocitat. Per treballar, necessitareu:
- qualsevol producte d’acer d’alta velocitat;
- marcador
- esmalt d’ungles;
- Eliminació d’esmalts (es pot substituir per esperit blanc o acetona. Vaig escollir l’eliminació d’esmalts només per l’olor agradable i es tracta de la mateixa acetona);
- llana de cotó;
- envàs buit de plàstic (ampolla);
- sal;
- un ganivet;
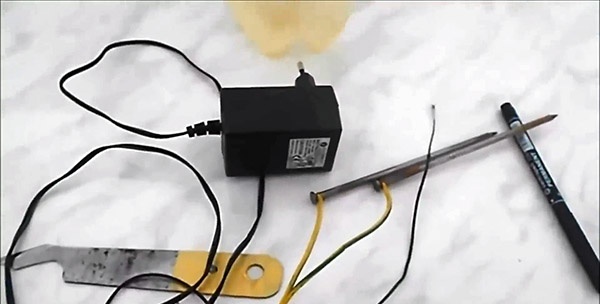
- Dispositiu casolà d’un carregador i dues ungles.
Fer un forat al metall sense trepant
Apliquem la retirada de polits líquids a la llana de cotó i desgreixem la superfície de la nostra peça.

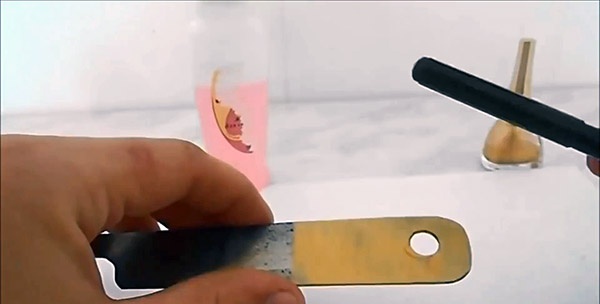
Apliqueu vernís a la zona desitjada. El vernís s’ha d’aplicar en una capa gruixuda a banda i banda. No oblideu greixar amb cura els extrems. Deixeu la peça durant 10-15 minuts per assecar el vernís.
En una superfície seca amb un retolador a banda i banda de la peça, marqueu un lloc sota el forat. Trio un lloc de manera arbitrària, ara haig de mostrar com es pot fer aquest forat. Per exemple, heu de posar un rebló de fàbrica regular. El diàmetre del forat ha de ser lleugerament inferior a la mida del rebló.
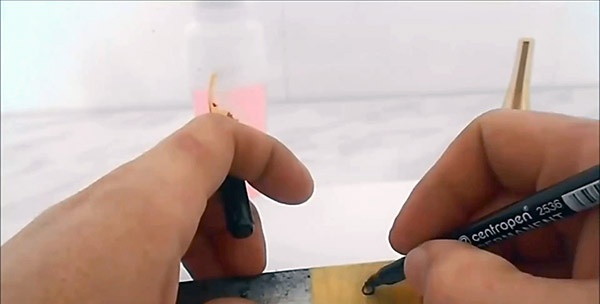
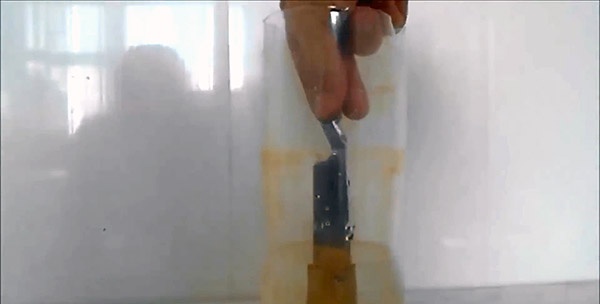
A continuació, utilitzeu un ganivet per treure el vernís dins del contorn del forat. Feu-ho des de dos costats.
Aboqueu aigua al recipient i afegiu 3 cullerades soperes de sal. L’alçada de l’aigua del dipòsit ha de ser 10 mm inferior a l’alçada de la zona en blanc recoberta de vernís.
Agafo un dispositiu fabricat amb el carregador d’un tallador de cabell i dues ungles. Les ungles actuaran com a elèctrodes: les he connectat a un pin. Un altre contacte és només un fil despullat. Jo faig servir un carregador de 12V, però un carregador habitual des d’un telèfon mòbil podrà fer front a aquesta tasca.
Els fils han de ser un fil més, els elèctrodes, menys. Fixem el fil positiu amb una pinça de roba a la nostra peça. Després baixem les ungles a l’aigua.
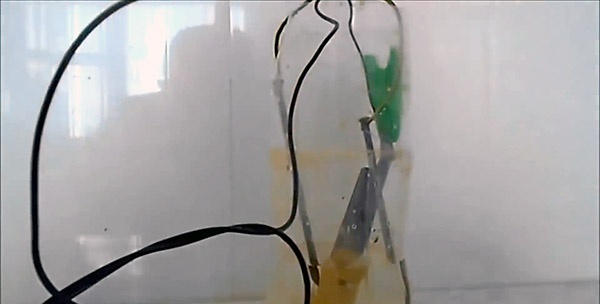
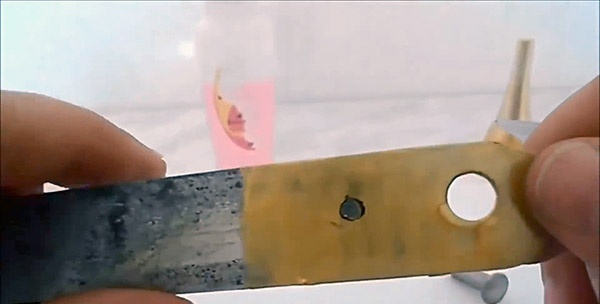
Podeu fer ranures al contenidor per fixar la posició de les ungles. Incloent el carregador a la presa de sortida. Després d’encendre’s, l’aigua al voltant de les electrodes ungles comença a bombollar i la marca netejada sota el forat es torna negre.
Nota: per comprovar la polaritat dels cables, heu de connectar el carregador. Si l’aigua comença a arrossegar per les ungles, aleshores es té menys i s’ha connectat correctament. L’aparició de bombolles a l’aigua al voltant de la peça diu que el minus està connectat a ella i cal llençar els cables. Els mínims sempre s’han de connectar als elèctrodes, a més a la peça processada per gravat!
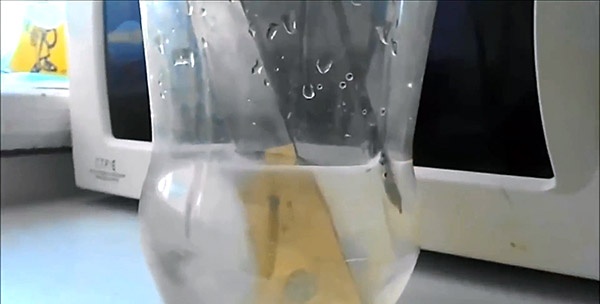
Deixeu l'envàs durant una hora, 30 minuts després de l'inici del procés, canvieu l'aigua. Apagueu el carregador i traig la peça.

Un forat de pas format a la ubicació desitjada. Per tal de fer més gran el diàmetre del forat, es pot continuar el procés. O fitxer les arestes rugoses amb un fitxer.
Per tant, si es pot gravar acer d'alta velocitat amb els elements més habituals, es pot fer el forat adequat a la peça.









