Малко теория ...
След втвърдяване и последващо закаляване при ниски температури, твърдостта на носещата стомана трябва да бъде най-малко HRC 62. Освен това тя съдържа приблизително 1% въглерод и 1,5% хром, което осигурява качеството на втвърдяване на носещите стомани в целия обем на продукта.
Втвърдяването на този метал се извършва при температура 830 ° С в масло, последвано от темпериране за най-малко два часа при температура 160 градуса по Целзий.
Ясно е, че не всеки инструмент ще може да обработва носеща стомана с горните характеристики. Например, твърдостта на инструменталните стомани от клас P6M5K5, P9, P9M4K8, P18 е не повече от HRC 59, а степени U7, U8, U10, U12, P6 в зависимост от режима на закаляване след закаляване варира от HRC 59 до HRC 63.
Тестване на резачки
Имайки предвид, че някои инструментални стомани, които имат по-малка или съпоставима твърдост, очевидно не са подходящи за обработка на лагери, ще се опитаме да използваме две резачки за тези цели: от стомана T15K6 и с вдлъбнатина (други имена: borazon, кубонит, kingsongite, kiborite).
За да инсталираме заточената резачка по-точно в държача на инструмента, ние ще „прережем“ основата му и ще фиксираме лагера на пръстена в патронника на машината, колкото е възможно по-точно, при изкривяване.


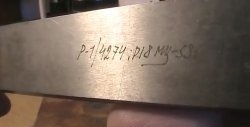
Ще се опитаме да обработим крайната страна на пръстена със скорост 315 оборота в минута на няколко преминавания с минимална дебелина на отстраняване на чип и без използване на режеща течност (охлаждаща течност).
Визуално качеството на обработка изглежда доста добро, но резачът е тъп и изисква ново заточване.

За втори път, когато заточваме резачката, основният ъгъл е отрицателен, използваме охлаждаща течност и намаляваме скоростта на въртене на патрона от 315 до 250 об / мин. Ние също използваме, както за първи път, минималния дебит.


На пръв поглед обработващата повърхност изглежда доста гладка, но резачът отново се провали и в същото време не само стана тъп, но режещият ръб на вложката беше нацепен.

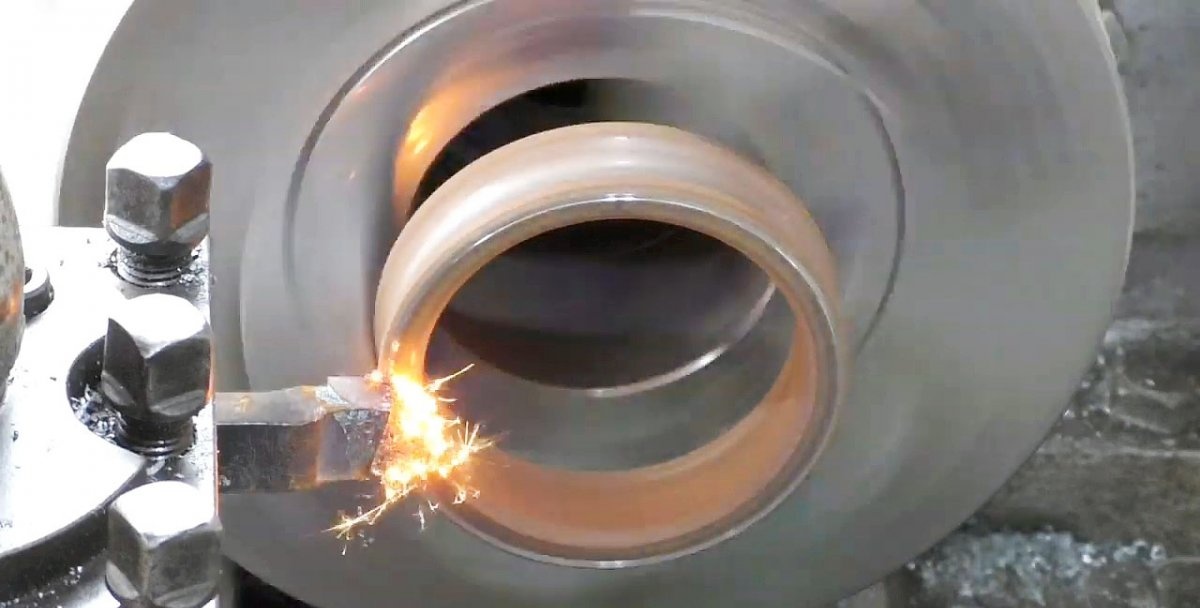
Сега опитайте резачка с вложка от Elbor със скорост 315 оборота в минута, без да използвате охлаждаща течност.

Ще обработим вътрешната и страничната повърхност на носещия пръстен, използвайки няколко прохода.

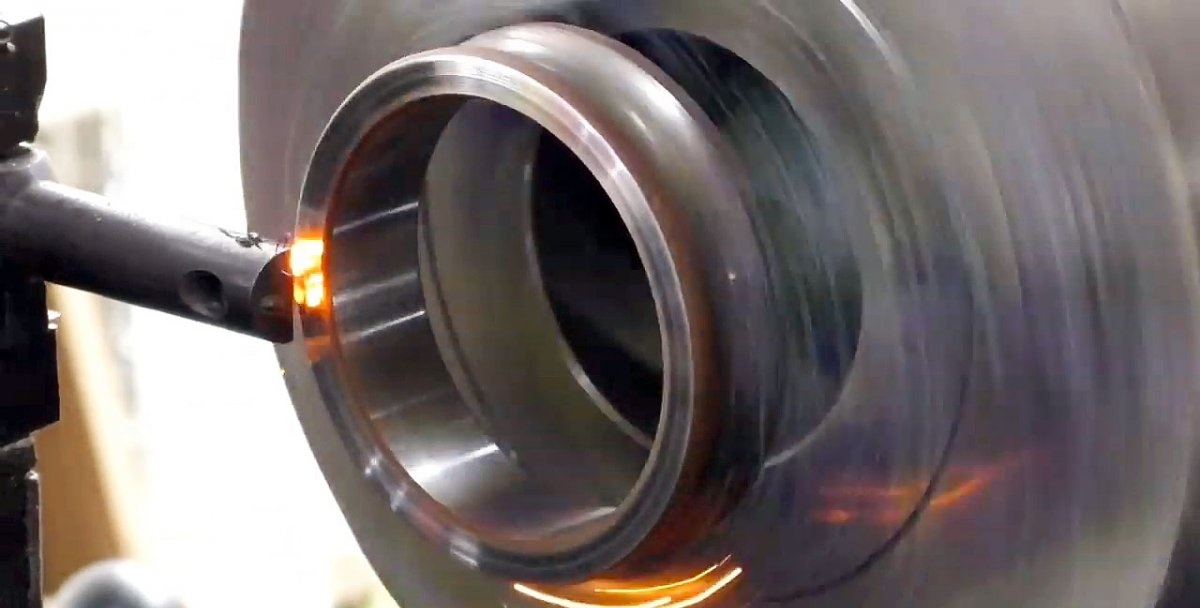
Повърхностите, обработени с лакът, изглеждат много висококачествени, а самата вложка изобщо не е пострадала, въпреки че на някои места върху метала се виждат стружки и пукнатини, които я рамкират.


Нека опитаме след третото повторно използване да използваме резачката T15K6 при ниска скорост от 115 оборота в минута, тъй като диаметърът на лагерния пръстен все още е 105 мм. Но още в самото начало на жлеба плочата на резачката се повреди - тя трябваше да бъде отрязана и операцията трябваше да бъде спряна.
данни
Ако само ние не срещнахме дефектен резак T15K6, тогава той очевидно не е подходящ за обработка на носещи стомани при никакви условия на рязане.
Друго нещо е резачка с вложка от лакът.Той гарантира качеството на обработката и в същото време изобщо не страда.